(54) СТАНСЖ ДЛЯ ОЧИСТКИ НАРУЖНОЙ ПОВЕРХНОСТИ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для очистки полосовой стали | 1980 |
|
SU887039A1 |
| Станок для очистки листового проката | 1976 |
|
SU620294A1 |
| Устройство для очистки длинномерного материала | 1979 |
|
SU860895A1 |
| ПЕРЕМОТОЧНЫЙ СТАНОК ДЛЯ НАМОТКИ В РУЛОН ЛЕНТОЧНЫХ МАТЕРИАЛОВ | 2012 |
|
RU2513130C1 |
| Устройство для очистки наружной поверхности цилиндрических изделий | 1981 |
|
SU988380A1 |
| Установка для получения трубчатых заготовок | 1976 |
|
SU608591A1 |
| ЛЕНТОЧНО-ОТРЕЗНОЙ СТАНОК___.4,J | 1971 |
|
SU308823A1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ПРОИЗВОДСТВА | 1967 |
|
SU197934A1 |
| СТАНОК ДЛЯ ШЛИФОВАНИЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ДЛИННОМЕРНОЙ ТРУБЫ | 1969 |
|
SU234179A1 |
| Установка для очистки торцов цилиндрических изделий | 1988 |
|
SU1556770A1 |
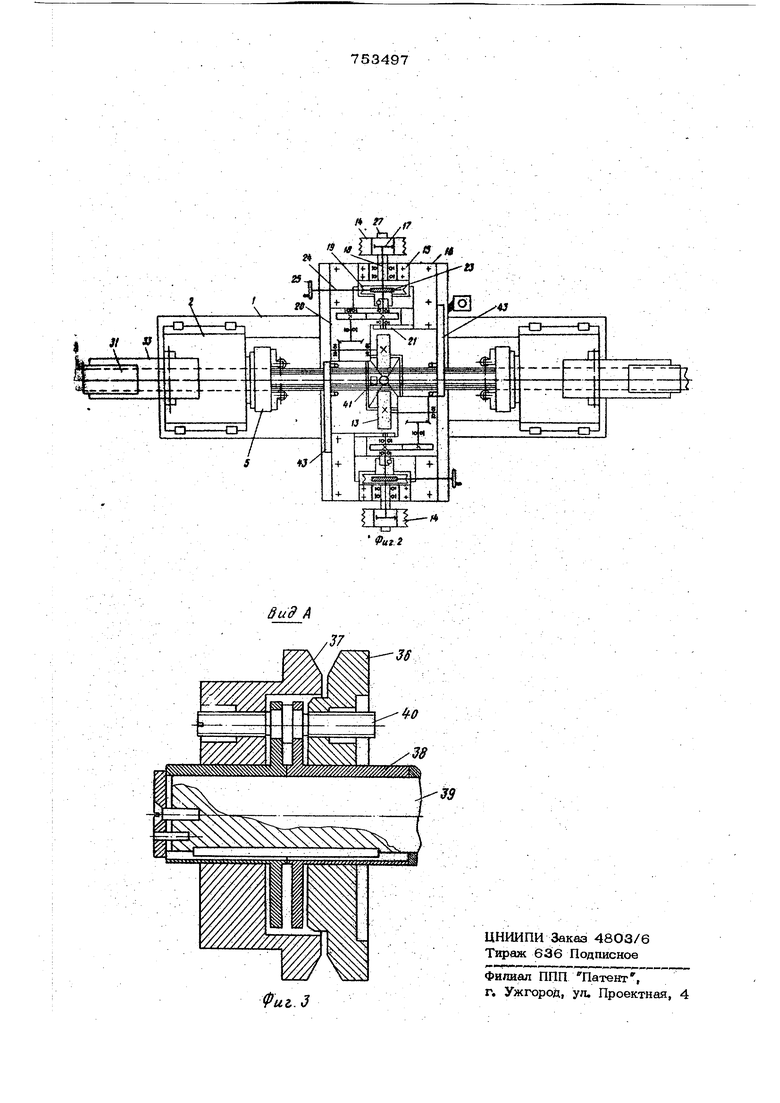
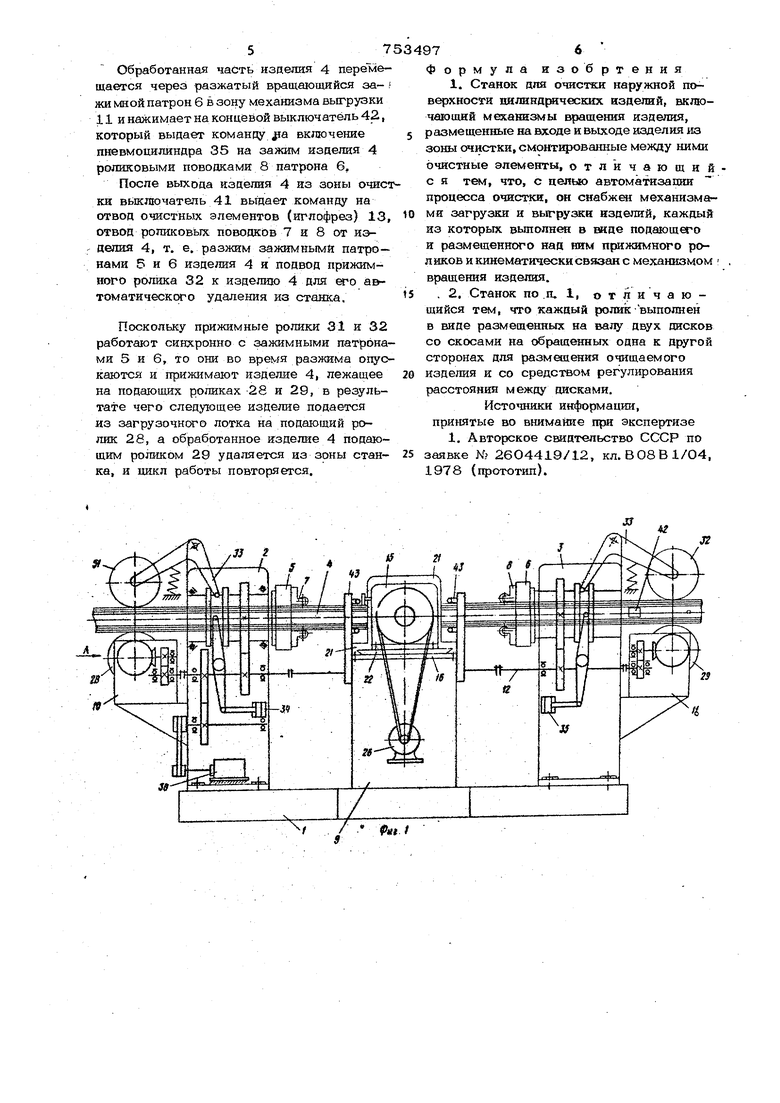
Изобретение относится к машиностроению и может быть использовано цпя очистки наружной поверхности цилиндрических изделий. Известен станок для счистки наружной поверхности цилиндрических изделий, вклю чающий механизмы вращения изделия, размещенные на входе и выходе нзделия из зоны очистки, смонтированные между ними очистные элементы l}. Известный не обеспечивает автоматизации процесса очистки, поскольку не имеет механизмов загруаки и выгрузки изделий. Целью изобретения является автси атизацяя процесса очистки. Для достижения этой цели предлагаемы станок снабжен механизмами загругжн и вырузки изделий, каждый из которых вы полнен в дадё поцающет-о я размещ зкмО над ним приноасмного роликов и кинематически связан с механизмом врашеннз иэделнй При этом каждый ролик вьшрлнек в виде дисков со скосами на обращенных одна к другой сторонах для размещения очищасз ого изделия и со средством регулирования расстояния между дисками. На фиг. 1 изображен общий вид описываемого станка; на фиг. 2 - то же, вид сверху; на фнг. 3 - вид А фиг. 1. Станок для очнстки наружной поверхности цилиндрических изделий содержит станину 1, на которой закреплены механизмы враще а1я 2 и 3 изделий 4 с зажимными патронами 5 и 6 , имеющими роликовые поводки 7 и 8, и очистные механизмы 9. К корпусу механизма вращения 2 крепится механизм загрузки 10, а к корпусу механизма вращения 3 - механизм выгрузки 11. Механизмы вращения 2 и 3, загрузки 10 и выг|:ужи 11 связаны между собой общим, валом 12.