I
Изобретение относится к управлению процессами механической обработки и может быть использовано при плоском шлифовании точных деталей, например на гиоскошлифовальных станках с возвратно-поступательным движением рабочего стола.
Известен способ управления плоским врезным шлифованием, заключающийся в измерении упругих перемещений шлифовального шпинделя и дальнейшем изменении скорости движения рабочего стола, что обеспечивает стабилизацию упругих перемещений шпивделя. При работе станка измеряют упругие перемещения шпинделя, сравнивают их с сигналом задающего устройства, подают на электронный ус1титель напряжение, пропорциональное рассогласованию, рассогласование используют для управления скоростью рабочего стола, изменением расхода рабочей жидкости в гидроцилиндре подачи рабочего стола 1.
Однако ювестный способ управления процессом плоского врезного щлифования иозъопяет уменьшать погрешности формы лии.а. с достаточно большим шагом, но не позволяет снизнть norpeimiocTH формы с малым шагом (волнистость), вызванную колебаниями шлифовального круга, без уменьшения дисбаланса круга. Наложение волн от вибраций шлифовального круга в известном способе управления происходит произвольно и не обеспечивает требуемой точности формы поверхности.
Пелью изобретения является снижение волннстости и повьш1ение точности формы шлифуемой поверхности.
10
Поставленная цель достигается тем, что измеряют скорость движения рабочего стола, положение кромки детали, фазу волны упругих перемещений шлифовального круга относительно рабочего стола в момент схода шлифо15вального круга с детали на предыдущем проходе и фазу и длину волны угфугих перемещений шлифовального круга относительно рабочего стола в момент измерения на данном проходе, расстояние от шлифовального круга
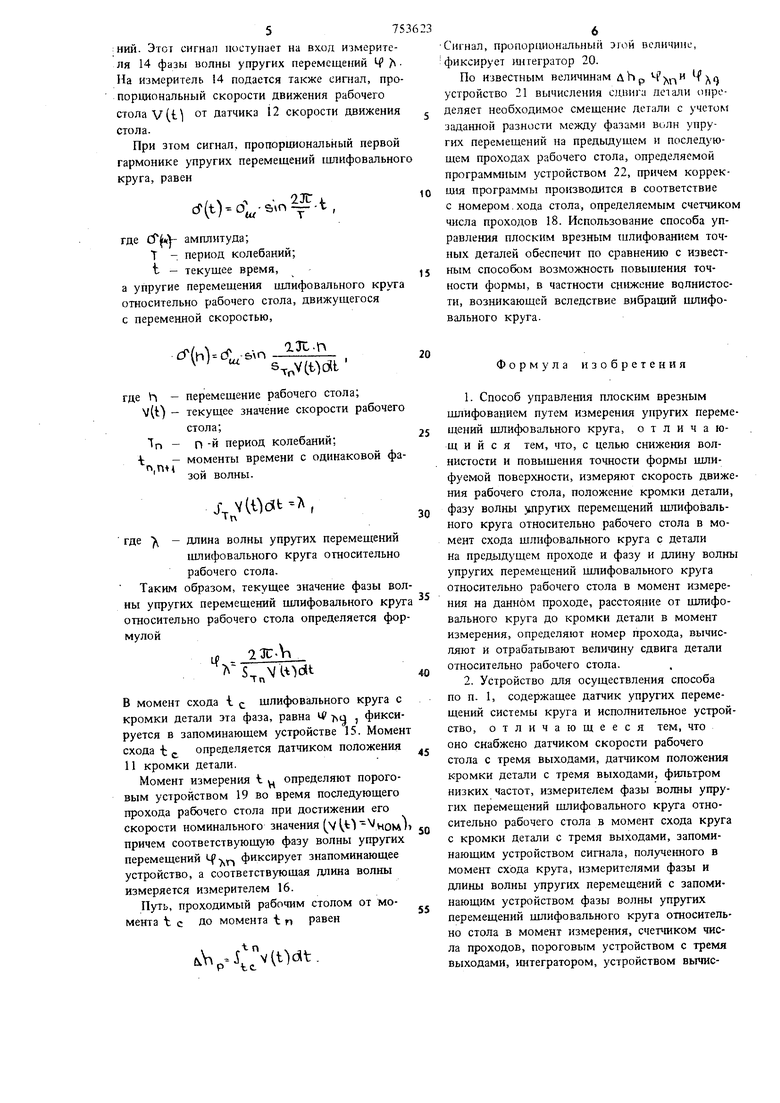
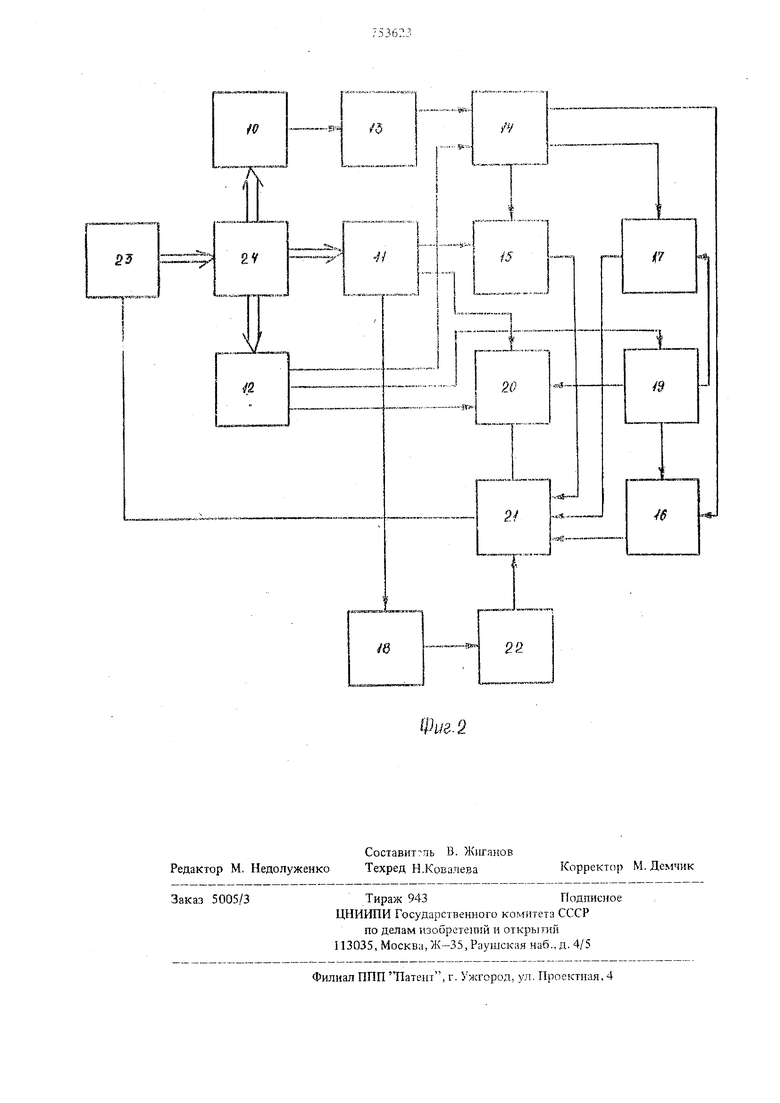
20 до кромки детали в момент измерения, определяют номер прохода, вычисляют и отрабатывают величину сдвета детали относительно рабочего стола. 37 Устройство для реализаиил способа сяабжено датчиком скорости рабочего стола с тремя выходами, датчиком поло-, кромки детали с тремя выходами, фильтром низких частот, измерителем фазы волны упругих перемещений шпифовального круга относительно рабочего стола в момент схода круга с кромки детали с тремя выходами, запоминающим устройством сигнатга, полученного в момент схода круга, измерителями фазы и даипы . волны упругих перемещений с запоминаюш.им устройством фазы волны упругих перемещений относительно стола в момент измерешш, счетWKOM числа проходов, пороговым устройством с -тремя выходами, интегратором, устройством вычисления величгаш сдвига детали и программным устройством, причем датчик упругих перемещений системы круга через ф|шьтр низких частот подключен к входу измерителя фазы волны упругих .перемещений шлифовального круга относительно рабочего стола в момент схода с кромки детали, первый выход которого подключен к входу запоминающего устройства фазы волны,этого сигнала, второй выход - к входу запоминаюи1его устройства фазы волны упругих перемещений шлифовального круга относительно рабочего стола в момент измерения, третий выход - к входу измерителя длины волны упругих перемещений, первый выход датчика положений кромки детали через счетчик числа проходов и ирограммное устройство соединен с входом устро ства