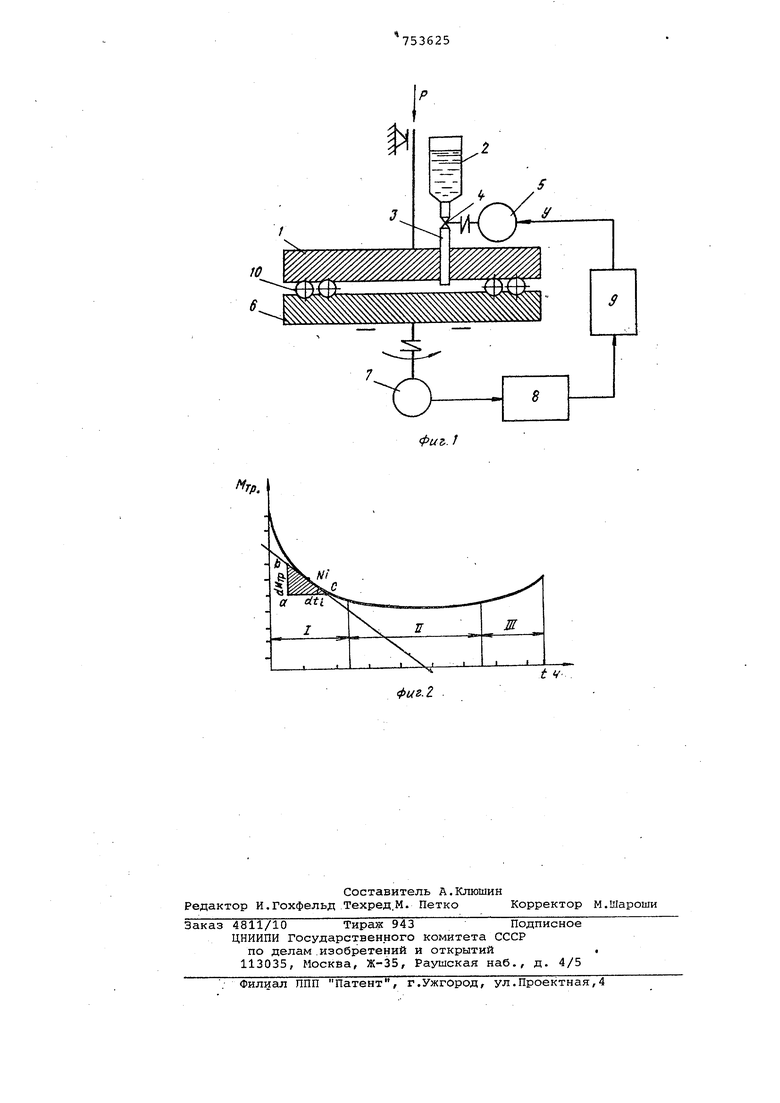
Изобретение относится к машиностроению и может быть использовано при притирке или доводке различных изделий, например, шариков или роликов. Известен способ подачи абразивной пасты в зависимости от изменения сил трения между перемещаемыми относительно друг друга прити. рами и деталями, при котором измер5|ют силу трения между деталью и инструментом и производят подачу су спензии при увеличении сил трения до заданной величины 1 . Недостатком данного способа явля етсй низкая эффективность использо абразивной пасты, обусловленна тем, что е,е подачу производят нез&йисимо от изменения шероховатос ти, волнистости и других параметров процесса притирки на протяжении цик ла обработки. В результате такого жесткого регулирования подачи пас возможны либо голодный режим доводки, либо перерасход пасты. .Целью изобретения является повыш ние эффективности использования абр зивной пасты. Поставленная цель достигается тем, что в процессе обработки измеряют приращение момента сил трения за установленный промежуток времени цикла обработки и производят подачу пасты при достижении этого приращения заданной величины. На фиг. 1 изображено устройство для осуществления предложенного способа , на фиг. 2 - характерная графическая зависимость момента сил трения MTO от времени tp , начиная от момента подачи новой дозы пасты беэ последующей ее замены. Устройство с помощью которого осуществляется предложенный-способ, содержит прижимной дисковый притир 1, на котором установлен пастодозатор 2 с трубопроводом 3, связанным с рабочей зоной, при этом на трубопроводе 3 установлена задвижка 4, связанная с электродвигателем 5. Вращающийся дисковый притир б кинематически связан с электродвигателем 7, который соединен с прибором 8 для измерения момента сил трения MVP , в рабочей зоне и блоком управления 9. Между дисковыми притирами 1 и 6 размещают обрабатываемые изделия 10. Устройство работает следующим образом. После того как в рабочую зону сложены изделия 10, залита дозированна; порция абразивной пасты и включен электродвигатель 7 привода