е Очистные меха1шзмы 9 закреплены на станине 1 под углом 9О° относительно механизмов вращения 2 и 3 и имеют очист ные элементы (иглофрезы) 13, снабжеяюые силовыми пневмопилиндрами 14, устано&ленными в подшипниковых опорах стойки 15, жестко закрепленной на плите 16. Силовой пневмоцилинй(р 14 содержит поршень 17, имеющий возможность воэвратно-поступательного перемещения, што 18 которого является одновременно к валом, передающим вращение очястным элементам (иглофрезам) 13. На штоке (валу) 18 свободно установлен червячный сектор 19, который при помощи шпонок соединен с корпусом 20 очистных механизмов 9, имеющих возмож ность перемещения относительно червячиого сектора 19. Корпус 20 очистных механизмов 9 за креплен на стойке 21, установленной с возможностью возвратно-поступательного перемещения по направл5пощим 22 плиты 16..: Червячный сектор 19 связан с червяком 23, расположенным на валу 24 управления очистными элементами (ш лофрезами) 13, закрепленном в подшипковы опорах стойки 15. На выходной торец вала 24 насажена рукоятка 25. На стойке 21 выполнены пазы, в которых размещены болты,- зшсрепляющие . корпус 20 на стойке. Силовой пневмоцилиндр 14 приводится во вращение посредством клиноременной передачи от электродвигателя 26, но поскольку корпус пневмоцилиндра выполнен в виде шкива клиноременной передачи, поршень которого установлен с возможностью возвратно-поступательного перемещения, то он, кроме вращения очистных элементов (иглофрез) 13, обеспечивает подвод их к Очищаемому изделию 4, а . также их отвод.. На силовом пневмоцилиндре 14 закреп лена пневмомуфта 27. Механизмы загрузки 16 и выгрузки 1 имеют аналогичную койструкдию и выполнены в виде )щих роликов 28 и 29, кииематичес1 и связанных посредством ше теренчатых передач с механизмами враще ния 2 и 3 и лшучающих вращение от эле тродвигателя 30, а также прижимньпч. под пружиненных роликов 31 и 32, кинемати чески связанных с механизмами вращения 2 и 3 йосредством рычажной системы 33 и получающих движение от пневмоцилиндров 34 и 35. Подающие ролкки 28 и 29 выполнены в виде дисков 36, имеющих с в1Чтрет ней стороны скосы 37. 7 74 Диски 3 6 подвижно установлены на тугаще 38, неподвижно закрепленной на алу 39, и соединены между собой средтвом 40 регулирования рассояния между ими. Посредством указанной конструкции подающих роликов обеспечивается расшиение диапазона диаметров очищаемых изелий. . -На станке установлены концевые ВЬЖЛЕОатели 41 и 42. Выключатель 41 расположен в зоне очистки под очистными элементами 13, а выключатель 42 - в зоне метанизма выгрузки 11. Станок работает следующим образом. Из загрузочного лотка (не показан) на подающий ролик 28 подается очищаемое изделие 4, которое прижимается прижимным роликом 31. При нажатии кнопки Пуск {не показа но) включаются электроприводы 26 и 30, в результате чего зажимные патроны 5 и 6, а также очистные элементы (иглофрезы) 13 получают вращение посредством клиноременной и щестеренчатьгх передач. Одновременно вращение получают и подающие ролики 28 и 29,. при этом изделие 4, лежащее на подающем ролике 28 и прижатое роликом 31, подается в зону очистки и нажимает наконцевой выключатель 