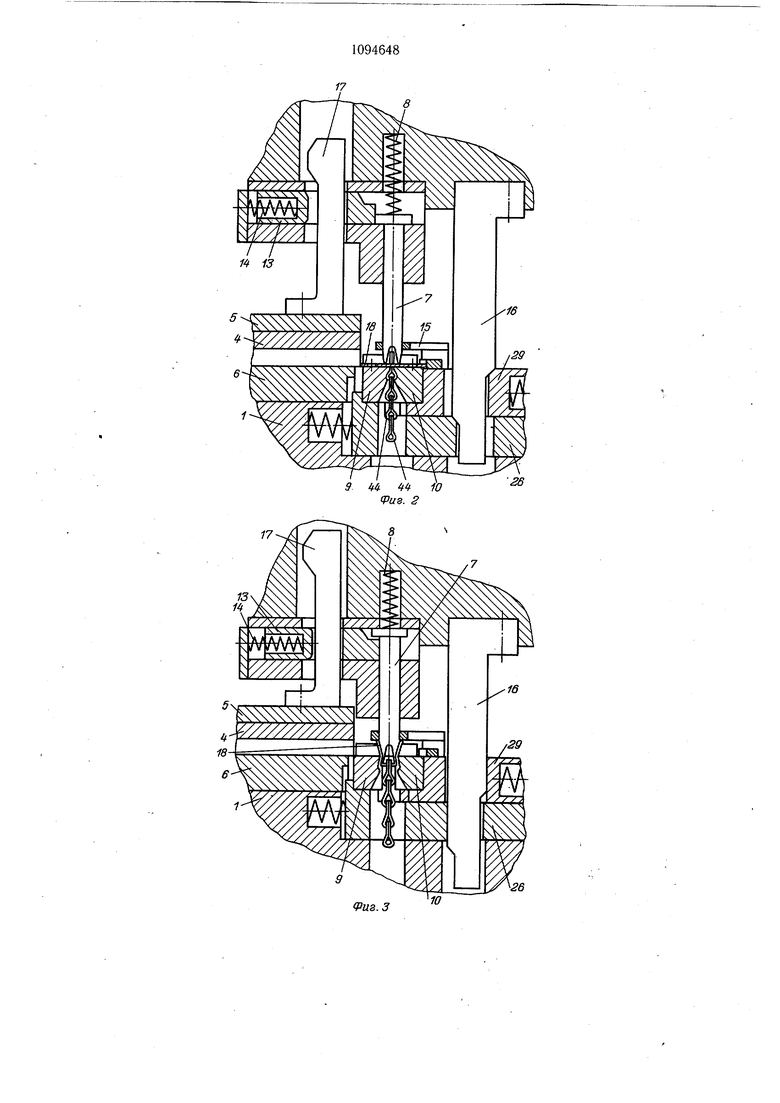
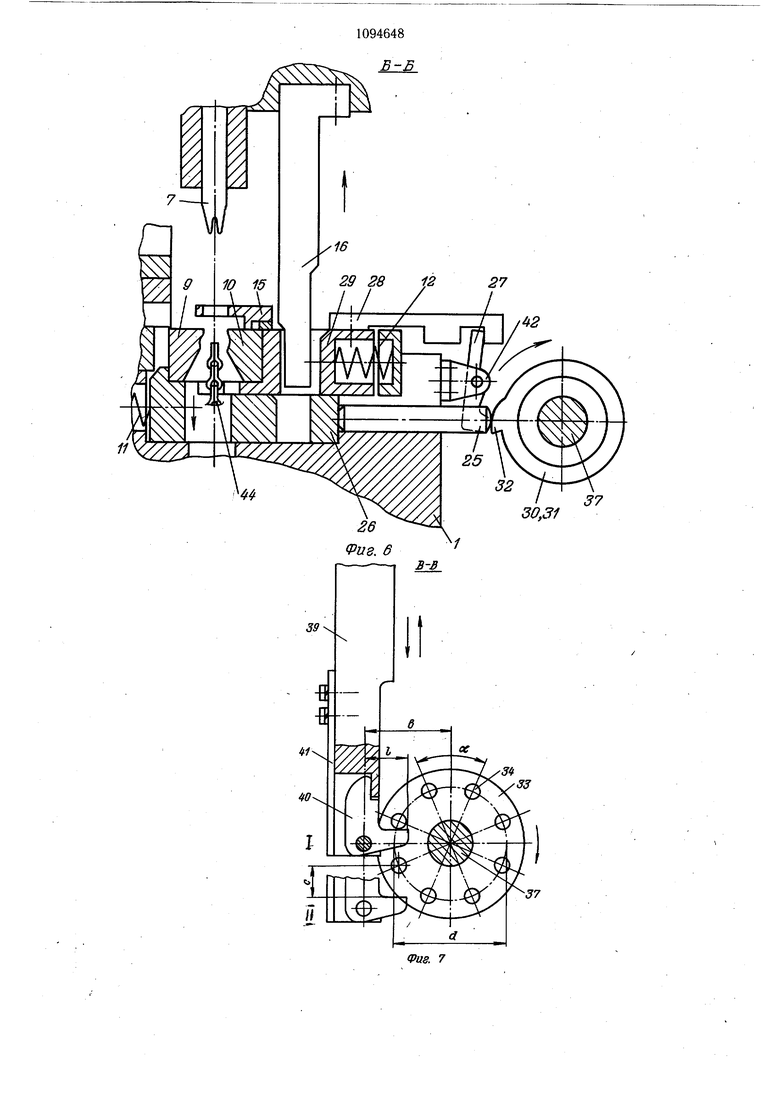
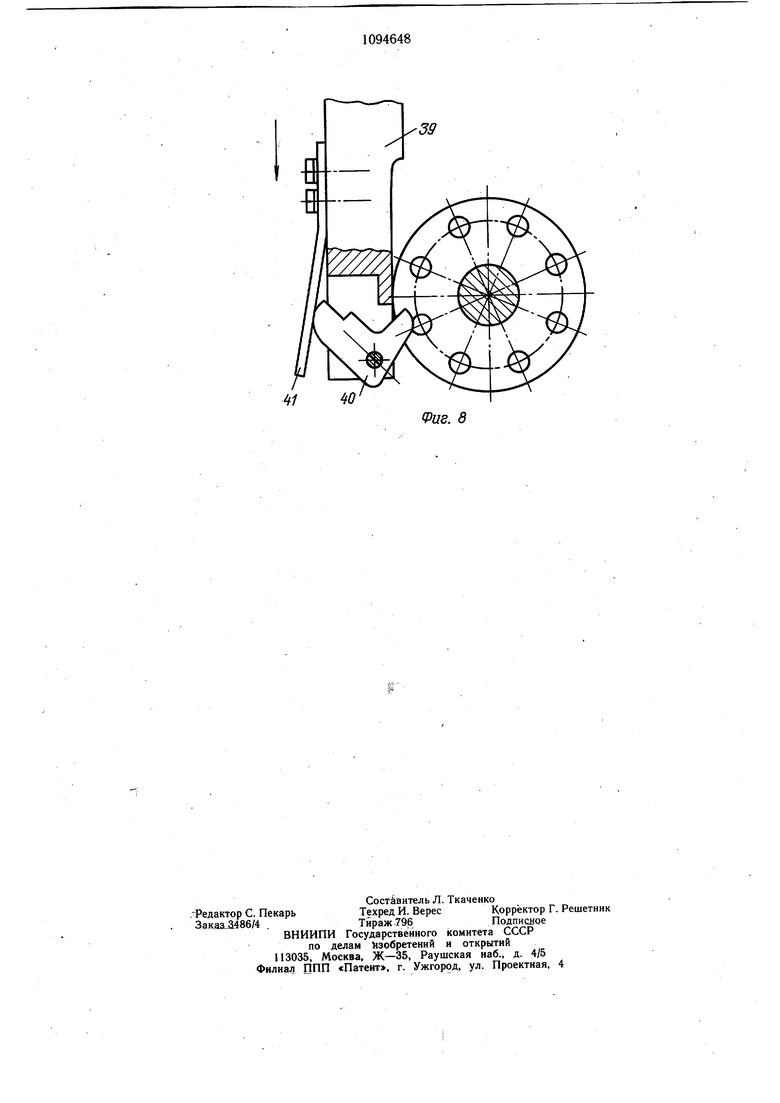
Изобретение относится к обработке металлов давлением, в частности к оснастке для изготовления цепочек. По основному авт. св. № 941015 известен штамп для изготовления цепочки, содержащий верхнюю и нижнюю плиты, позицию вырубки с вырубными пуансонами и матрицами, формовочно-сборочную позицию с формовочным пуансоном и раздвижными формовочными полуматрицами, имеющими клиновый привод, и шиберный механизм для, подачи заготовки звена цепи с позиции вырубки на формовочно-сборочную позицию 1. Недостатком известного штампа является то, что он предназначен для изготовления «бесконечной цепочки и для ее разделения на отрезки с заданным количеством п звеньев приходится разрезать каждое (п + 1)-е звено, что вызывает потери металла и затраты ручного труда на разрезку и тем самым снижает производительность. Цель изобретения - повышение производительности и экономия металла путем обеспечения разделения цепочки н мерные изделия без разрезания ее звеньев. Поставлейная цель достигается тем, что штамп для изготовления цепочки снабжен механизмом дополнительного разъема полуматриц, содержащим толкатель и рычаг, установленные на нижней плите, связанные каждый с соответствуюш,ей полуматрнцей, и привод их возвратно-поступательного перемещения, выполненный в виде втулок с кулачковыми выступами на боковой поверхности, взаимодействующих соответственно