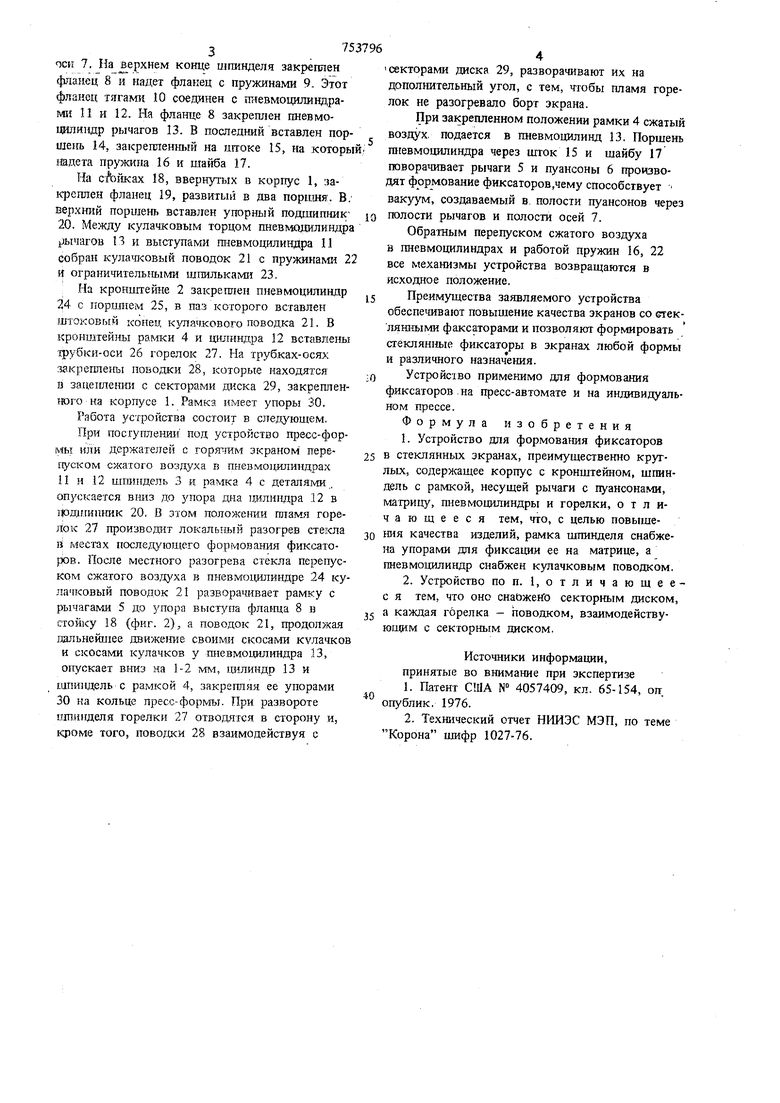
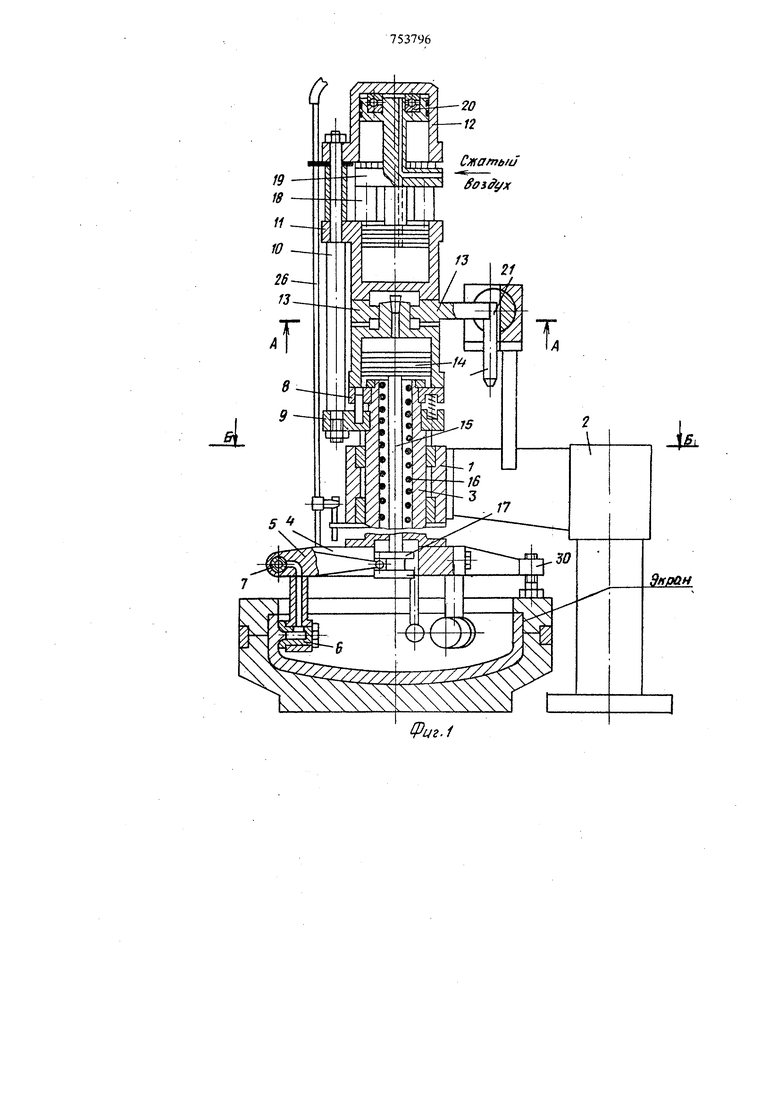
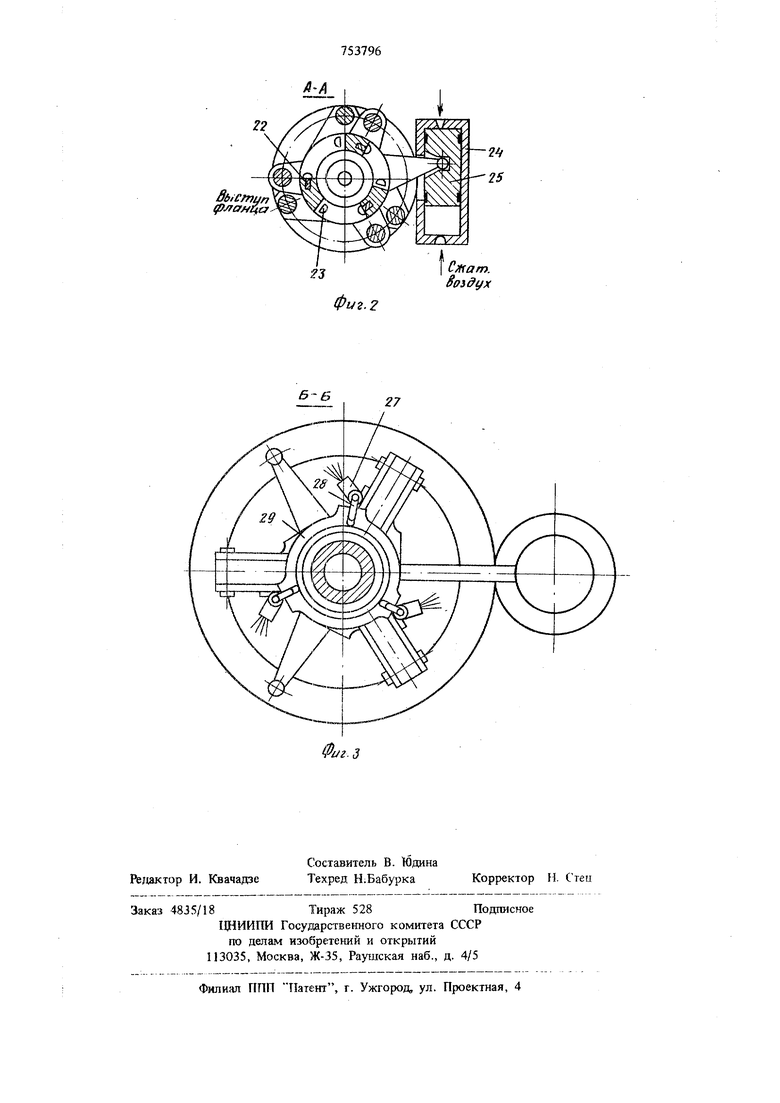
Изобретение относится к устройствам для гфоизводства стеклоизделий для электровакуум ных приборов и может быть использовано, нагфимер, при формовании экранов со стеклянными фиксаторами для кинескопов цветного телевидения и для специзделий типа ТОП (рентгено-оптические преобразователи). Известно устройство для формования стеклянных фиксаторов в экране, которое предусматривает формование фиксаторов с помощью выдвижных пуансонов, помещенных в кольцевые горелки, что практически невозможно изза перегрева пуансонов отраженным пламенем горелок в процессе локального разогрева стекла 1. Известно устройство в котором применена говоротная рамка с рычагами, несуидами пуансоны и раздельно установленные горелки 2. Это устройство не имеет жесткой связи с пресс инструментом, поэтому имеющее место содрога ние инструмента может образовывать посечки на фиксаторах. Кроме того, при формовании фиксаторов в круглых экранах разворот рамки не отдалит пламя горелки от борта экрана и произведет его дополнительный разогрев не в местах формования фиксаторов. Целью изобретения является повыщение качества изделий. Поставленная цель достигается тем, что дпя ювышения качества изделий со стеклянными фиксаторами в устройстве, содержащем корпус с кронштейном, шпиндель с рамкой, несущей рычаги с пуансонами, матрицу, пневмоцияиндры и горелки, рамка шпинделя снабжена упорами для фиксации ее на матрице, а пневмоцилиндр снабжен