Изобретение относится к обработке металлов давлением и может быть испо льзовано в прокатном производстве для обеспечения синхронизации рабочих валков стана продольной периодической прокатки. Известна рабочая клеть стана продольной периодической прсжатки, в ко торой с целью правильной установки рабочих валков и получения точного соответствия конфигураций готового изделия со стороны верхнего и нижнего профилей валков обе шестерни заключены в общую ванну, которая может поворачиваться на небольшой угол вокруг горизонтальной оси, проходящей через центр нижней шестерни, и поворачивать таким образом через соединительный, шпиндель или муфту верхний валок на необходимый угол при настройке валков перед прокаткой 3. Недостатком известной клети является нарушение синхронизации из-за наличия зазора в соединительных муфтах и шпинделях, а также из-за скручивания шпинделей в процессе прокатки, Указаннь1й недостаток снижает точ ность периодических профилей из-за рассогласования периодов со стсроны верхнего и нижнего профилей валков. Известна также рабочая клеть стана продольной периодической прокатки, содержащая станину, два рабочих валка с параллельными осями, |установленные на шейках рабочих валков зубчатые колеса, и устройство .пя синхронизации, размещенное в станине, кинематически связанное с зубчатыми колесами И , Недостатком рабочей клети стана является рассогласование совмещения ручьев периодического калибра в процессе прокатки при изменении расстояния между валками, вызываемого постоянно меняющимися технологическими параметрами прсасатки (момента, давления, температуры и др,) а тгисже износом калибрсв . Целью изобретения является повышение качества изделий путем повышения точности синхронизации периодов прокатки при изменении расстояния между валками. Для достижения цели устройство для синхронизации выполнено в виде установленной с возможностью перемещения перпендикулярно осевой плоскоети .рабочих валков, обойма и двух блоков, соответственно состоящих из двух соосных шестерен разного диаметра каждый, с осями, расположенными в I плоскости, параллельной осевой плоскости рабочих ваггкрв. При этом один из блоков установлен с возможностью перемещения параллельно реям рабочих валков, другой блок зафиксирован от смещения в осевом направлении, тестерни большего диаметра каждого блока
выполнены с косыми зубьями и связаны взаимным зацеплением, а шестерни Меньшего диаметра каждого блока связаны зацеплением с зубчатыми колесами валков,
Механизм для перемещения блока параллельно осям рабочих валков выпол нен в виде установленного в обойме ходового винта и поводковой гайки.
