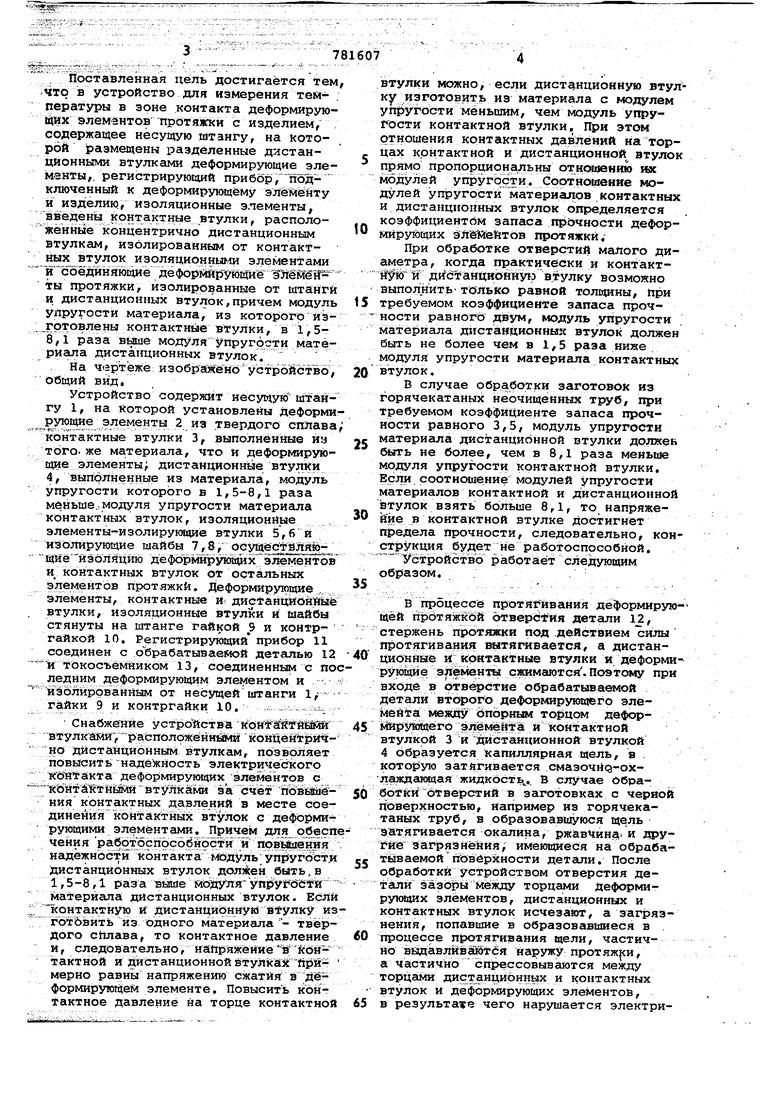
. Прставленная цель достигается тем, то в устройство для измерения температуры в зоне контакта деформирующих элементов протяжки с изделием; содержащее несущую штангу, на которой размещенн разделенные дистанционными втулками деформирующие элементы,, регистрирующий прибор,под- ключенный к деформирующему элёйёйту и изделию, изоляционные элементы, введены контактные втулки, располоЯсённые концентрично дистанционным втулкам, изолированным от контактных втулок изоляционныни элементами иЪбеданяющиё деФорШЩШадё ты протяжки, изолированные от штанги и дистанционных втулок,причем модуль упругости материала, из которого и3гртовлены контактные втулКи, в 1,56,1 раза вьшде модуля упругости материала дистатщионных втулок. . На чертеже изображёйоустройство; общий вид,
Устройство содержит несущую штангу 1, на которой установлены деформирующие элементы 2 из твердого сплава, контактные втулки 3, выполненные из того, же материала, что и деформир щие элементы; дистанционное втулки 4, выполненные из материала, модуль упругости которого в 1,5-8,1 раза меньше ..модуля упругости материала контактных втулок, изоляционные элементы-изолирукячиё втулки 5,6 и изолирующие шайбы 7,8, осуй1ёс йля Ю;; щйё йЭОЛяцйю деформйруювд1х i jieiSfeHTOB и контактных втулок от остальных элементов протяжки. Деформирующие элементы, контактные тл дис айцЙОййШ втулки, изоляционные втулки и шайбы стянуты на штанге гайкой 9 и контргайкой 10. Регистрирующий прибор 11 соединен с оЪрабатывае Иой деталью 12 токосъёмником 13, соединенным с последним деформирующим элементом и йзблйррвайным от несущей штанги 1, 9 и контргайки 10.
Снабжет ие устройст1ва коитййФ йЫйи
втулкашг; расположённ118ии концен рично дйстайЦиЬнным втулкам, позволяет повысить надё ность электрического KoHraiKTa деформирующих элементов с КйнтшанЁгШвтуякймй за -Счёт пойшй нияконтактных давлений в месте соединения койтйктных втулок с деформирующими элементами. Причем для обеспечейия работоспособности и повиления надежйост контакта /юдyль упругости дистанционных втулок быть, в 1,5 -8,1 раз а выИе моЙУЛя ynjsy г set и материала дистанционных втулок. Если контактную и дистайцйЬннуй из готбвитЬ из одного материала - твёрдого сПлава, то контактное давление и, следовательно, йапряжейиев йойтактной и Дййтанциойной втулках йрймерно равны напряжению сжатия в дёформируюЩей элементе. Повысить койтактное давление йа торце контактной
втулки можно, если дистанционную втулку изготовить из материала с модулем yn jyrbcTH меньшим, чем модуль упругости контактной втулки. При этом отношения контактных давлений на торцах контактной и дистанционной втулок прямо пропорциональны отнощению их модулей упругос ти. Соотношение модулей упругости материалов контактных и дистанционных втулок определяется коэффициентом запаса прочности деформйруйщих Sfte isfeTbB протяжки.