с рычагом и толкателем, и диска с равномерно распределенными по окружности пальцами, закрепленных на общей оси в кронштейнах, размещенных на нижней плите, фрикционной шайбы, закрепленной на одном из концов общей оси с возможностью регулировочного перемешения, а также смонтированного на верхней плите поводка с подпружиненной собачкой, установленного с возможностью взаимодействия с пальцами диска, а фрикционная шайба поджата к боковой поверхности одного из кронштейнов. Для обеспечения изготовления отрезков цепочек с разными числами звеньев диск с пальцами и втулки с кулачковыми выступами выполнены сменными. На фиг. 1,изображен штамп, общий вид; на фиг. 2-4 - различные положения сборочно-формовочной позиции щтампа; на фиг. 5 - разрез А-А на фиг. 1 (механизм дополнительного разъема полуматриц); на фиг. 6 - разрез Б-Б на фиг. 5 (положение полуматриц и механизма нх дополнительного разъема в конце изготовления отрезка цепочки; на фиг. 7 - разрез В-В на фиг. 5 (поводок механизма разъема в нерабочем положении); на фиг. 8 - то же, в рабочем положении. Штамп содержит нижнюю плиту 1, верхнюю плиту 2, позицию вырубки, имеющую пуансон и матрицу для вырубки отверстий (не показаны), пуансон 3 и матрицу 4 для вырубки наружного контура звена, съемник 5 и направляющую 6, формовбчно-сборочную позицию, включающую в себя формовочный пуансон 7, подпружиненный пружиной 8 раздвижные формовочные полуматрицы 9 и 10, снабженное пружинами 11 и 12, опорную ползушку 13 