(54) ПОТОЧНАЯ ЛИНИЯ ЦПЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Закалочно-отпускной агрегат | 1989 |
|
SU1775592A1 |
| Поточная линия для упрочняющей обработки труб | 1981 |
|
SU992601A1 |
| Поточная линия для производства колец | 1980 |
|
SU927393A1 |
| Автоматическая линия для термообработки деталей и устройство для закалки деталей | 1981 |
|
SU1016380A1 |
| Поточная линия термообработки труб | 1979 |
|
SU889724A1 |
| Поточная линия для термообработки изделий | 1980 |
|
SU954453A1 |
| Поточная линия для обработки высокопрочных труб | 1983 |
|
SU1196392A1 |
| Поточная линия для термической обработки длинномерных цилиндрических изделий | 1977 |
|
SU753913A1 |
| Закалочная ванна с псевдоожиженнымСлОЕМ | 1978 |
|
SU850695A1 |
| Автоматическая линия бездеформационной термообработки деталей | 1989 |
|
SU1759910A1 |

I
Изобретение относится к термической обработке и может быть использовано при изготовлении коротких цилиндрических изделий, например колец, ёандажей и др.
Известна поточная линия термической обработки изделий, содержащая последовательно установленные , и связанные транспортными механизмами печь для закалки, охлаждающее устройство t 1.
Недостатком данной поточной линии является малая производительность. Это обусловлено большой потерей времени при транспортировке изделий из закалочной печи в охлаждакяцее устройство. Печь для нагрева под закалку обладает ограниченной производительностью, обусловленной применением ручного труда.
Цель изобретения - повышение производительности линии.
Поставленная цель достигается тем, что охлаждающее устройство ва
полиеио в виде имекяцего возможность вращения вокруг вертикальной оси колпака, на внутренней поверхности которого установ;пены сопла, а в нижней части стенки колпака выполнен паз транспортный механизм выполнен в виде секционированного рольганга.
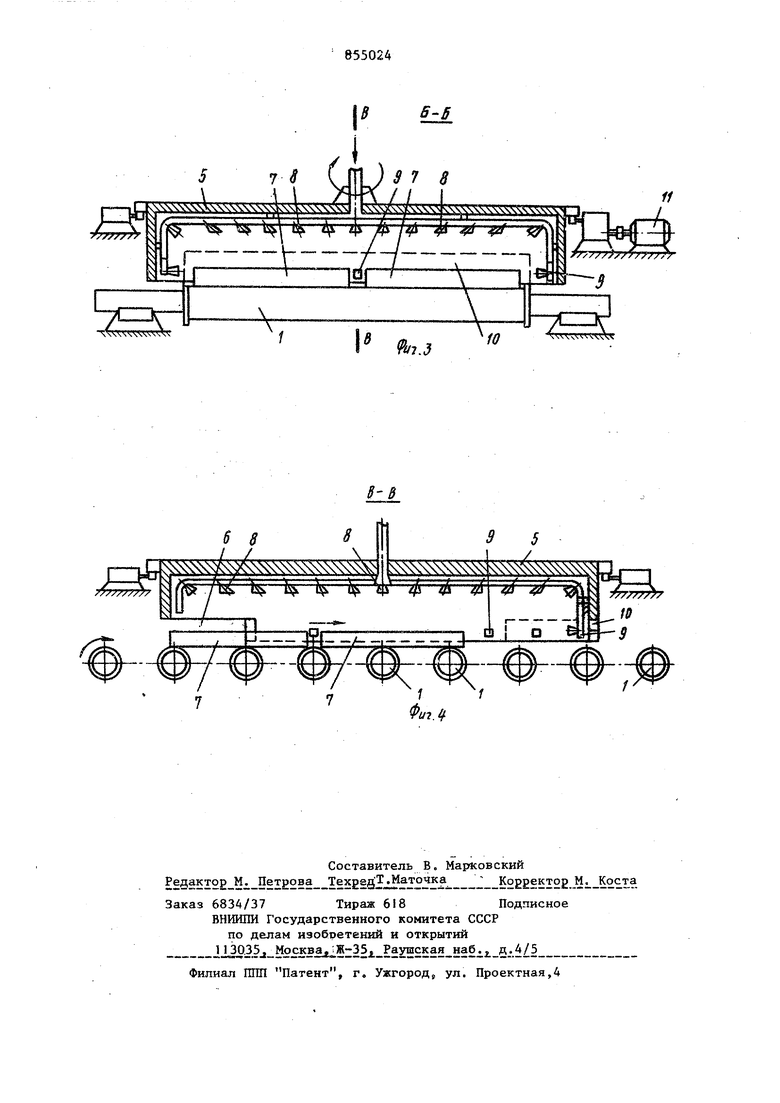
На 4я1Г. 1 изображена схема, поточиой линии для термической обработки кольцевых изделий; на фиг. 2 - разрез А-А на фиг. ; на фиг. 3 - разрез Б-Б на «tair. i; на фиг. 4 - разрез В-В на фиг. 3,
Предлагаемая линия содержит последовательно установленные и связанные секаиониоованным рольгангом 1 лечь 2 0ля нагрева под закалку,охлаждающее устройство 3, печь 4 для отпуска. Охлаждающее устройство 3 выполнено в виде колпака 5. Нижняя чясть колпака 5 имеет паз 6 для загрузки - выгрузки изделий 7 а сопла 8 и 9 расположены на внутренней поверхности колпака 5. С противоположной стороны паза 6 часть 10 колпака 5 вьтолнена съемной и по размерам равна пазу 6.