(5) УСТРОЙСТВО УПРАВЛЕНИЯ ПРИВОДОМ РАЗЖИМА
I
Изобретение относится к автоматике и предназначено для использования в металлорежущих станках при доводочных операциях.
Известна схема управления приводом разжима притира станков для доводки глухих отверстий .
Наиболее .близким к предлагаемому является устройство, содержащее датчик момента сил резания в виде поворотного подпружиненного шпинделя, два пороговых элемента, настроенных на срабатывание при возникновении минимального (касание притиром обрабатываемой поверхности) момента и предельного максимального момента, который включает электродвигатель разжима притира, программное реле времени и блок переключения скорости разжима притира, срабатывающий от порогового элемента минимального Момента сил резания,а также блок коммутации,управляющий исполнительными ор.ганами станка. ПРИТИРА
Для (эбеспечения максимальной производительности доводки рабочая скорость разжима притира выбирается таким образом, чтобы скорость съема и износ притира были равны скорости разжима, а следовательно, и моменты сил резания ( минимальный и максимальный определяются из этих условий.
Например, при доводке направляющего отверстия в корпусе распылителя пастой на основе электрокорунда МЙ
ГО датчики минимального и максимального моментов настраиваются соответственно на моменты 1,2-2 и 3,5 ,5 кг см 2,
15
Недостатком известного устройства является нарушение заданного первоначально соотношения скорости разжима притира и величины слоя металла с обрабатываемой поверхности из-за .того,
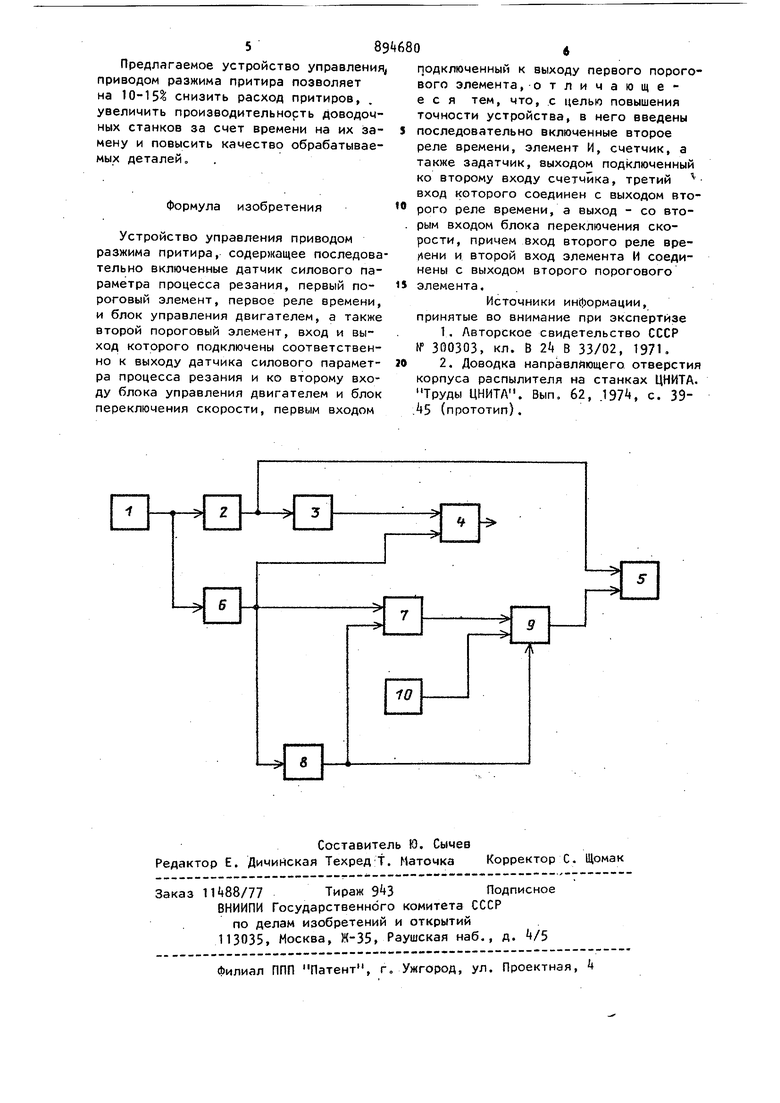
20 что измельчаются образивные зерна пасты и снижается ее |эежущая способность . Этот процесс осложняется еще тем. что заготовки, поступающие на обработку, имеют отклонения геометрической формы в продольном сечении, а следовательно, имеется неравномерность величины давления притира через слой абразивной пасты на обрабатываемую поверхность. В результате этого возрастает число срабатываний датчика начального момента и остановок двигателя разжима ..ритира Однако величина перерегулирования по подаче (разжиму притира продолжает увеличиваться и Наступает момент, ког да создаются условия, приводящее к локальному привариванию к притиру металлических продуктов обработки (наклеп), после чего процесс дальнейшей работы невозможен, а притир подлежит заменее Цель изобретения - повышение точ.ности устройства путем расширения диа пазона .регулирования скорости разжима Поставленная цель достигается тем что в устройстве управления приводом разжима притира, содержащем последо. вательно включенные датчик силового параметра процесса резания, первый пороговый элемент., первое реле времени и блок управления двигателем, а также второй пороговый элемент, вход и выход которого подключены соответс венно к выходу датчика силового пара метра процесса резания и ко второму входу блока управления двигателем и блок переключения скорости, первым входом подключенный к выходу первого порогового элемента, введены последовательно включенные второе реле вр мени, элемент И, счетчик, а также за датчик, выходом подключенный ко второму входу счетчика, третий вход которого соединен с выходом второго ре ле времени, а выход - со вторым входом