вращения дискового притира б, а к прижимному дисковому притиру 1- приложено давление Р, в работу включаются измерительный прибор 8 и блок управления 9, который через равные промежутки времени, получая непрерывный входной сигнал X:; (фиг,, 1) от прибора 8, производит отечет приращения момента сил трения. При этом вначале будет наблюдаться максимальный .момент сил трения , так как в это время происходит интенсивное дробление абразивных зерен и повышенный съем металла с поверхностей изделий на,(фиг.2, зона. По истечении некоторого промежутка времени обработки физико-механические процессы в рабочей зоне постепенно угасают и момент сил трения, фиксируемый из:ме рительныгл прибором 8 (фиг. 2 зона II ) стабилизируется. При дальнейшей обработке момент сил трения будет увеличиваться вследствие выброса пасты из рабочей зоны и тем caivOJM устанавливается режим граничного: трения, сопровождающийся резким повышением момента сил трения (фиг.2, зона 111 ),что недопустимо. Поэтому цел сообразно каждую последующую подачу пасты производить при переходе момента сил трения из зоны I в зону11(фиг. т.е. при максимальном падении момента сил трения. От измерительного прибора 8 сигнал, соответствующий мгновенному моменту сил трения М -,р , постоянно поступает на блок управления 9 который через равные промежутки времени dti производит отсчет приращения момента сил трения , где ,2, ...,п - порядковый номер отсчета. В треугольнике ABC (см.фиг.2) гипотенуза ВС является касательной к кривой измерения момента сил трения в произвольной точке NI, являющейся середин некоторого промежутка времени отсчета dti, соответствующего отрезку АС, в течение которого произошло приращение момента , соответствующего отрезку АВ. Величина промежутков времен ti const, через которые производится аждый очередной отсчет приращения моента , устанавливается по настойке реле времени блока управления 8. аким образом в процессе обработки после очередной подачи дозы абразивной пасты постоянно контролируется величина приращения момента сил трения за промежуток времени dt и при достижении этого