(54) УСТРОЙСТВО ДЛЯ СБОРКИ И ФОРМОВАНИЯ ПОКРШШК ПНЕВМАТИЧЕСКИХ IMH
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки и формования покрышек пневматических шин | 1981 |
|
SU994299A2 |
| Устройство для формования покрышек пневматических шин | 1978 |
|
SU753672A1 |
| Барабан для сборки и формования покрышек пневматических шин | 1983 |
|
SU1079464A1 |
| Устройство для сборки и формования покрышек пневматических шин | 1978 |
|
SU701026A1 |
| Устройство для сборки и формования покрышек пневматических шин | 1983 |
|
SU1125140A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ И ФОРМОВАНИЯ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1992 |
|
RU2011534C1 |
| Устройство для сборки и формования покрышек пневматических шин | 1982 |
|
SU1060496A1 |
| Барабан для сборки и формования покрышек пневматических шин | 1974 |
|
SU605371A2 |
| Устройство для сборки и формования покрышек пневматических шин | 1977 |
|
SU765008A1 |
| Устройство для сборки и формования радиальных покрышек пневматических шин | 1986 |
|
SU1407844A1 |
1
Изобретение относится к оборудованию шинной промышленности и предназначено для формования резинокордных каркасов при сборке автомобильных шин.
Известно устройство для сборки и формования покрышек пневматических шин, содержащее смонтированные на приводном валу аксиально-подвижные фланцы с закрепленной на них своими торцами эластичной оболочкой и механизм для фиксации бортов собираемой крышки, выполненный в виде установленных на подвижных фланцах радиально раздвижных секторов с кольцевыми канавками. В кольцевых канавках установлены эластичные кольцевые камеры, наполненные рабочим агентом 1.
Недостатком этого устройства является ненадежная фиксация бортов каркаса покрышки в процессе формования.
Наиболее близким к предлагаемому является устройство для сборки и формования покрышек пневматических шин, содержащее смонтированные на приводном валу ступицы с закрепленными на них секторами-заплечиками, аксиальноподвижные фланцы с закрепленной на них своими торцами эластичной оболочкой, механизм для радиального перемещения секторов-заплечиков и ограничители перемещения фланцев 2.
Однако при центрировании бортов каркаса механизм жестко фиксирует их по внутреннему диаметру, что эа;трудняет разворот бортов в процессе формования и ведет к нежелательным расслоениям и складкообразованию в бортовой части покрышки. При этом
0 из-за неравномерного раздутия эластичной оболочки не всегда достигается требуемая коаксиальность цент«. рирования бортов.
Цель изобретения - обеспечение
5 центрирования бортов покрышки и устранение расслоений и складкообразований в бортовой зоне каркаса покрышки.
Поставленная цель достигается тем, что в устройстве для сборки и
0 формования покрыиек пневматических шин, содержащем смонтированные на приводном валу ступицы с закрепленными на них секторами-заплечиками, аксиально-подвижные фланцы с закреп5ленной на них своими торцами эластичной оболочкой, механизм для радиального перемещения секторов-заплечиков и ограничители перемещения фланцев, механизм для радиального пере0мещения секторов-заплечиков выполнен
в виде силовых тяг, одними концами иарнирно смонтированных на аксиалью-подвижных фланцах, а другими кондами шарнирно связанных с секторамизаплечиками.
Сектора-заплечики снабжены кольцевыми пружи н ами.
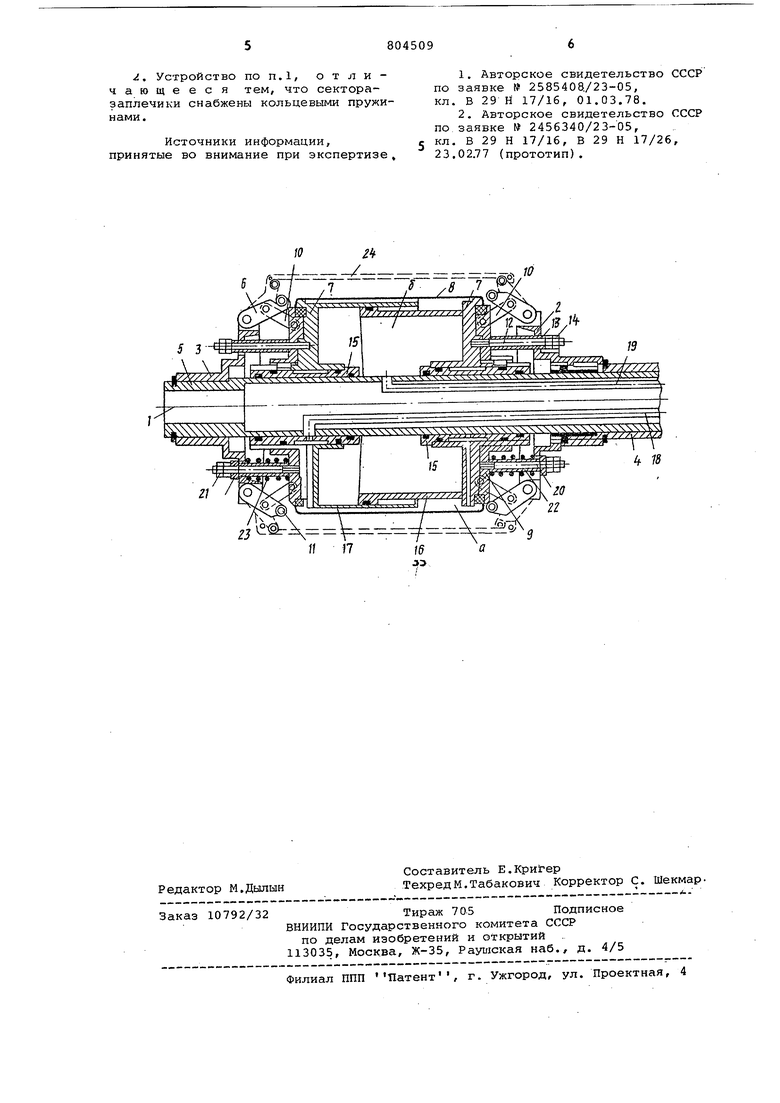
На чертеже изображено устройство, общий вид.