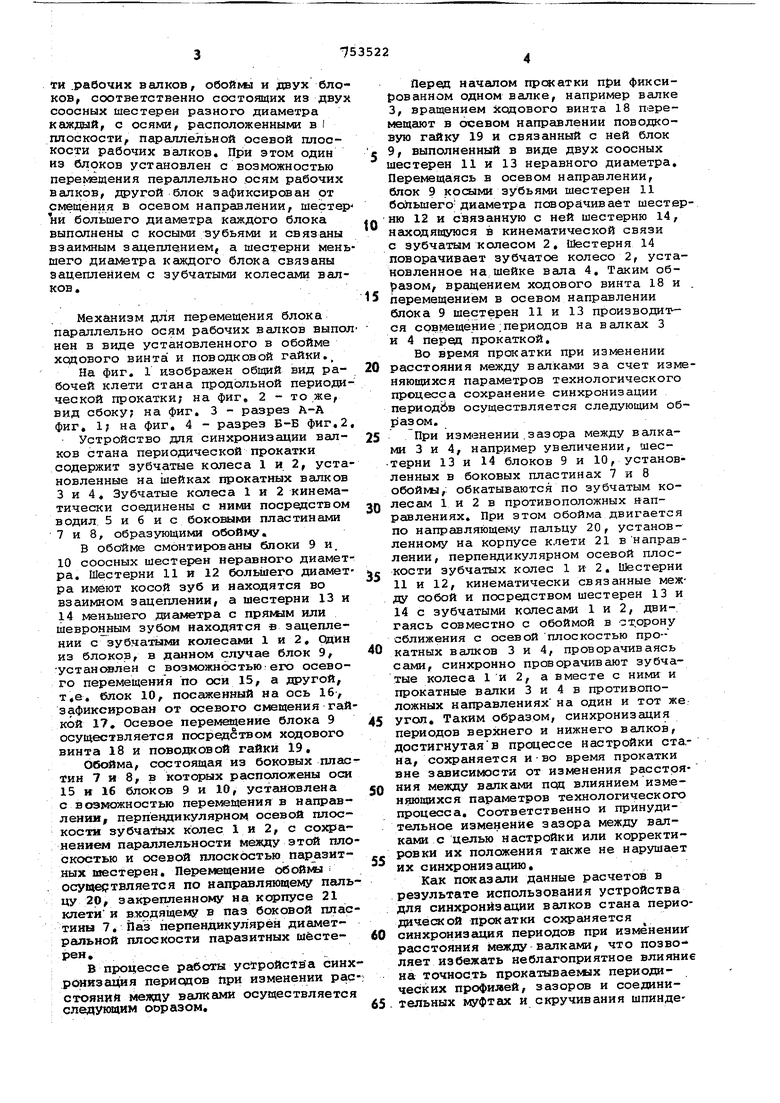
На фиг, 1 изображен общий вид рабочей клети стана продольной периодической прокатки; на фиг, 2 - то же, вид сбоку; на фиг, 3 - разрез А-А фиг, 1; на фиг, 4 - разрез Б-В фиг,2,
Устройство для синхронизации валков стана периодической прокатки содержит зубчатые колеса 1 и 2, установленные на шейках прокатных валков 3 и 4, Зубчатые колеса 1 и 2 кинематически соединены с ними посредством водил 5 и б и с бококлми пластинами 7 и 8, образующими обойму,
В обойме смонтированы блоки 9 и. 10 соосных шестерен неравного диаметра. Шестерни 11 и 12 боль1аего диаметра имеют косой зуб и находятся во взаимном зацеплении, а шестерни 13 и
14меньшего да1аметра с прякым или шеврон ным зубом находятся в зацеплении с зубчатыми колесами 1 и 2, Один
из блоков, в данном случае блок 9,
установлен с возможностью его осевого перемещения по оси 15, а другой, Т4е, блок 10, посаженный на ось 16, зафиксирован от осевого смещения гайкой 17, Осевое перемещение блока 9 осуществляется посредитвом ходового винта 18 и поводковой гайки 19,
Обойма, состоящая из боковых пластин 7 и 8, в которых расположены оси
15и 16 блоков 9 и 10, установлена с возможностью перемещения в направлении, перпендикулярном осевой плоскости зубчатых колес 1 и 2, с сохранением параллельности между этой плоскостью и осевой плоскостью паразитных шестерен. Перемещение ( осуществляется по направляющему пальцу 20, закрепленному на корпусе 21 клети и входящему в паз боковой пластины 7, Паз перпендикулярен диаметральной плоскости паразитных шестерен,
В процессе работы ус ройства синхронизация периодов при изменении расСТОЯНИЙ мелсау валками осуществляется следующим OOPазом,
Перед началом прскатки при фиксированном одном валке, например валке 3, вращением ходового винта 18 перемещают в осевом направлении поводковую гайку 19 и связанный с ней блок 9, выполненный в виде двух соосных шестерен 11 и 13 неравного диаметра, Перемещаясь в осевом направлении, блок 9 косыми зубьями шестерен 11 бешьшего; диаметра поворачивает шестеню 12 и связанную с ней шестерню 14, находящуюся в кинематической связи с зубчатым колесом 2, Шестерня 14 поворачивает зубчатое колесо 2, установленное на шейке вала 4, Таким образом, вращением ходового винта 18 и перемещением в осевом направлении блока 9 шестерен 11 и 13 производится совмещение;периодов на валках 3 и 4 перед прокаткой.
Во время прокатки при изменении расстояния между валками за счет измняющихся параметров технологического процесса сохранение синхронизации периодбв осуществляется следующим образом.