пуансона 7 с пружиной 14, съемник 15, клин 16 привода полуматриц 9 и 10 клин 17 привода ползущки 13. Кроме того, штамп содержит шиберный механизм для подачи заготовки18 звена цепочки с позиции вырубки на формовочносборочную позицию. Шиберный механизм включает в себя клин 19, ползушку 20 с шит бером 21, пружиной 22, зашелкой 23 и пластинчатой пружиной 24. Штамп снабжен также механизмом дополнительного разъема формовочных полуматриц 9 и 10 при рабочем цикле изготовления последнего звена каждого отрезка цепочки. Этот механизм выполнен в виде толкателя 25, взаимодействующего через ползушку 26 с полуматрицей 9, рычага 27, взаимодействующего через тягу 28 и ползушку 29 с полуматрицей 10, а также привода, содержащего втулки 30 и 31 с копнрными выступами 32, диск 33 с пальцами 34, равномерно распределенными по окружности, и фрикционную шайбу 35, поджатую к торцу кронштейна 36, установленных на общей оси 37,. закрепленной в кронштейнах 36 и 38, смонтированных на нижней плите 1. Механизм дополнительного разъема полуматриц содержит также смонтированный на верхней плите 2 поводок 39 с поворотной собачкой 40 и ограничительной пружиной 41. Рычаг 27 установлен на кронштейне 42. Фрикционная шайба 35 закреплена на оси 37 двумя гайками 43 с возможностью регулировки усилия трения о торец кронштейна 36, которое должно быть больше усилия, создаваемого пружиной 41 при повороте собачки 40 во время хода поводка 39 вниз. Число пальцев 34 диска 33 назначаетсяравным