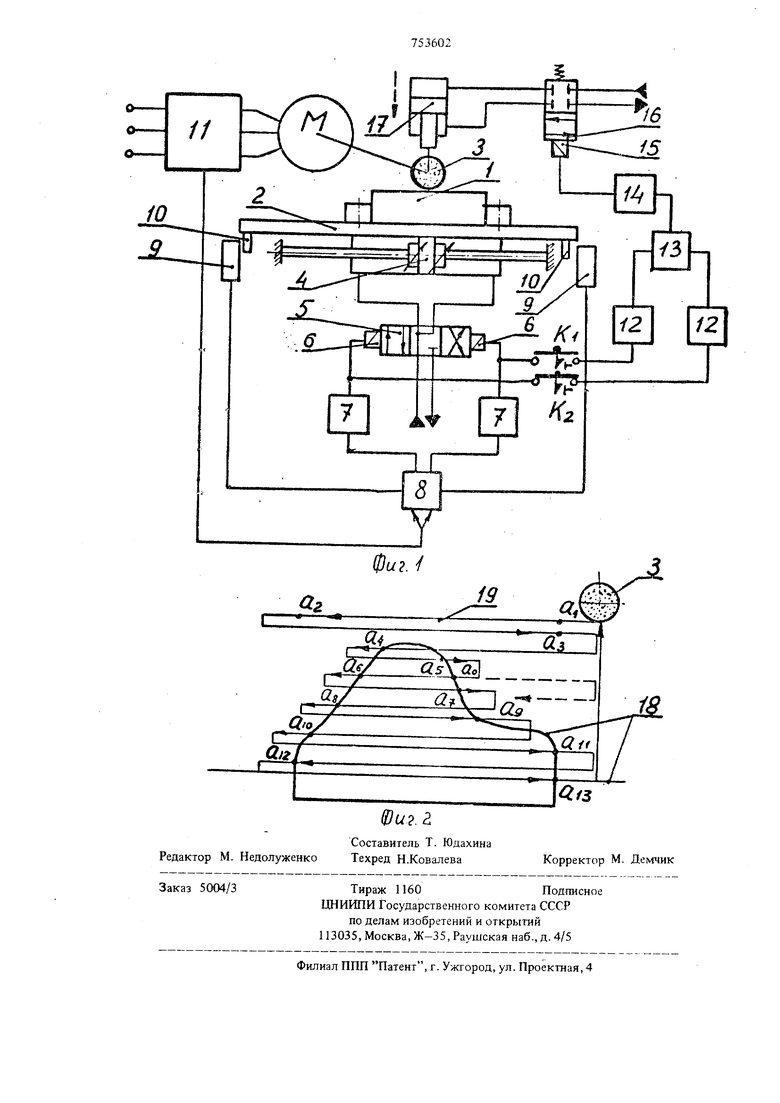
Изобретение относится к станкостроетпо. Известны устройства для управления длиной продольного хода стола шлифовального станка содержащие датчики положения, связанные с подвижным узлом станка П. Недостатком известного устройства является то, что часть времени инструмент работает вхолостую, не соприкасаясь с деталью, посколь ку в общем случае припуск на шлифование не совпадает с размерами детали, по которым прюизводится установка датчиков положения. Известны также устройства для управления работой стайка, содержащие датчик, который в момент окончания контакта инструмента с деталью подает сигнал на соответствующие переключения режимов обработки 2. Недостатком устройства при применении его в шлифовальных станках является ненадежнос срабатывания датчика окончания контакта инструмента с дета/1ью при обратном ходе вследствиетого, что при прямом ходе часто снимается весь припуск и обратный ход происходит вхолостую, без снятия стружки. Цель изобретения - повышение надежности функционирования устройства управления и производительности обработки. Цель Достигается тем, что к выходу переключателя (триггера) , связанного с датчиком окончания контакта инструмента с деталью, подключены спусковые устройства, например ждущие мультивибраторы, выходы которых через согласующий усилитель и электромагнит связаны с силовым приводом подачи на врезание. На фиг. 1 представлено устройство для управления длиной продольного хода стола щлифовального станка; на фиг. 2 - схема работы устройства управления. Изделие 1 установлено на столе станка 2 и осуществляет возвратно-поступательное движение относительно круга 3. Силовой привод 4 управляется гвдрозолотником 5с электромагнитами 6. Электромагниты через усилители 7 подключены на выходы управляющего переключателя (триггера) 8, раздельные входы которого соед1шены с датчиками 9 положения подвижных органов станка, срабатывающими от упоров 10. Счетный вход третгера соединен 37 с даттеком 1 i окончания контакта инструмента и детали, срабатывающим, например по cHTHajiy от преобргззователя MOIUHOCTH на двигателе М шлифовального круга. Параллельно электромагнитам