кулачковым поводком. Целесообразно устройство снабжать секторным диском, а каждую горелку - поводком, взаимодействующим с секторньп диском. На фиг. 1 представлено устройство в разрезе; на фиг. 2 - сечение А-А фиг. 1 (по кулачковому поводку и яневмоцилиндрам разворота рамки); на фиг. 3 - сечение Б-Б фиг. 1 (с выделением элементов механизма разворота горе« лок). в корпус 1, закрепленный на кронштейне 2, вставлен шпиндель 3 с рамкой 4, несущей рычаги 5 с пуашюнами 6. Рычаги надеты на полы оси 7. На верхнем конце шпинделя закреплен с|шанец 8 и надет фланец с пружинами 9. Этот фланец тягами 10 соединен с пневмоцилищраМ1 II и 12. На фланце 8 закрегшен пневмощстявдр рычагов 13. В последний вставлен поршень 14, закрепленный на лггоке 15, на которы шдета пружина 16 и шайба 17. На сЛйках 18, ввернутых в корпус 1, закреплен фланец 19, развитый в два поршсня:. В. верхний поршень вставлен упорный подшипник20. Между кулачковым торцом пневмоцилиндра рычагов 13 и выступами пневмощотиндра 11 собран кулачковый поводок 21 с пружинами 2 И ограничительными шпильками 23. На кронштейне 2 закреплен пневмоцилиндр 24 с порилгем 25, в паз которого вставлен штоковый конец кулачкового поводка 21. В кронштеЙ1й1 рамки 4 и щшиндра 12 вставлены трубки-оси 26 горелок 27. На трубках-осях закреппенш поводки 28, которые находятся в задепленш с секторами диска 29, закреппендаго на корпусе 1. Рамка имеет упоры 30. Работа устройства состоит в . При поступлении под устройство пресс-формь или держателей с ropfrmftt экраном переriycKOM сжатого воздуха