I
Изобретение относится к машиностроению , и приборостроению и предназначено для окончательной обработки наружных щингадри шских поверхностей.
Известны устройства для наружного хонингования, содержаище корпус с двумя диаметрально расположенными каретками, установленными с возможностью их синхронной подачи навстречу друг другу и реверса подачи и несущие держатели центральных и боковых брусков 1.
Недостаток известной конструкции - неравномерный износ боковых брусков, что снижает производительность обработки.
Цель изобретения - повышение производительности за счет обеспечения равномерного износа боковых брусков.
Цель достигается тем, что каретки данного устройства снабжены раздвижными планками, а держатели боковых брусков - штифтами, взаимодейсгеуюш 1мм одновременно с пазами, выполненными в каретках и планках, при этом в планках пазы расположены радиально, а в каретках - под углом, меньшим прямого
на полов1шу угла между радиальным пазом и направлением подачи кареток.
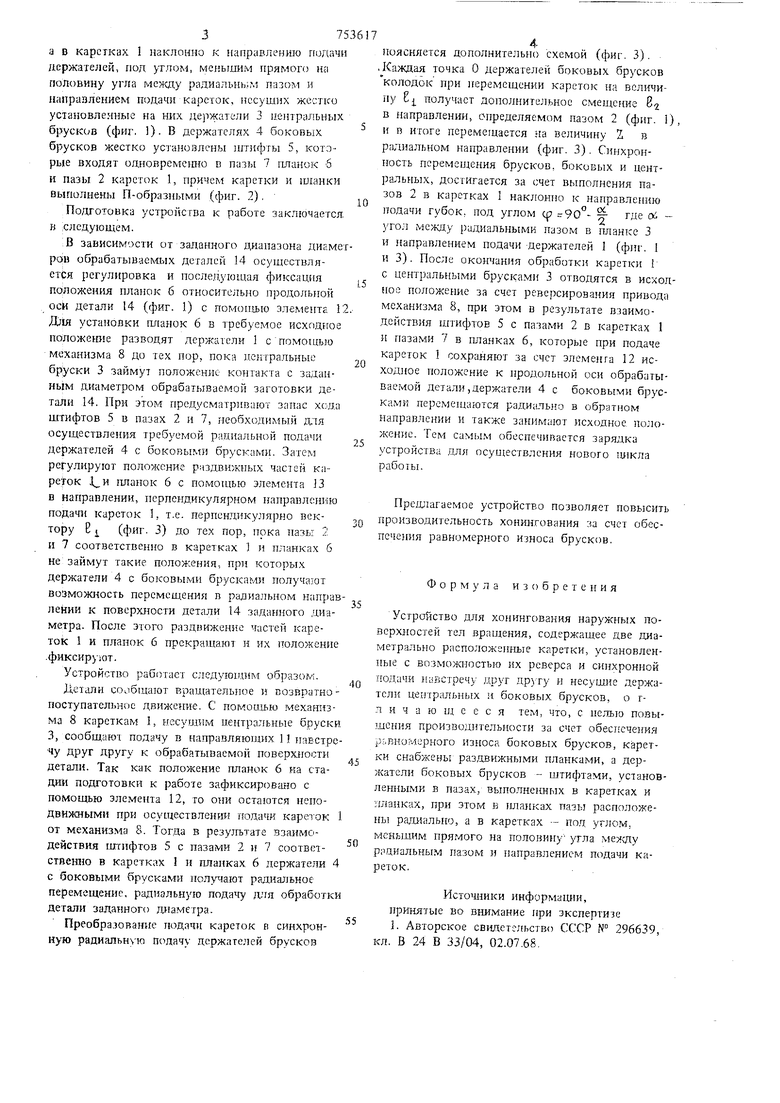
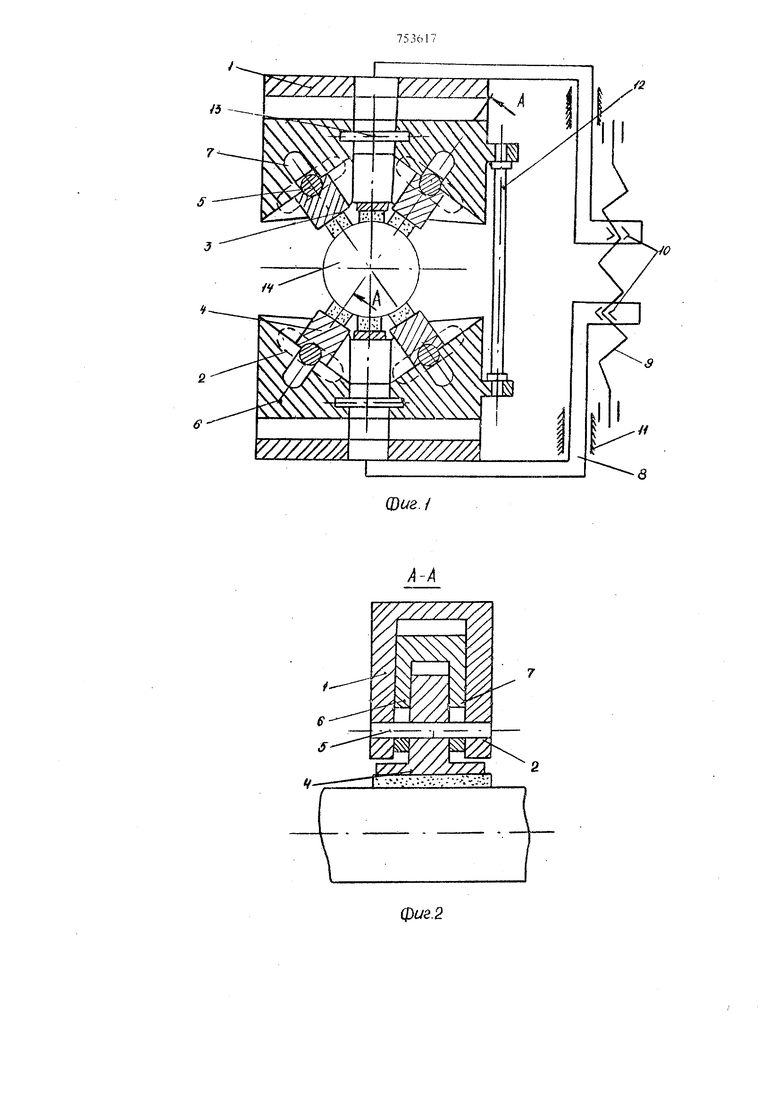
На фиг. 1 дано устройство, продольный разрез; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - схема радиального перемещения колодок с брусками.
Устройство содержит диаметрально расположенные каретки 1 с пазами 2, держатели 3 центральных и держатели 4 боковых брусков, штифты 5, планки 6 с пазами 7, механизм 8,
to например в виде ходового винта 9 с гайками 10, снабженными разноименными резьбами для осуществления синхронной подачи кареток 1 в направляющих П. Планки 6 к каретки 1 выполнены раздвижными, регулируемыми по
15 диаметру обрабатываемой поверхности с помощью элементов 12 и 13 (фиг. 1 и 2).
При этом элемент 12 служит для регулирования положения планок 6 вдоль направления подачи кареток 1, а элемент 13 - для р егули20рования положения каретки 1 и планок 6 в направлении, перпендикулярном направлению подачи кареток. Пазы 2 и 7 прямолинейны, причем в планках 6 они выполнены радиально. 37 а в каретках 1 наклонно к направлению гюдачи держателей, под углом, меньшим прямого пи половину угла радиальнь м пазом и напразлением подачн кареток, иссуших жестко установленные на них де)1жатели 3 центральных брусков (фиг, 1). В держателях 4 боковых брусков жестко устанозлены штифты 5, которме входят одновремешю в пазы 7 планок б и пазы 2 кареток 1, причем каретки и шганки выполнены П-образными (фиг. 2), Подготовка