Устройство содержит смонтированные на приводном валу 1 ступицы 2 „ и 3, соответственно установленные на полых валах 4 и 5. На ступицах 2 и 3 шарнирно закреплены сектора-заплечик 6. На полом валу 5 установл.ены аксиально-подвижные фланцы 7 6:&акрепленной на них своими торцами эластичной оболочкой 8. Торцовые диски 9 предназначены для крепления оболочки. Сектора-заплечики б снабжены механизмом для их радиального перемегчения, выполненным в виде силовых тяг 10, одними концами шарнирно смонтированных на Фланцах 7, а другими концами шарнирно связанных с секторами-заплечиками б. Последние снабжены кольцевыми пружинами 11.
Торцовые диски 9 поджимаются к фланцам 7 шпильками 12, установленными на них втулками 13, и гайками 14. Для удобства обслуживания гайки 14 вынесены за пределы ступиц 2 и 3. Для осуществления аксиального перемещения фланцы 7 снабжены втулками 15. Фланцы 7 жестко связаны с цилиндрическими обечайками 16 и 17, которые образуют две замкнутые полости а и ( соединенные с воздухоподводящими каналами 18 и 19. На торцовых дисках 9 с помощью шпилек 20 и гаек 21 закреплены ограничители перемещения фланцев 7, регулировочные втулки 22 с распорными пружинами 23.
Работа устройства осуществляется следующим образом.
В зону формования устанавливают каркас 24 покрышки. Затем в полость О подают сжатый воздух, в результате чего .боковые фланцы 7 начинают перемещаться вдоль оси устройства в противоположные стороны, приближаясь к ступицам 2 и 3. При этом силовые тяги 10 разворачивают сектора-заплечики 6. Одновременно растягиваются кольцевые пружины 11 и сжимаются распорные пружины 23. При этом кольцевые пружины 11 взаимодействуют с каркасом 24 в переходной от борта к цилиндрической части каркаса зоне, заполняя зазоры между секторами-за плечиками 6 и обеспечивая равномерность натяжения нитей корда в каркасе при формовании. После этого-в соприкосновение с бортовой частью каркаса приходят своими скосами сектора-заплечики 6. За счет этого создается определенное начальное натяжение нитей корда.
Диаметр разжатия секторов-запле чиков 6.определяется ходом боковых фланцев, величина которого определяется регулировочной втулкой 22. Это позволяет настраивать усилие поджатия секторов-заплечиков б к бортам каркаса 24 покрышки, т.е. создавать условия для разворота бортов покрышки во время формования. Для формоваг ния покрншки в полость CL подается сжатый воздух, а полые валы 4 и 5 с закрепленными на них ступицами 2 и 3 начинают перемещаться навстречу друг другу. Одновременно со ступицами 2 и 3 навстречу друг другу перемещаются и боковые Фланцы 7. Оболочка 8 раздувается и происходит формование покрышки.
После окончания процесса сборки покрышек из полостей О. и с/ стравливают воздух. Пружины 23 и 11 отодвигают фланцы 7 от ступиц, а секторызаплечики 6 складываются. Полые валы 4 и 5, аксиально перемещаясь, возвращают ступицы 2 и 3 и связанные с ними фланць 7 в исходное положение.
Жесткая рычажная система разжатия секторов-заплечиков обеспечивает повышенную точность коаксиального центрирования бортов покрышки при формовании, а также улучшает равномерност распределения нитей корда в каркасе покрышки, что, в конечном счете,улучшает качество собираемых покрышек, уменьшает их неоднородность, дисбаланс и увеличивает их ходимость.
Устройство входит в состав агрегата для сборки легковых покрышек радиальной конструкции с металлокордны брекером и посадочным диаметром 13.
Формула изобретения
. Устройство по П.1, отличающееся тем, что секторазаплечики снабжены кольцевыми пружинами.
Источники информации, принятые во внимание при экспертизе, « i; - /1 17
кл. В 29 Н 17/16, 01.03.78.
кл. В 29 Н 17/16, В 29 Н 17/26, 23.02.77 (прототип). T11 -