б на выходы усилителей 7 подключеш спусковые устройства, например ждущие мультивибраторы 12 и через ячейку 13 ИЛИ и усилитель 14 соед}{неиы с элект зомагнитом 15 ;1олотника 16. управляющего силовым приводом 7 подачи круга на врезачие. Кнопки Kj и К„ служат для осуществления в левом или правом положении круга. На фиг. 2 показан пример исходного профи ля заготовки 18 и траектория 19 относителького движения режущей хромки круга и заготовки. Точками а - o-j обозначены места подачи сигнала от конечных выключателей 9, установленных по размеру детали. Точками Од- а ij обозначены места окончания контак та инструмента и детали. Устройство работает следующим образом. Когда круг не касается шлифуемого изделия то они совершают относительное движение в пределах Q j - о 2 я О-у - о g,установленных поЯох ением датчиков 9. В этих точках сигнал поступает на один из раздельных входов тритгера 8. Триггер перебрасывается в другое устойчивое состояние и посылает управляющий сигнал на электромагнит золотника 6. Одновре менно формируется и посылается сигнал на ждущий мультивибратор 12. Ждущий мультивибратор срабатывает и через ячейку 13 ИЛИ: и усилитель 14 включает электромагнит 15 управляющего гядрозопотника 16. Осуществляется дискретная подача шлифовального круга на врезание за время возвращения ждущего мультивибратора в исходное состояние. В точках а . С) |. (остается та же последовательност работы устройства, только сигнал на реверс поступает на счетный вход трип-ера от датчика окончания контакта круга и изделия. Время включения золотника подачи устанавливают ра личным для реверса справа и слева. При прямом ходе итпифовального круга осуществпяется рабочая подача, а при обратном - минимально возмож ая, необходимая только для получения информации об окончании контакта Круга и изделия. Если не осуществлять подач) при обратном ходе (например в точке а ), ш движение рабочей точки круга проходит по траектории, указанной пунктиром. Точка начала и окончания контакта а, шлифовального круга и изделия совпадают, сигнал об окончании не поступает и шлифовальный круг проходит вхолостую до датчика положения и обратно. Применение предлагаемого