произведению числа выступов 32 каждой втулки :на число звеньев изготавливаемого отрезка 44 цепочки. С целью обеспечения позвожности изготовления отрезков цепочки с разным количеством звеньев штамп снабжен комплектами сменных втулок 30, 31 и дисков, 33 (для изготовления отрезка цепочки с восемью звеньями применяют диск 33 с восемью пальцами, а втулки 30 и 31 с одним выступом, а для изготовления отрезка цепочки с четырьмя звеньями - втулки 30 и 31 с двумя выступами). Штамп работает следующим образом. При изготовлении первого звена отрезка 44 цепочки после вырубки отверстий пуансонами и вырубки наружного контура за-г готовки 18 звена пуансоном 3 по матрице 4 заготовка 18 попадает в направляющую 6,
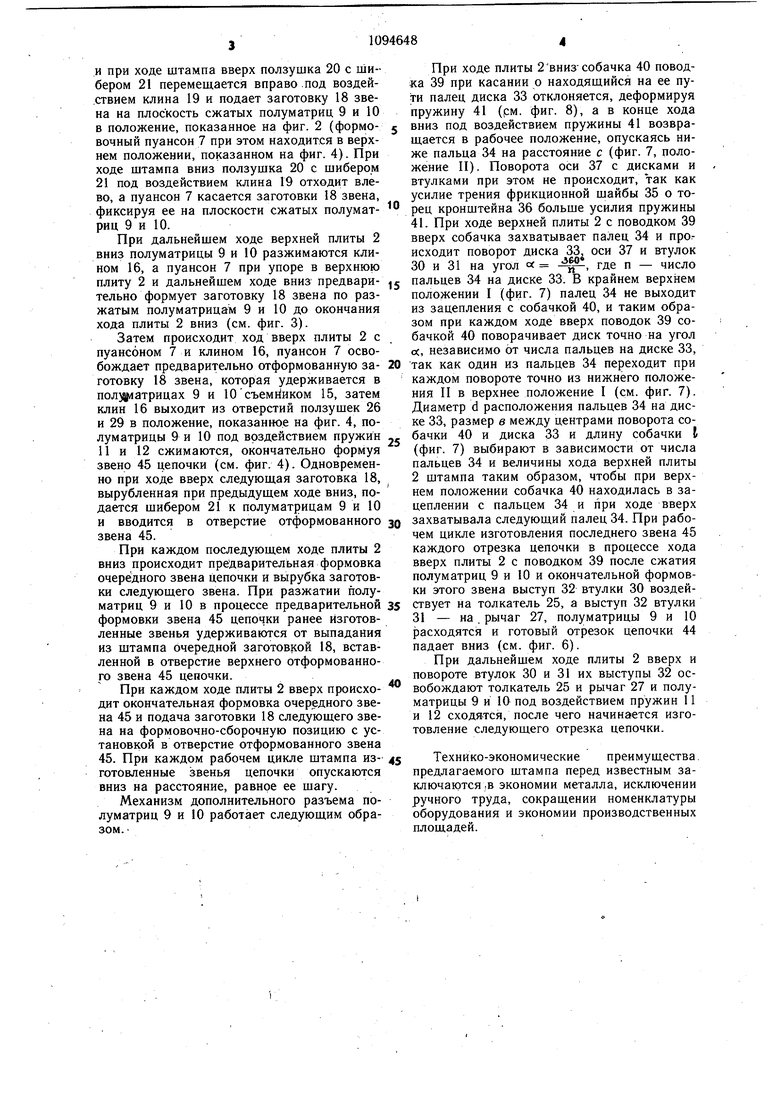
и при ходе штампа вверх ползушка 20 с п1ибером 21 перемещается вправо .под воздействием клина 19 и подает заготовку 18 звена на плоскость сжатых полуматриц 9 и 10 в положение, показанное на фиг. 2 (формовочный пуансон 7 при этом находится в верхнем положении, показанном на фиг. 4). При ходе штампа вниз ползушка 20 с шибером 21 под воздействием клина 19 отходит влево, а пуансон 7 касается заготовки 18 звена, фиксируя ее на плоскости сжатых полуматриц 9 и 10.
При дальнейшем ходе верхней плиты 2 вниз полуматрицы 9 и 10 разжимаются клином 16, а пуансон 7 при упоре в верхнюю плиту 2 и дальнейшем ходе вниз предварительно формует заготовку 18 звена по разжатым полуматрицам 9 и 10 до окончания хода плиты 2 вниз (см. фиг. 3).
