1
Изобретение относится к механичес кой обработке металлов и может быть использовано в машиностроении для отделочной обработки преимущественно на коленчатых валах шеек, галтелей и торцов буртиков.
Известны устройства для отделочной обработки валов, содержащие бруски для обработки шейки и подпружиненные в осевом направлении боковые бруски для обработки галтелей 1 .
Недоста.тком известного устройства является невозможность обеспечения постоянного линейного контакта с поверхностями галтелей.
Цель изобретения - равномерная обработка поверхности галтелей.
Указанная цель достигается за счет того, что рабочие поверхности боковых брусков установлены наклонно к шейкам вала и выполнены закругленными со стороны 1алтелей переменным радиусом, большим радиуса закругления гаЛтелей у одного торца бруска и меньшим у другого, при этом боковые бруски подпружинены в тангениисшьном направлении.
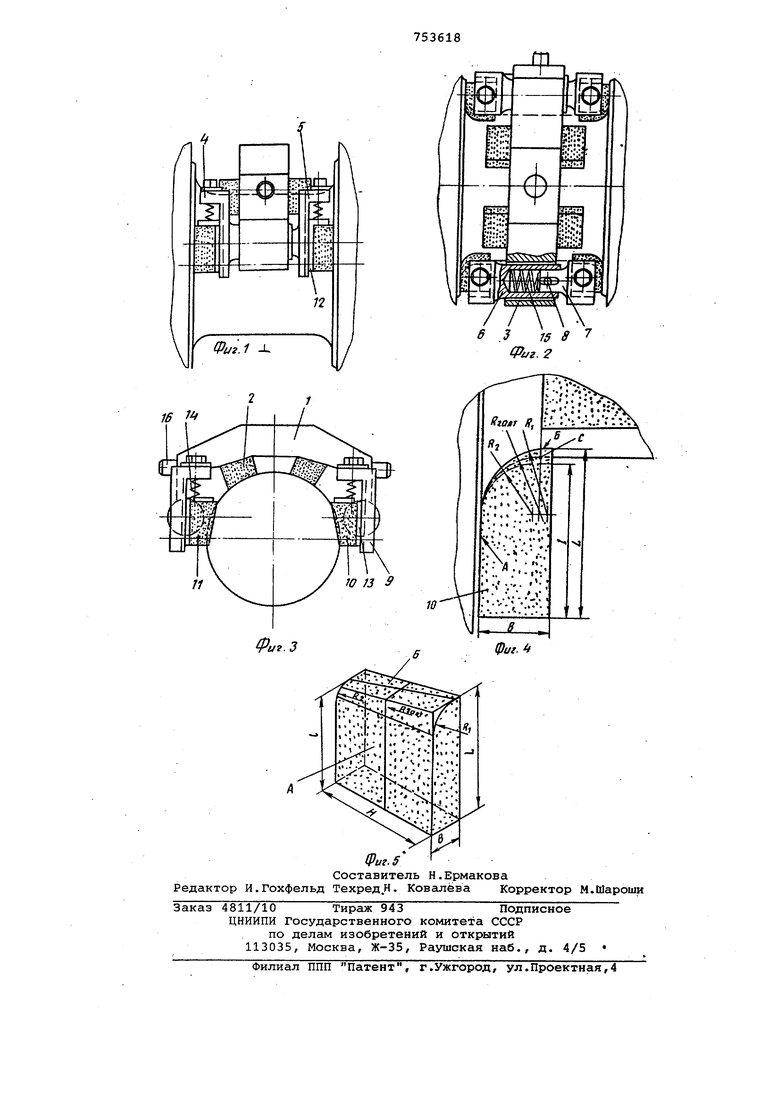
На фиг. 1 изображено предлагаемое
устройство, вид спереди; на фиг. 2 то же, вид сверху; на фиг. 3 - то же
вид сбоку/ на фиг. 4 - схема обработки шейки, галтелей и торцов буртиков, на фиг. 5 - брусок в аксонометрии. Устройство состоит из радиального
5 держателя 1, соединенного с несущим механизмом станка и подпружиненного в радиальном исправлении. В радиальном держателе 1 закрепляются два бруска 2 , с помощью которых осуществляет 0 ся отделка шейки осциллирующим движением. Радиальный держатель 1 несет слева и справа исправляющие втулки 3, в которых перемещаются левый иправый осевые держатели 4 и 5. Осевой держатель 4 имеет втулку 6, в .которой
перемещается хвостовик 7 Держателя 5. Ограничение перемещения держателей 4 и 5 в осевом направлении осуществляется винтом 8, перемещаквдимся в шпо-2Ь ночном-пазу хвостовика 7. С помощью винтов 8 два держателя, расположенные симметрично относительно шейки, соединяются вместе, при этом обеспечивается вэаимопараллельное и тангенциальное положение направляющих 9 держателей 4 и 5 относительно поверхности шейки коленча.того вала. Боковые бруски 10 и 11 закреплены в обоймах 12 и 13, перемещающихся в направляющих 9 держателей 4 и 5. Наличие пружив 4 постоянно обеспечивает перймещение брусков 10 и 11 в тангенциальном направлении относительно поверхности шеек и прижимает их к галтелям.