устройства в станках шлифовальной группы позволит повысить производительность шлифования на черновых проходах за счет сокращения времени шлифования воздуха . Формула изобретения Устройство для управления длиной продольного хода стола шлифовального станка, содержащее переключатель в виде триггера, счетный вход которого подключен к выходу датчика окончания контакта инструмента и детали, а на раздельные входы подключены датчики положения, связанные с подвижными органами станка, причем выход триггера связан с управляющим элементом силового привода продольной подачи стола, отличающееся тем, что, с целью повышения надежности функционирования устройства управления и повышения производительности обработки за счет сокращения времени шлифования воздуха, к выходам переключателя подключены спусковые устройства, например, в виде ждущего мультивибратора, выходы которых связаны с силовым приводом подачи на врезание. Источники информации, принять е во внимание 1три экспертизе 1.Авторское свидетельство СССР № 319383, кл. В 23 Q 15/02, 1970. 2.Самонастраивающиеся системы управления станками. НИИМАЫ, М., Станкостроение 1971, с. 33-35.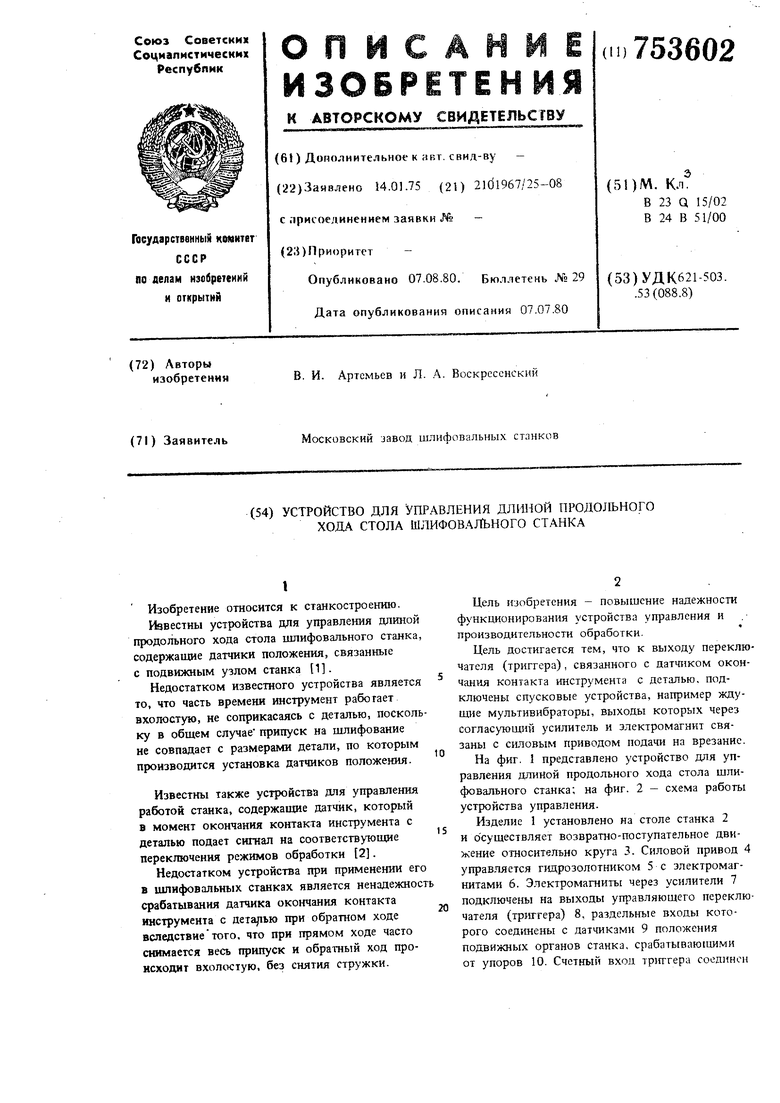
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для управления длиной продольного хода стола шлифовального станка | 1982 |
|
SU1058757A1 |
| Устройство для управления длиной хода рабочих органов шлифовального станка | 1975 |
|
SU947829A1 |
| Адаптивная система управления шлифованием изделий сложной формы | 1982 |
|
SU1075232A1 |
| Способ глубинного шлифования с правкой шлифовального круга | 1989 |
|
SU1703396A1 |
| Устройство для автоматического управления шлифовальным станком | 1980 |
|
SU1059545A1 |
| Способ управления плоским шлифованием периферией круга в процессе черновой обработки | 1987 |
|
SU1548022A1 |
| УСТРОЙСТВО ДЛЯ ПРОГРАММНОГО УПРАВЛЕНИЯ ЦИКЛОМ ШЛИФОВАНИЯ | 1964 |
|
SU222492A1 |
| Устройство для управления деформациями в системе СПИД | 1982 |
|
SU1071371A1 |
| СПОСОБ УПРАВЛЕНИЯ ЦИКЛОМ ШЛИФОВАНИЯ НА МНОГОИНСТРУМЕНТАЛЬНОМ СТАНКЕ | 1990 |
|
RU2038943C1 |
| Система управления упругими перемещениями круглошлифовального станка | 1980 |
|
SU931437A1 |