Затем происходит ход вверх плиты 2 с пуансоном 7 и клином 16, пуансон 7 освобождает предварительно отформованную заготовку 18 звена, которая удерживается в полляатрицах 9 и lOcbeMriHKOM 15, затем клин 16 выходит из отверстий ползушек 26 и 29 в положение, показанное на фиг. 4, полуматрицы 9 и 10 под воздействием пружин 11 и 12 сжимаются, окончательно формуя звено 45 цепочки (см. фиг. 4). Одновременно при ходе вверх следующая заготовка 18, вырубленная при предыдущем ходе вниз, подается шибером 21 к полуматрицам 9 и 10 и вводится в отверстие отформованного звена 45.
При каждом последующем ходе плиты 2 вниз происходит предварительная формовка очерёдного звена Цепочки и вырубка заготовки следующего звена. При разжатии полуматриц 9 и 10 в процессе предварительной формовки звена 45 цепочки ранее изготовленные звенья удерживаются от выпадания из штампа очередной заготовкой 18, вставленной в отверстие верхнего отформованного звена 45 цепочки.
При каждом ходе плиты 2 вверх происходит окончательная формовка очередного звена 45 и подача заготовки 18 следующего звена на формовочно-сборочную позицию с установкой в отверстие отформованного звена 45. При каждом рабочем цикле щтампа изготовленные звенья цепочки опускаются вниз на расстояние, равное ее щагу.
Механизм дополнительного разъема полуматриц 9 и 10 работает следующим образом.
При ходе плиты 2внизсобачка 40 поводка 39 при касании о находящийся на ее пути палец диска 33 отклоняется, деформируя пружину 41 (см. фиг. 8), а в конце хода вниз под воздействием пружины 41 возвращается в рабочее положение, опускаясь ниже пальца 34 на расстояние с (фиг. 7, положение II). Поворота оси 37 с дисками и втулками при этом не происходит, так как усилие трения фрикционной шайбы 35 о торец кронштейна 36 больше усилия пружины 41. При ходе верхней плиты 2 с поводком 39 вверх собачка захватывает палец 34 и прог исходит поворот диска 33, оси 37 и втулок
30и 31 на угол « , где п - число пальцев 34 на диске 33. В крайнем верхнем положении I (фиг. 7) палец 34 не выходит из зацепления с собачкой 40, и таким образом при каждом ходе вверх поводок 39 собачкой 40 поворачивает диск точно на угол х, независимо от числа пальцев на диске 33, так как один из пальцев 34 переходит при каждом повороте точно из нижнего положения II в верхнее положение I (см. фиг. 7). Диаметр d расположения пальцев 34 на диске 33, размер в между центрами поворота собачки 40 и диска 33 и длину собачки I (фиг. 7) выбирают в зависимости от числа пальцев 34 и величины хода верхней плиты 2 штампа таким образом, чтобы при верхнем положении собачка 40 находилась в зацеплении с пальцем 34 и при ходе вверх захватывала следующий палец 34. При рабочем цикле изготовления последнего звена 45 каждого отрезка цепочки в процессе хода вверх плиты 2 с поводком 39 после сжатия полуматриц 9 и 10 и окончательной формовки этого звена выступ 32 втулки 30 воздействует на толкатель 25, а выступ 32 втулки
31- на , рычаг 27, полуматрицы 9 и 10 расходятся и готовый отрезок цепочки 44 падает вниз (см. фиг. 6).
При дальнейшем ходе плиты 2 вверх и повороте втулок 30 и 31 их выступы 32 освобождают толкатель 25 и рычаг 27 и полуматрицы 9 и 10 под воздействием пружин 11 и 12 сходятся, после чего начинается изготовление следующего отрезка цепочки.
Технико-экономические преимущества. предлагаемого штампа перед известным заключаются |В экономии металла, исключении ручного труда, сокращении номенклатуры оборудования и экономии производственных площадей.