вычисления велич1шы сдвига детали, второй выход - со входом запоминающего устройства фазы волны упругих перемещений круга в момент схода с кромки дет;ши, а тре тий выход датчика - с входом интегратора, первый выход датчика скорости стола соединен с входом порогового устройства, второй . вмход - с входом интегратора, а третий выход -- с входом измерителя фазы волны упругих перемещений круга в момент его схода с кромки детали, первый выход noporoBoi-o устройства соединен с входом интегратора вто рой выход - с входом запоминающего устрой ства фазы волны упругих перемещений круга в момент измерения, а третий с входом измерителя длины волны упругих перемещений круга, а выходы запоминающих устройств соединены через устройство вычисления ны сдвига детали с входом исполнительного устройства. На фиг. 1 показана схема формирования ве личины сдвига детали; на фиг. 2 - схема устройства для осуществления способа. Кривая 1 (фиг. 1) изображает изменение скорости движения стола во времени на перво проходе рабочего стола, кривая 2 - на втором (последующем) проходе. Кривая 3 изображает изменение пути h , проходимого рабочим с голом во времени; кривая 4 --- временная диаграмма упругих перемещений шлифовального круга; 5 - положение дгтшш на столе на первом проходе; 6 - диаграмма перемещений иьтифовального круга относительно персме-i aieHml рабочего стола на первом проходе; 7 - диаграмма упругих переме нений щлифовального круга относительно перемещений рабочего стола на втором (носледующем) проходе; 8 - положение детали на рабочем столе на втором проходе до момента сдвига детали; 9 -- положение детали на рабочем столе на втором проходе после сдвига детали на велищшу Д h . Исходными являются кривые I, 2 и 4. Кривая 3 получена интегрированием кривых 1 и 2, а кривые 6 и 7 - как проекдии кривой 4 на ось ординат h . Момент времени t соответствует моменту схода ншифовального круга с кромки детали, .момент времени измерения Ь ц - моменту достижения скоростью стола номинального значения. Смещение детали относительно рабочего стола на втором проходе производится таким образом, чтобы сдвиг фаз между волной упругих перемещений щлифовального круга на втором проходе относительно волны упругих перемещений щлифовального круга на первом проходе составлял заранее заданную величину. Устройство для осутцествления способа состоит из датчика 10 упругих перемещений щлифовального круга, датшка 1 1 ноложения кромки детали, датчика 12 скорости рабочего стола, фильтра 13 низких частот, измерителя 14 и запоминающего устройства 15 фазы волны упругих перемещений щлифовального круга относительно рабочего стола в момент схода круга с кромки детали на предыдуплем проходе, измерителя 16 длины волны утфугих перемещ,ений щлифовального круга, запоминающего устройства 17 фазы волны упругих перемещен1{й щлифовального круга относительно рабочего стола в момент из.