в пневмоцилиндрах П и 12 шпиндель 3 и рамка 4 с детаг1Я1УШ , опускается вниз до Зпора дна тдалиндра 12 в 1РДДГИПНИК 20. В этом положегши пламя горелок 27 производит локальный разогрев стекла в местах последующего формования фикстторов. После местного разогрева стекла перепуском сжатого воздуха в пневмоцилиндре 24 ку лачковый поводок 21 разворачивает рамку с рычагами 5 до упора флаща 8 и СТОЙ.КУ 18 (фиг. 2), а поводок 21, продолжая дальрюйп1ее движение своими скосами кулачков и скосами кулачков у пневмоцилиндра 13, опускает вниз на 1-2 , цилиндр 13 и шпивдель с рамкой 4, закрепляя ее упорами 30 на кольце пресс-формы. При развороте шпянделя горелки 27 отводятся в сторону и, кроме того, noBO jjcH 28 взаимодействуя с секторами диска 29, разворачивают их на дополнительный угол, с тем, чтобы пламя горелок не разогревало борт экрана. При закрепленном положении рамки 4 сжатый воздух, подается в пневмоцилинд 13. Поршень пневмоцилиндра через шток 15 и шайбу 17 поворачивает рычаги 5 и пуансоны 6 производят формование фиксаторов,чему способствует вакуум, создаваемый в. полости пуансонов через полости рычагов и полости осей 7. Обратным перепуском сжатого воздуха в цневмоцилиндрах и работой пружин 16, 22 все механизмы устройства возвращаются в исходное положение. Преимущества заявляемого устройства обеспечивают повышение качества экранов со стеклянными факсаторами и позволякя формировать стеклянные фиксаторы в экранах любой формы и различного назначения. Устройство применимо для формования фиксаторов на пресс-автомате и на индивидуальном прессе. Формула изобретения 1.