При изменении .зазора между валками 3 и 4, например увеличении, шес-терни 13 и 14 блоков 9 и 10, установленных в боковых пластинах 7 и 8 обойма, обкатываются по зубчатым колесам 1 и 2 в противоположных направлениях. При этом обойма двигается по направляющему пальцу 20, установленному на корпусе клети 21 внаправлении, перпендикулярном осевой плоскости зубчатых колес 1 и 2, Шестерни 11 и 12, кинематически связанные между собой и посредством шестерен 13 и 14 с зубчатыми колесами 1 и 2, дви-. гаясь совместно с обоймой в ст.орону сближения с осевой плоскостью прокатных валков 3 и 4, проворачиваясь сами, синхронно проворачивают зубчатые колеса 1 и 2, а вместе с ними и прокатные валки 3 и 4 в противоположных направлениях на один и тот же угол. Таким образом, синхронизация периодов верхнего и нижнего валков, достигнутаяв процессе настройки стана, сохраняется и-во время прокатки вне зависимости от изменения расстряния между валками пся влиянием изменяющихся параметров технологического процесса. Соответственно и принудительное изменение зазора между валками с целью настройки или корректировки их положения также не нарушает их синхронизацию.
Как показали данные расчетов в результате использования устройства для синхронизации валков стана периодичесжой прсжатки сохраняется синхронизация периодов при изменении расстояния Между валками, что позволяет избежать неблагоприятное влияни на точность прокатываегллх периодических профилей, зазоров и соединительных муфтах и скручивания шпинделей, сузить поле допусков на размеры проката, что дает возможность уменьшить выход второго сорта, повысить вых1эд годного и обеспечить экономию металла на 1,5-2,0%, Указанное устройство особенно ра ционально применять при производстве высокоточных периодических профилей как например периодической арматуры с винтовыми выступами, которую можно соединять с помощью винтовых муфт. Использование в рабочейvклети ста на устройства для синхронизации валков не ограничивается только станами продольной периоди еской прокатки. Оно может найти применение при проектировании и другого технологического оборудования, как например, ковочных вальцов или других устройс требующих точной синхронизации вращения двух валков. Формула изобретения 1. Рабочая клеть стана периодической прокатки, содержащая станину, два рабочих валка с параллельными осями, установленные на ше ках рабочих валков зубчатые колеса устройство для синхронизации, pa3Ne щенное в станине, кинематически свя занное с з.убчатыми колесами, отл чающаяся , что, с целью повышения качества изделий путем по вышения точности синхронизации периодов прсжатки при изменении расстояния между валками, устройство, для синхро низации выполнено в виде установлена ной с возможностью перемещения перпендикулярно осевой плоскости рабочих валков, и двух блоков, соответственно состоящих из двух соосннх шестерен разного диаметра каждый, с осями, расположенными в плоскости, параллельной осевой плоскости рабочие валков, при зтом один из блоков установлен с возможностью перемещения параллельно осям рабочих валков, другой блок зафиксирован от смещения а осевом направлении, шестерни большего диаметра каждого блока выполнены с косыми зубьями и связаны взаимным зацеплением, а шестерни меньшего диаметра каждого блока связаны зацеплением с зубчатыми колесами валков. 2, Клеть по п. 1, отличаю-, щ а я с я тем, что механизм для перемещения блока параллельно осям рабочих вапков выполнен в виде усташовленного в обойме ходового винта и поводковой гайки. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 147991, кл. В 21 В 35/12, I960. 2.Смирнов В. С, Предельная периодическая прокатка. М., Машгиз, 1961, с. 87, фиг. 60 (прототип).

| название | год | авторы | номер документа |
|---|---|---|---|
| Прокатная клеть | 1987 |
|
SU1507466A1 |
| Прокатный стан | 1989 |
|
SU1724400A1 |
| СТАН ПРОДОЛЬНОЙ ПРОКАТКИ ПРОФИЛЕЙ ПЕРИОДИЧЕСКОГО СЕЧЕНИЯ | 1991 |
|
RU2009742C1 |
| Шестеренная клеть главного привода прокатного стана | 1991 |
|
SU1776211A3 |
| РЕВЕРСИВНЫЙ ПРОКАТНЫЙ СТАН | 1996 |
|
RU2112614C1 |
| Рабочая клеть прокатного стана | 1989 |
|
SU1623807A1 |
| Клеть для продольной прокатки профилей переменного сечения | 1979 |
|
SU933166A1 |
| Прокатный,преимущественно прокатно-ковочный или роликовый,стан | 1987 |
|
SU1437117A1 |
| Клеть прокатного стана | 1987 |
|
SU1509145A1 |
| Прокатный стан | 1988 |
|
SU1519803A1 |