ycTpofscTBa к работе заключается в следующем. В зависимости от заданного диапазона диаме ров обрабатываекилх деталей И осуществляется регулировка и последующая фиксация положения пла)гок б относительно П)одольной оси детали 14 (фиг. 1) с помогмыо злемепта 1 Для установки планок 6 в требуемое исходное положею е разводят держатели 1 с помощью механизма 8 до тех пор, пока центральные бруски 3 займут положение контакта с заданным диаметром обрабатываемой заготовки деталн 14. При этом предусматривают запас хода штифтов 5 в пазах 2 и 7, необходимый для осуществления требуемой радиальной подачи держателей 4 с боковыми брусками. Затем регулируют положение раздвижных частей кареток нланок 6 с помощью элемента 13 в направлении, нерпендикулярном нанравлению подачи кареток I. т.е. перпендикулярно вектору Е (фиг. 3) до тех пор, нрка назы 2 и 7 соответственно в каретках 1 и планках б не займут такие положения, при которых держатели 4 с боковыми брусками получают возможность перемещения в радиальном напра лении к поверхности дет.ши 14 задагпюго диаметра. После этого раздвижение частей кареток 1 и нланок б прекращают н их положени .фиксируют. Устройство работает с.чедующим образо /. Детали сообщают вращательное и возвратно поступательное движение. С помощью мехагтнз ма 8 кареткам 1, несушим центральные бруск 3, сообщают подачу в нанравляюилих 11 навстр чу друг другу к обрабатываемой новерхностн детали. Так как положение планок 6 ка стадии подготовки к работе зафиксировано с помощью элемента 12, то они остаются неподвижными при осуществлении подачи кареток от механизма 8. Тогда в результате взаимодействи.я нггнфтов 5 с пазами 2 и 7 соответстпешю в каретках н планках 6 держатели с боковыми брусками получают радиальное перемещение, радиальную подачу д-чя обработк детали заданного диаметра. Преобразование подачн кареток в синхронную радигшьную подачу держателей брусков 4 поясняется дополнительно схемой (фиг. 3). Каждая точка О держателей боковь1х брусков колодок при перемещении кареток на величину Е получает дополнительное смещение §2 в направ.ченин, определяемом пазом 2 (фиг. I), и в итоге пере.