Пружины 15 постоянно прижимают бруски 10 и 11 к торцам шеек, С целью устранения возможных переносов и обеспечения гарантированного прилегания торцовых поверхностей брусков 10 и 11 к торцам буртиков диаметр исправляющих втулок 3 радиального держателя 1 больше диаметра втулок осевого держателя примерно на 0,2-0,3 мм Радиальный держатель 1 имеет цапфы 16 которые сопрягаясь свободно с поверхностями отверстий несущего механи ма станка, обеспечивают поворот держателя и прилегание брусков 2, Пружины 14 конструктивно подбираются с одинаковым усилием.
Абразивные бруски 10 и 11 выполнены ; в виде призмы, у которой верхние и нижние, а также две боковые плоскости параллельны между собой, а рабочая поверхность, контактирующая с шейкой вала выполнена наклонно таким образом, что размер L верхнего торца больше .размера Е нижнего торца для образования заходной части брусков. Рабочая поверхность А, контактирую- щая с торцом буртика, закруглена плавным сопряжением со стороны галтели с поверхностью Б переменным радиусом, уменьшающимся в сторону заходной части.
При радиусе галтели Кгалт радиус закругления на верхнем торце должны быть ,6 КГОАТ радиус закругления на нижнем торце R , я О , 7 ВГО
При этом высота Н брусков ДОЛЖНё1
составлять примерно Н /6 - Т/К... а толщина В /1,2 - 1,. Вышеуказанная форма и размеры брусков 10 и 11 обеспечивает их непрерывное линейное контактирование с торцом буртика, с галтелью и с шейкой вала.
Размеры поперечного сечения радиальных брусков 2 выбираются в обычном JIOpядкe, -а длина должна быть такой, чтобы брусок в крайнем положении при осциллировании доходил примерно до точки С сопряжения галтели с образующей шейки вала.
Плоский -участок поверхности Б брусков 10 и 11 должен перекрывать точку сопряжения с.
ПосЛе установки коленчатого вала на станке специального назкс1чения устройство с помощью несущего механизма станка перемещается в радиальном направлении к шейкам коленвала. Боковые бруски 10 и 11 упираются в торцы с- буртиков коленвала и прижимаются к ним с помощью пружины 14, радиальные бруски 2 прилегают к поверхности шейки. Одновременно с этим с помощью пружин 14 боковые
бруски 10 и 11 в обоймах 12 и 13
перемещаются в тангенциальном направлении к поверхностям галтелей коленчатого вала по направляющим 9 осевых держателей 4 и 5 до тех пор, пока радиусная поверхность брусков 10 и 11 не приляжет к поверхности галтели и не обеспечит с этой поверхностью непрерывного линейного контакта.
Наряду с этим торцы боковых брусков благодаря наличию возможности
0 перемещаться в некоторых пределах соприкоснутся с обрабатываемыми поверхностями и, таким образом, будут находиться с ними также в постоянном контакте.
5 Использование предлагаемого устройства для отделочной обработки обеспечивает получение нового положительного эффекта, заключающегося в повышении производительности труда и
0 улучшении качества отделочной обработки .
Формула изобретения
Устройство для отделочной обработки валов, содержащее бруски для обработки шейки и подпружиненные в осевом направлении боковые бруски для обработки галтелей, отличающееся
тем, что, с целью равномерной обработки поверхности галтелей, рабочие поверхности боковых установлены наклонно к шейкам вала и выполнены закругленными со стороны галтелей переменным радиусом, большим радиуса закругления галтелей у одного торца бруска и меньшим у другого, при этом боковые бруски подпружинены в тангенциальном направлении.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 383577, кл. В 24 в 35/00,24.04.70.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ МОТЫЛЕВЫХ ШЕЕК КОЛЕНЧАТЫХ ВАЛОВ | 1992 |
|
RU2043884C1 |
| Головка для одновременной финишной обработки шейки и галтелей | 1976 |
|
SU616117A1 |
| Станок для гальванического хонингования шатунных шеек коленчатых валов | 1983 |
|
SU1133051A1 |
| УСТРОЙСТВО для ФИНИШНОЙ ОБРАБОТКИ | 1969 |
|
SU251403A1 |
| СПОСОБ И УСТРОЙСТВО ОТДЕЛОЧНО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ КОЛЕНЧАТЫХ ВАЛОВ | 2013 |
|
RU2571670C2 |
| УСТРОЙСТВО ДЛЯ ЧИСТОВОЙ И УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ШЕЕК КОЛЕНЧАТЫХ ВАЛОВ | 2000 |
|
RU2181322C2 |
| УСТРОЙСТВО ДЛЯ ФИНИШНОЙ АНТИФРИКЦИОННОЙ БЕЗАБРАЗИВНОЙ ОБРАБОТКИ ШЕЕК КОЛЕНЧАТЫХ ВАЛОВ | 2000 |
|
RU2187577C2 |
| СПОСОБ ДАГИСА ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ШЕЕК ВАЛОВ | 1992 |
|
RU2080230C1 |
| Устройство для шлифования шеек коленчатого вала | 1983 |
|
SU1144853A1 |
| Способ и устройства механической обработки шатунных шеек крупногабаритного коленчатого вала на токарном станке | 2015 |
|
RU2625151C2 |