При обработке отверстий малого диа.метра, когда практнче ски и контактt§iff 1г дйстанциейну В.ТУЛКУ возможно ВЫПОЛНИТЬтолько равной толщины, при требуемом коэффициенте запаса прочности равного Д1зум, модуль упругости материала дистанционных втулоК должен быть не более чем в 1,5 раза ниже модуля упругости материала контактных втулок.
В случае обработки заготовок из горячекатаных неочищенных труб, при требуемом коэффициенте запаса прочности равного 3,5, модуль упругости материала дистанционной втулки должен быть не более, чем в 8,1 раза меньше модуля упругости контактной втулки. Если соотношение модулей упругости материалов контактной и дистанционной втулок взять больше 8,1, то напряжейие в контактной втулке достигнет предела прочности, следовательно, конструкция будет Не работОспрсобНой. Устрой:ство работает следующим образом.,
В процессе пр отйгйванйя деформирующей п Ьтяжк6й отверЬФйя детали 12, стержень протяжки под .действием силы протягивания вытягивается, а дистанционные иг контактные втулки я дёформирующие элекюнты сжимаются . Поэтому при входе в обрабатываемой детали второго деформируюадаго элемента между опорным торце деформирующего элемента и контактной втулкой 3 и дистанционной втулкой 4 образуется капиллярная щель, в котоЕ ую затягивается смазочй(з-охлаждакяцая жидкость. В случае ОбрабибтКи отверстий в заготовках с червой поверхностью, например из горячекатаных труб, в образовавшуюся щель затягивается окалина, ржавЧиН)| и другие загрязнения, имеющиеся на обрабатываемой Швёрхности детали. После обработки устройством отверстия детали эазЬг ы Между торцами деформирующих элементов, дистанционных и контактных втулок исчезают, а загрязнения, попавшие в образовавшиеся в процессе протягивания щели, частичйо вшaвлйJвдаг6я наружу протяж| и, а частично сп рессовываются между торцаМи дистанционных и контактных втулок и деформирующих элементов, в результате чего нарушается электрический контакт между некоторыми деформирующими элементами и контактны ми втулками, В процессе протягивания детали, образовавшаяся плёнка разрушается за счет того, что наличие контактной втулки, расположенной кон центрично дистанционной втулке, модуль упругости которой в несколько раз ниже модуля упругости деформирую щего элемента, позволяет достичь контактного давлеййя, в зоне контакта деформирующего элемента с контактной втулкой всего в 1,3 раза ниже предела прочности твердого сплава на сжатие. Это обеспечивает разрушение любой изолирующей пленки, обрязовавающейся между деформирующим элементом и дистанционной втулкой и обеспе чивает надежный контакт. Надежность работы и точность измерения тейпература повышается из-за постоянной вел чины ёлектрического сопротивления в зоне контакта деформирующих элементо с контактными втулками и исключения разрыва электрической цепи, При входе в от8е{ С1гие рбрабатываё мой Детали второго деформирующего элемента протяжки и выходе первого элемента pefKCtpitsiywiaytA прибор регистрирует ФемпераФуру а зоне контакта второго дефо миру1(Я 1еГо элемента с обрабатьгааемой поверхностью ит,д, Введение в устройство контактных втулок повышает точность измерения температуры, что в конечном счете повышает качество обработки отверсти и производительность труда. Формула-изобретения Устройство для измерения температуры в зоне контакта деформирующих элементов протяжки с изделием, Ьодержащее несущую штангу, на которой размещены разделённые дистанционными :втулками деформирукицие элементы,регистрирующий прибор,подключенный к деформирующеко элементу к изделию,изоляционные элементы, О т л и ча: ю ixi ве с я тем,что,с целью повшйения точности измерения температуры каждого дефОЕФШрующего элемента,в него введены контактные втулки,расположенные -концентрично дистанционным йтулкам, изолированным от контактных втулок изоляционными элег нтами,и соединяющие деформирукнаие элементы протяжки, изолированные от шТанги и дистанционных втулок,причем модуль упругости Материала,из которого йэготоавлены контактные втулки, в 1,5-8,1 раза выше модуля упругости материала дистайционных втулок. Источники информации, принятые во внимание при экспертизе 1,Авторское свидетельстйо СССР 1 302623, кл. G 01 К 7/06, 12,10,69. 2,Авторское свидетельство СССР 335551, кл. G 01 К 7/02, 27.07.70, 3,Пронкин Н.Ф. Протягивание протяжкой из твердых сплавов, МашиноМ,, 1966, с, 19, рис. 8 строение , (прототип),

| название | год | авторы | номер документа |
|---|---|---|---|
| Деформирующий элемент протяжки | 1989 |
|
SU1609623A1 |
| Сборная деформирующая протяжка | 1979 |
|
SU772758A1 |
| Сборная прошивка | 1979 |
|
SU874282A1 |
| Способ деформирующего протягивания длинных тонкостенных деталей | 1988 |
|
SU1611713A1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИКОМЕХАНИЧЕСКОЙ ОБРАБОТКИ | 2000 |
|
RU2191664C2 |
| Прошивка для обработки с наложением продольных ультразвуковых колебаний | 1980 |
|
SU908554A1 |
| Способ обработки отверстий | 1989 |
|
SU1752527A1 |
| Способ деформирующего протягивания | 1989 |
|
SU1785848A1 |
| Прошивка для обработки отверстийС НАлОжЕНиЕМ ульТРАзВуКОВыХКОлЕбАНий | 1979 |
|
SU831435A1 |
| Способ обработки отверстий деталей пластическим деформированием | 1986 |
|
SU1425061A1 |