41, включающий пневмоци-г линдр 34. При перемещении штока пнет.1оцалиндра 34 влево под действием рычажной системы 33 прижимной ролик 31 отводится от изделия 4, а роликовые поводки 7 зажимного патрона 5 подводятся к изделшо 4 и зажимают его, но поскольку зажимной патрон 5 вращается, то и изделие 4 будет вращаться вместе с ним. Одновременно концевой выключатель 41 дает команду через пневмомуфгу 27 силовому пневмоцилиндру 14. Порщень 17 пкевмоюякндра 14 перемещает стойку 21 с корпусом 20 по направляющим 22 плиты 16 (подвод очистных элементов К очищаемому изделшо). После подвода очистных элементов (иглофрез) 13 начинается процесс обработки изделия 4с постоянным поджимом. Продольное перемещение изделия 4 в процессе обработки обеспечивается путем установки оси очистных элемш1тов (игло фрез) 13 под углом к оси изделия со скоростью до 12 м/мин. Для предотвращения прогиба изделия 4 во время обработки в станке имеются поддерживающие ролики 43. Обработанная часть изделия 4 перемещается через разжатый вращающийся зажи мной патрон 6 в зону механизма выгрузки 11 и нажимает на концевой выключатель 42, который выдает команду la включение пневмоцилиндра 35 на зажим изделия 4 роликовыми поводками 8 патрона 6. После выхода изделия 4 из зоны очист ки выключатель 41 вьщает команду на отвод очистных элементов (иглофрез) 13, отвод ропиковьгх. повошсов 7 и 8 от иэ; делия 4, т. е. разжим зажимными патронами 5 и 6 изделия 4 и подвод прижимного ролика 32 к изделию 4 для его автоматического удаления из станка. Поскольку прижимные ролики 31 и 32 работают синхронно с зажимными патронами 5 и 6, то они во время разжима опуокаются и прижимают изделие 4, лежащее на подающих роликах 28 и 29, в результате чего следующее изделие подается из загрузочного лотка на подающий ролик 28, а обработанное изделие 4 подающим роликом 29 удаляется из зоны станка, и цикл работы повторяется. Формула иаобртения 1. Станок для очистки наружной поверхносуи цилиндрических изделий, включающий механизмы вращения изделия, размещенные на входе и выходе изделия из зоны очистки, смонтированные между ними очистные элементы, отличающий с я тем, что, с целью автоматизации процесса очистки, он снабжен механизма.- . „..v.. ми загрузки и вьгрузки изделий, каждый 3 которых выполнен в ысде подающего и размещенного над ним прижимного рол шсов и кинематически связан с механизмом вращения изделия. . 2. Станшс по .п. 1, о т л и ч а ю щийся тем, что каждый ролик выполнен в виде размещенных на валу двух дисков со скосами на обращенных одна к другой сторонах для размещения очищаемого , „ , ,,,1 изделия и со средсгеом регулирования расстояния между дисками. Источники информации, принятые во внимание при экспертизе 1. Авторское сшдтельство СССР по ,„.„,„„ , аявке К 2604419/12, кл. В08 В 1/04, 978 (гфототип).