блока переключения скорости, при чем вход второго реле времени и второй вход элемента И соединены с выходом второго порогового элемента, На чертеже схематически изображен предлагаемое устройство. . Устройство, содержит датчик 1 сило вого параметра процесса резания, пер вый пороговый элемент 2, срабатывающий при достижении минимального мо мента, первое реле 3 времени, блок k управления двигателем, блок 5 переключения скорости разжима притира), аторой пороговый элемент 6, настроен ный иа включение при достижении максимального момента сил резания, элебО4 мент И 7 и второе реле 8 времени, счетчик 9 и задатчик 10. Устройство работает следующим образом. После ввода притира в деталь вклю чается двигатель и идет ускоренный режим притира При касании притиром обрабатываемой поверхности и достижении минимального момента сил резания датчик 1 через элемент 2 выдает сигнал на реле 3 и блок 5 на переключение скорости вращения двигателя с ускоренной на рабочую. С этого момента идет отсчет времени цикла обра- , ботки. По мере того, как нарушается соотношение первоначально заданной рабочей скорости разжима и съема из-за измельчения абразивных зерен или от влияния дефектов геометричеркой формы, начинает срабатывать элемент 6, настроенный на предельно допустимый максимальный момент сил резания, который своим сигналом через блок 4 останавливает двигатель разжима притира, одновременно выдает разрешающий сигнал на элемент И 7 и включает реле 8. Реле 8 открывает элемент И 7 для прохождения сигналов от элемента 6 на вход счетчика 9. Реле 8 настраивается, таким образом, чтобы после срабатывания элемента 6, оно оставалось включенным на время, равное, например, четырем двойным входам притира относительно обрабатываемой поверхности детали, Случайные перегрузки по моменту сил врезания вызванные неравномерностью нанесения пасты или же разжима притира самоустраняются, как правило за один, максимум.два двойных хода притира. Таким образом, если в счетчик 9 поступили три команды, установленные задатчиком 10 числа срабатываний элемента 6 максимального момента, то с выхода счетчика 9 поступает сигнал в блок 5 на снижение скорости разжима притира. 8 случае, если за промежуток времени, когда элемент И 7, открыт счетчик 9 не заполняется до величины, установленной задатчиком 10, то при выключении реле 3 запирается элемент И 7, а счетчик 9 устанавливается . в исходное состояние, переключение скорости разжима притира не происхо-, Дит.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство управления приводом разжима притира | 1981 |
|
SU995067A1 |
| Устройство для управления приводом разжима притира станка для доводки отверстий | 1978 |
|
SU921811A1 |
| Устройство для управления приводом разжыма притира | 1976 |
|
SU591826A1 |
| Устройство для разжима притира | 1982 |
|
SU1052373A1 |
| Устройство для разжима притира | 1981 |
|
SU973322A1 |
| Устройство для управления приводом разжима притира | 1980 |
|
SU942962A1 |
| Станок для доводки поверхностей вращения | 1982 |
|
SU1039700A1 |
| Система управления станков дляАбРАзиВНОй ОбРАбОТКи | 1979 |
|
SU831589A1 |
| Станок для доводки отверстий | 1983 |
|
SU1093512A1 |
| Способ доводки отверстий | 1985 |
|
SU1308448A1 |