17
26
Pll8.3
| название | год | авторы | номер документа |
|---|---|---|---|
| Комбинированный штамп последовательного действия для изготовления деталей типа втулок,преимущественно полых тонкостенных заклепок | 1985 |
|
SU1301525A1 |
| Штамп горизонтально-ковочной машины | 1987 |
|
SU1530319A1 |
| Комбинированный штамп последовательного действия для изготовления полых тонкостенных заклепок | 1987 |
|
SU1489897A1 |
| Штамп для штамповки деталей | 1983 |
|
SU1123787A2 |
| Штамп для изготовления цепочки | 1980 |
|
SU941015A1 |
| Автоматическая линия изготовления спиралей | 1991 |
|
SU1821276A1 |
| Способ изготовления деталей типа стопорных колец с отогнутыми внутрь усиками и устройство для его осуществления | 1987 |
|
SU1480939A1 |
| Штамп последовательного действия | 1990 |
|
SU1733167A1 |
| Штамп для гибки скоб | 1986 |
|
SU1388152A1 |
| Штамп для выдавливания | 1975 |
|
SU550214A1 |
1. ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ЦЕПОЧКИ по авт. св. № 941015, отличающийся тем, что, с целью повышения производительности и экономии металла путем обеспечения разделения цепочки на мерные изделия без разрезания ее звеньев, он снабжен механизмом дополнительного разъема полу матриц, содержащим толкатель и рычаг, установленные на нижней плите, связанные каждый с соответствующей полуf7 J3 8 7 16 22 матрицей, и привод их возвратно-поступательного перемещения, выполненный в виде втулок с кулачковыми выступами на боковой поверхности, взаимодействующих соответственно с рычагом и толкателем, и дискас равномерно распределенными по окружности пальцами, закрепленных на общей оси в кронштейнах, размещенных на нижней плите, фрикционной щайбы, закрепленной на одном из концов общей оси с возможностью регулировочного перемещения, а также смонтированного на верхней плите поводка с подпружиненной собачкой, установленного с возможностью взаимодействия с пальцами диска, а фрикционная шайба поджата к боковой поверхности одного из кронштейнов. 2. Штамп по п. 1, отличающийся тем, I что втулки с кулачковыми выступами и диск с пальцами выполнены сменными. (Л 21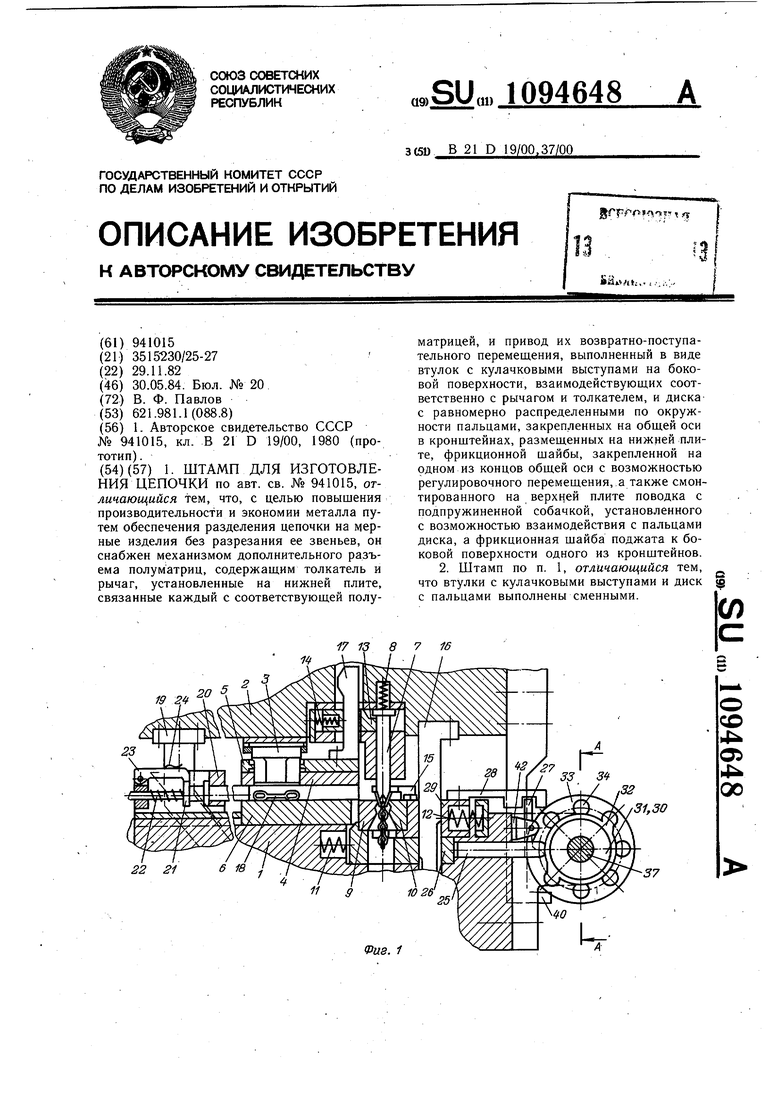
30 37 31 39
н
36 35 3
33 I I I
/
Фи8. 5
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Штамп для изготовления цепочки | 1980 |
|
SU941015A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
