Для уравновешивания свободноподвижных частей станков, .например, вертикальных сверлильных головок, вместо тяжелых и неудобных грузов .часто иснользуются пружины. Однако их применение ограничива,ется тем, что в крупных станках пружины должны иметь очень большие размеры. Кроме тогО, вследствие большой осадки такие пружины недолговечны. Для устранения этих недостатков предлагается приспособление, е .котором пружина, рассчитанная .на уравноВ,ешизание подвижных частей, при перемещении последних также перемещается в том же направлении.
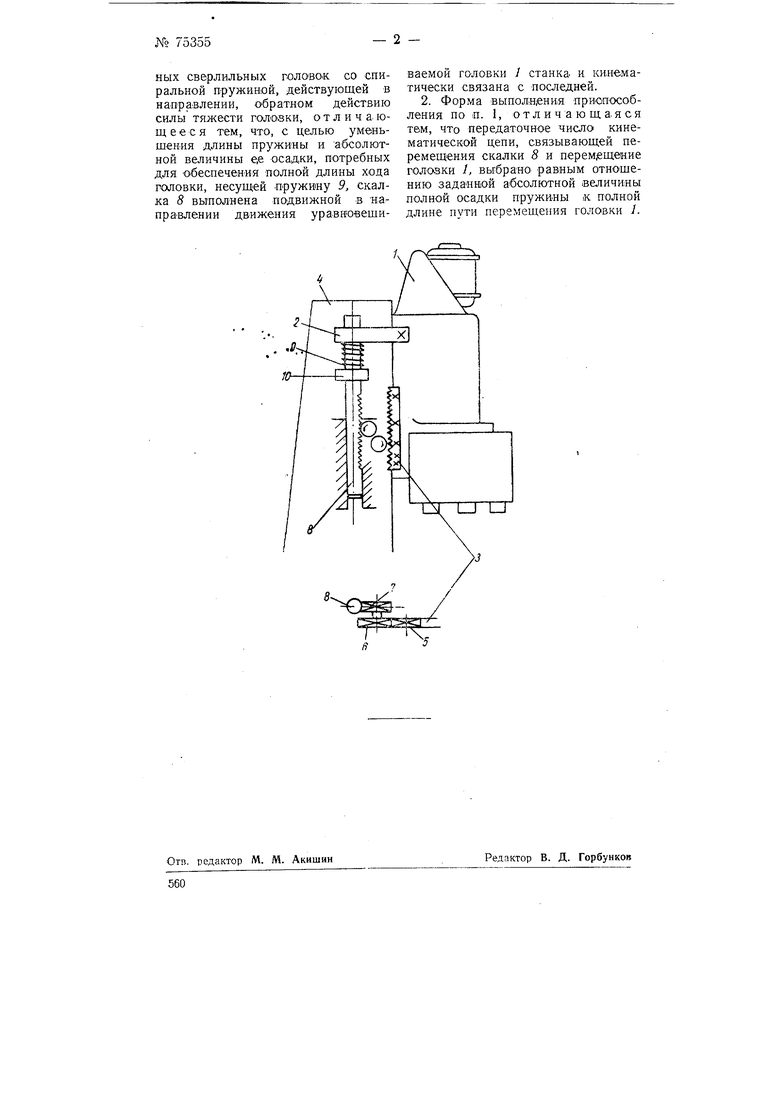
Кинематическая предлагаемого приспособления показана на чертеже.
На 1головке 7 жестко укреплены кронштейн 2 и рейка 3. На стойке 4 неподвижно смонтированы оси шестерен 5, 6 Td 7 ,и подвижно смонтирована скалка 8, несущая пружину 9 и регулировочную гайку 10.
Нри перемещении голов.ки / вниз рейка 3 через шестерни 5, 6 и 7 перемещает скал.ку 8 также вн.из. Шестерня 6 имеет на один зубец больще, чем щестерня 7. Поэтому головка / движется немного быстрее, чем скалка 8, и пружина 9 несколько сжимается.
Нри подъеме головки / вверх скалка 8 поднимается, но с немного меньшей скоростью, чем головка, и пружина 9 разжи.мается.
Таким образом, пружина 9 имеет очень малую осадку. Например, если на шестерне 6 имеется 40 зубцов, на шестерне 7 - 39, а ход головки составляет 400 мм, то осадка пружины составляет всего
(39 1-- 10 -кл/, т. е. передаточ40 /
ное число кинематической цепи, связывающей перемещение скалки 5 и перем,ещение головки 1, выбрано равным отнощению заданной абсолютной величины полной осадки пружины к ПОлной длине пути перемещения головки /.
Из рассмотренного примера видно, что при осуществлении уравновешивания по описанному способу на станок можно устанавливать очень жестки,е пружины небольших габаритов и с малой осадкой.
Нредмет изобретения 1. Нриспособление для уравновешивания свободно подвижных частей станков, наприм,ер, вертикаль5.-9
ных сверлильных головок со спиральной пружиной, действующей в направлении, обратном действию силы тяжести головки, о т л и ч а ющееся тем, что, с целью уменьшения длины пружины и абсолютной величины е,е осадки, потребных для обеспечения полной длины хода галовки, несущей пружину 9, скалка 8 выполнена подвижной в направлении движения уравноэещи,0ваемой головки У станка и кинематически связана с последней.
2. Форма Выполн1ения приоп особления по п. 1, отличающаяся тем, что передаточное число кинематической цепи, связывающей перемещения скалки 8 и перем{ещение головки 1, выбрано рав«ым отнощению заданн1ой абсолютной величины полной осадки пружины к полной длине пути перемещения головки 1.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ нарезания конических зубчатых колес | 1960 |
|
SU138135A1 |
| Сверлильно-резьбонарезной полуавтомат | 1983 |
|
SU1098700A1 |
| Настольно-сверлильный станок | 1989 |
|
SU1704950A1 |
| Способ обработки отверстий и многошпиндельная головка для его осуществления | 1986 |
|
SU1404194A1 |
| Устройство для перемещения и уравновешивания вертикально перемещающихся рабочих органов металлорежущих станков | 1983 |
|
SU1098683A2 |
| Приспособление для автоматического выключения счетчика длины наработанной ленты кардной машины | 1939 |
|
SU58755A1 |
| Многопозиционный станок для обработки деталей стержневым инструментом | 1980 |
|
SU956238A1 |
| СТАНОК ДЛЯ СВЕРЛЕНИЯ ОТВЕРСТИЙ В ОБУВНОЙ КОЛОДКЕ И ЗАПРЕССОВКИ В НИХ ВТУЛОК | 1966 |
|
SU178473A1 |
| Устройство для обработки стеклоизделий | 1979 |
|
SU887133A1 |
| Станок для рассверливания отверстий в фарфоровых чайниках | 1928 |
|
SU13585A1 |