мещается на величину 2 в радиальном направлении (фиг. 3), Синхронность перемещения брусков, боковых и дентральнь Х, достигается за счет выполнения пазов 2 в каретках 1 наклон о к направлению подачи губок, под углом ф -90°- угол между радиальнь ми пазом в планке 3 н направлением подачи держателей 1 (фпг. 1 и 3). После окончания обработки каретки 1 с центральнь ми брусками 3 отводятся в исходное положение за счет реверсирования привода механизма 8, при этом в результате взаимодействия щтифтов 5 с пазами 2 в каретках 1 и пазами 7 в планках б, которые при подаче кареток 1 сохраняют за счет элемента 12 исходное положение к продольной оси обрабатываемой детали,держатели 4 с боковыми брусками перемещаются радиачьно в обратном направлении и также занимают исходное положение. Тем сам1лм обеспеч1 вается зарядка устройства для осупдествлення нового никла работы. Предлагаемое устройство позволяет повысить производительность хонингования за счет обеспечения равномерного износа брусков. Формула изобретения Устройство для хонингования наружных поверх1 остей тел вращения, содержащее две диаметрально расположенные каретки, установленные с возможностью их реверса и синхронной 1 одачи навстречу друг др)ту и несуише держатели центр;шьных и боковых брусков, о гл и ч а ю щ е е с я тем, что, с нелыо повышения производительности за счет обесг1ече ия равномерного износа боковых брусков, каретки снабжены раздаижными планками, а держатели боковых брусков - штифтами, установленными в пазах, выполненных в каретках и планках, при этом в планках пазы расположеifbi рагшально, а в каретках - под угло.м. меньшим: прямого на половину тла радиальным пазом и направлением подачи кареток. Истощшки информащш, принятые во внимание при экспертизе . Авторское свидетельство СССР № 296639, кл. В 24 В 33/04, 02.07.68.
(DuaJ
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ СБОРКИ УШКА НАРУЧНЫХ ЧАСОВ | 1971 |
|
SU305451A1 |
| Устройство для правки фасонного шлифовального круга | 1986 |
|
SU1450988A1 |
| Хонинговальная головка для предварительного и окончательного хонингования | 1985 |
|
SU1291376A1 |
| Устройство для наружного хонингования поршневых колец | 1979 |
|
SU776891A1 |
| Устройство для хонингования наружных поверхностей тел вращения | 1980 |
|
SU876393A2 |
| Станок для набора блоков рентгеновских растров | 1986 |
|
SU1463232A1 |
| Устройство активного контроля размеров при хонинговании | 1981 |
|
SU971636A1 |
| ХОНИНГОВАЛЬНАЯ ГОЛОВКА ДЛЯ ОБРАБОТКИ АЛМАЗНЫМИ БРУСКАМИ ГЛУХИХ ОТВЕРСТИЙ С ОКНАМИ И ХРОМОВЫМ ПОКРЫТИЕМ | 2001 |
|
RU2206441C2 |
| Хонинговальная головка | 1990 |
|
SU1776546A1 |
| ПНЕВМАТИЧЕСКАЯ ХОНИНГОВАЛЬНАЯ ГОЛОВКА | 2004 |
|
RU2252127C1 |
li
ч.
фб/г.2