мерения на данном проходе, счетчика 18 числа проходов, порогового устройства 19., интегратора 20, устройства 21 вычисле){ия величиньг сдвига детали, программного устройства 22, исполнительного устройства 23, системы СПВД 24. Устройство работает следующим образом. Появляющиеся в системе СПИД 24 упругие перемещения системы шлифовального круга вследствие его неуравновешенности регистрируются датчиком 10 упрутих перемещений. Сигнал датчика 10 унругих перемещений проходит через фильтр 13 низщих частот, в котором отфильтровываются высщие гармонические составляютцие и выделяется сигнал, пропорциональный первой гармонике унругих перемеще57S:ний. Этот сигнан поступает на вход измерителя 14 фазы волны упругих гтеремещений Ц . На измеритель 14 подается также сигаал, пропорциональный скорости движения рабочего стола V(t от датчика 12 скорости движения стола. При этом сигнал, пропорциональный первой гармонике упругих перемещений шлифовальног круга, равен L S n-:f--t , где амплитуда; Т - период колебаний; t - текущее время, а упругие перемещения цшифовального круга относительно рабочего стола, движущегося с переменной скоростью. d-(hV-d- -a- n , I Ш.с. . ToV(t)Oli где УЛ - перемещение рабочего стола; VU) - текущее значение скорости рабочего стола; п - П -и период колебаний; t - моменты времени с одинаковой фа Г1ПМ ЗОИ волны. г vWdit-A где ) - длина волны упругих перемещений цшифовального круга относительно рабочего стола. Таким образом, текущее значение фазы во ны упругих перемещений шлифовального кру относительно рабочего стола определяется фор мулой 2X-Vt В момент схода i шлифовального круга с кромки детали эта фаза, равна tC тм , фиксируется в запоминающем устройстве 15. Момен схода t с. определяется датчиком положения 11 кромки детали. Момент измерения t ц определяют пороговым устройством 19 во время последующего прохода рабочего стола при достижении его скорости номинального значения ( ном причем соответствующую фазу волны упругих перемещений фиксирует знапоминающее устройство, а соответствующая длина волны измеряется измерителем 16. Путь, проходимый рабочим столом от момента t с ДО момента t п равен )dt Сигнал, пропорциональнын величине, фиксирует шнегратор 20. По известным величинам дЬр Р)п 0 устройство 21 вычисления сдиига де1;ши определяет необходимое смещение детали с учетом заданной разности между фазами волн упругих перемещений на предыдущем и последующем проходах рабочего стола, определяемой программным устройством 22, причем коррекЩ1Я программы производится в соответствие с номером. хода стола, определяемым счетчиком числа проходов 18. Использование способа управления плоским врезным тилифованием точных деталей обеспечит по сравнению с известным способом возможность повышения точности формы, в частности снижение волнистости, возникающей вследствие вибращга шлифовального круга. Формула изобретения 1. Способ управления плоским врезным шлифованием путем измерения упругих перемещений цшифовального круга, отличающийся тем, что, с целью снижения волнистости и повышения точности формы шлифуемой поверхности, измеряют скорость движения рабочего стола, положение кромки детали, фазу волны упругих перемещений цшифовального круга относительно рабочего стола в момент схода шлифовального круга с детали на предд 1дущем проходе и фазу и длину волны упругих перемещений шлифовального круга относительно рабочего стола в момент измерения на данном проходе, расстояние от шлифовального круга до кромки детали в момент измерения, определяют номер прохода, вычисляют и отрабатывают величину сдвига детали относительно рабочего стола. 