приращения заданной величины от блока управления 9 выходным сигналом У подается команда электродвигателю 5 на открытие задвижки 4 и слив абразивной пасты из пастодозатора 2 в рабочую зону, после чего вновь производят ,отсчет приращения момента сил трения dM до тех пор, пока оно не примет установленное значение,после чего вновь подается порция абразивной пасты. Таким образом подача абразивной пасты в рабочую зону осуществляется с учетом конкретных условий обработки и реальных физических процессов, протекающих на площадках контакта обрабатываемых изделий с поверхностями дисковых притиров . Использование предлагаемого изобретения позволяет повысить качество обработки и эффективность применения абразивной пасты. Формула изобретения Способ подачи абразивной пасты в рабочую зону, перемещаемых относительно друг друга притиров и деталей, в зависимости от изменения сил трения мезкду ними, отличающийся тем, что с целью повышения эффективности использования абразивной пасты, Б процессе обработки измеряют приращение момента сил трения за установленный промежуток времени цикла обработки и производят подачу пасты при достижении этого приращения заданной величины. Источники информации, принятые во внима,ние при экспертизе 1,Авторское свидетельство СССР № 425771, кл. В 2k В 57/00, 1972.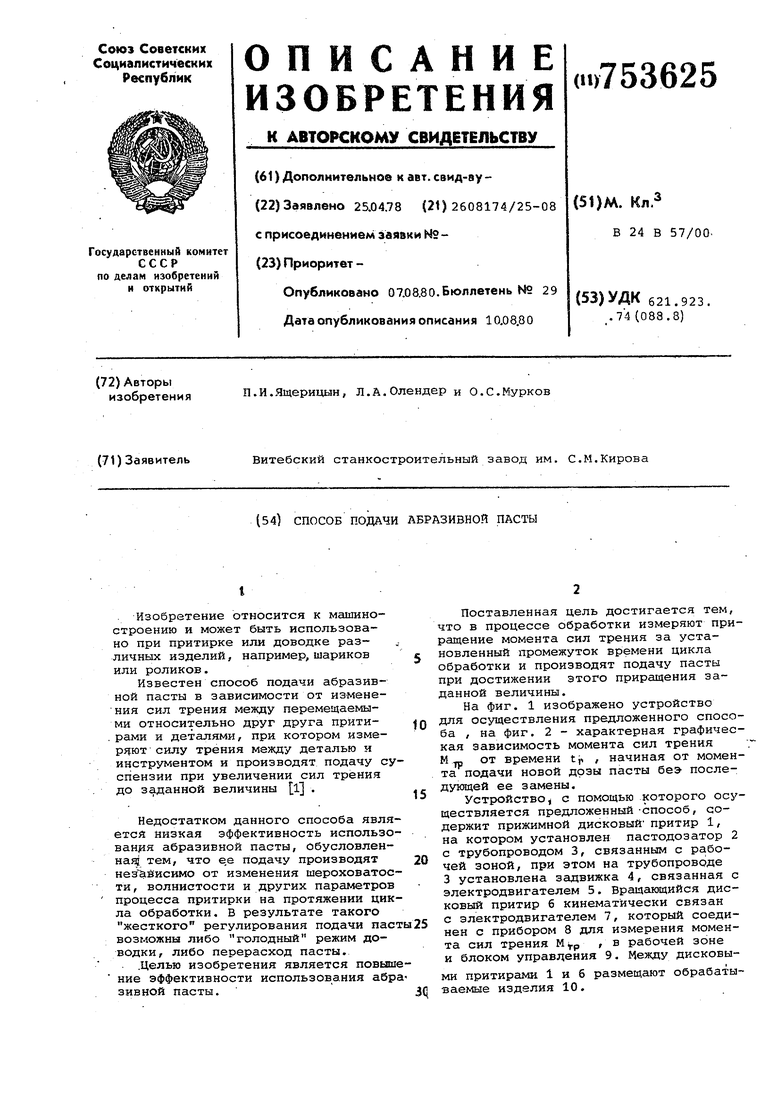
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство управления приводом разжима притира | 1980 |
|
SU894680A1 |
| Станок для доводки поверхностей вращения | 1982 |
|
SU1039700A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ ПРИТИРКИ ВИНТОВ | 1991 |
|
RU2008145C1 |
| Способ обработки изделий из титановых сплавов | 1980 |
|
SU905324A1 |
| Способ управления процессом доводки | 1978 |
|
SU804406A1 |
| МНОГОМЕСТНЫЙ СТАНОК ДЛЯ ПЛОСКОПАРАЛЛЕЛЬНОЙ ДОВОДКИ | 1994 |
|
RU2071905C1 |
| Полуавтоматический станок для доводки отверстий | 1961 |
|
SU150378A1 |
| Устройство для доводки поверхностей вращения | 1985 |
|
SU1284791A1 |
| Способ доводки деталей | 1973 |
|
SU730540A1 |
| УСТРОЙСТВО ДЛЯ ДОВОДКИ ПЛОСКОСТЕЙ | 2014 |
|
RU2570134C1 |