Устройство для формовагшя фиксаторов в стеклянных экранах, преимущественно круглых, содержащее корпус с кронштейном, шпиндель с рамкой, несущей рычаги с пуансонами, матрицу, пневмоцилиндры и горелки, отличающееся тем, что, с целью повышения качества изделий, рамка шпинделя снабжена упорами для фиксации ее на матрице, а пневмоцилиндр снабжен кулачковым поводком. 2.Устройство по п. 1,отличающеес я тем, что оно снаожеНО секторным диском, а каждая горелка - поводком, взаимодействуЮ1ДИМ с секторным диском. Источники информации, принятые во внимание при экспертизе 1.Патент США № 4057409, кл. 65-154, оп опублик. 1976. 2.Технический отчет НИИЭС МЭП, но теме Корона шифр 1027-76.
фиг. 2
-2ii 25
С;нат. Воздух
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления экранов электронно-лучевых трубок | 1975 |
|
SU602480A1 |
| Установка формования блоков из арболита | 2015 |
|
RU2607683C1 |
| Штамп для изготовления цепочки | 1982 |
|
SU1094648A2 |
| МАШИНА ДЛЯ ОБРАБОТКИ КОНУСОВ ЦЕЛЬНОСТЕКЛЯННЫХ ОБОЛОЧЕК ЭЛЕКТРОННОЛУЧЕВЫХ ТРУБОК | 1967 |
|
SU191757A1 |
| Машина для формования желобков на стеклянной трубке | 1972 |
|
SU487029A1 |
| Машина для заврки ламп-фар | 1975 |
|
SU589647A1 |
| Рабочий ротор | 1990 |
|
SU1756115A2 |
| Полуавтомат для изготовления двухслойной с отформованной губой стельки | 1954 |
|
SU100241A1 |
| КАРУСЕЛЬНАЯ МАШИНА ДЛЯ СВАРКИ КОНУСА С ТУБУСОМ ЭЛЕКТРОННОЛУЧЕВОЙ ТРУБКИ | 1973 |
|
SU376330A1 |
| Устройство ударного действия | 1979 |
|
SU814715A1 |
Б-Б