2. Устройство для осуществления способа по п. 1, содержащее датчик упругих перемещений системы круга и исполнительное устройство, отличающееся тем, что оно снабжено датчиком скорости рабочего стола с тремя выходами, датчиком положения кромки детали с тремя выходами, фильтром низких Частот, измерителем фазы волны упругих перемещений шлифовального круга относительно рабочего стола в момент схода круга с кромки детали с тремя выходами, запоминающим устройством сигнала, полученного в момент схода круга, измерителями фазы и длины волны ynpynix перемещений с запоминающим устройством фазы волны упругих перемещений цшифовального круга относительно стола в момент измерения, CMeTifflKOM числа проходов, пороговым устройством с тремя выходами, интегратором, устройством вычис7пения величины сдвига детали, программнь м устройством, причем датчик упругих перемещений системы круга через фильтр низких .частот подключен к входу измерителя фазы волны упругих перемещений ишнфовального круга относительно рабочего стола в момент схода круга с кромки детали, первый выход которого подключен к входу aanorvfHHarouiero устройства фазь волны этого сигнала, второй выход - к входу запом1П1аю1цего устройства фры волны упругих перемещент шлифоваяьного круга относительно рабочего стола в моMJeHT измерения, третий выход - к входу измерителя длины волны упругих перемещени первый выход датчика положения кромки детали счетчик числа проходов и программное устройство соединен с входом устройства выtficncHitH величины сдвйга детали, второй выход его соединен с входом запоминающего устройства фазы волны ynpynfx перемещений круга в момент схода круга с кромки детали а третий выход датчика соединен с входом интегратора, первый выход датчика скорости стола соединен с входом порогового устройства, второй выход - с входом интегратора, а третий выход - с входом измерителя фазы волны упругих перемещений круга п момент схода его с кромки детали, первый выход порогового устройства соединен с входом интегратора, второй выход - с входом запоминающего устройства фазы волны упругих перемещений круга в момент измерения, а третий выход с входом измерителя длины волны упругих перемещений круга, а выходы запоминаюицк устройств соедине1п 1 через устройство вычисления величины сдвига детали с входом исполнительного устройства. Источники информации, пртштые во внимание при экспертизе 1. Плешаков Ф. К. Адаптивные системы управления процессом плоского щлифованияг Станки и инструмент, 1974, № 8, с. 20.
. г
A/S
.
УЛв ,-ч ,--.
л/ . у л л ,
I / yjii. af ЦЦ,.4.ЛД /
/,.... .
l --J -J i4V -/-j J JЦ V-W™ Ч f
jzisz sa rziz
Шш.1
...J
}
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРАВЛЕНИЯ ПЛОСКИМ ВРЕЗНЫМ ШЛИФОВАНИЕМ | 1994 |
|
RU2076035C1 |
| Способ контроля правки шлифовального круга алмазом | 1985 |
|
SU1355468A1 |
| Устройство для шлифования деталей круглого сечения из древесины | 1982 |
|
SU1060425A2 |
| Устройство для управления длиной хода рабочих органов шлифовального станка | 1975 |
|
SU947829A1 |
| Круглошлифовальный станок с ЧПУ | 1977 |
|
SU1144852A1 |
| Устройство активного контроля формы | 1980 |
|
SU1106646A1 |
| Способ управления процессом врезного круглого шлифования и устройство для его осуществления | 1986 |
|
SU1382636A1 |
| Установка для исследования образования отклонений формы деталей при шлифовании | 1980 |
|
SU921821A1 |
| Устройство для программного управления фигурным фацетированием | 1982 |
|
SU1073081A1 |
| Устройство для управления длиной продольного хода стола шлифовального станка | 1975 |
|
SU753602A1 |
«omtMtseMK -v n -ECS
2
/.9
22
lte.2