Поточная линия работает следукицим образом. Кольцевые изделия 7 укладываются на транспортный рольганг 1 и поступают в печь 2 для нагрева абд закалку Достигнув температуры закалки изделия 7 (или одно изделие) по секции транспортного рольганга ускоренно транспортируются в охлаждающее устройство 3. Часть секции рольганга 1, находящаяся в печи 2 со стороны выгрузки, после выдачи изделий 7 сразу же переводится на технологическую ско рость. Загрузка изделий 7 в охлажданмцее устройство 3 производится через паз который ориентирован в сторону печи По окончании операции загрузки секция роликов транспортно.го рольганг ; 1J, находящаяся под охлаждающим устрой ствой 3, останавливается, последнее начинает вращаться вокруг своей оси с помощью привода 11, а через сопла 8 и 9 подается охлаждающий агент,например вода. После процесса.охлаждения прекращается подача охлаждающего агента, охлаждающее устройство 3 останавливается, ориентируясь пазом 6 для загрузки-выгрузки в сторону отпус ной печи 4. Далее производится выгрузка изделий 7 из охлаждающего устройства 3 посредством включения секци транспортного рольганга I на повьшенкую скорость, а разгруженное охлаждаю щее устройство 3 ориентируется пазом 6 для загрузки-выгрузки в сторону печи 2 для приема следующей партии коль цевых изделий 7. По окончании процесса отпуска в отпускной печи 4 изделия 7 снимаются с роликового транспортного секционированного рольганга 1 и складируются. Поточная линия для термической обработки кольцевых изделий позволяет также осуществить и их нормализацию с последующим отпуском, В этом случае для возможности транспортировки из84 елий на проход через отключенный спрейер часть корпуса с противоположной стороны отверстию загрузки-выгрузки снимается, Предлагаемая поточная линия по сравнению с известной обладает большей производительностью.Это обусловлено тем, что значительно уменьшены затраты времени на промежуточные вспомогательные операции (выгрузка из печи для нагрева под закдлку,загрузка в охлаждающее устройство и выгрузка из него, загрузка в отпускную печь с применением отдельных разнотнпных механизмов)за счет введения единого транспортирующего механизма. Кроме того, поточная линия обеспечивает более высокое качество термической обработки за счет достижения равномерности охлгикдения изделий, обусловленного рращением охлаждающего устройства, т.е. равномерность подачи охлаждающего агента на изделия . Формула изобретения 1. Поточная линия для термической обработки изделий, содержащая последовательно установленные и связанные транспортньм механизмом закалки и охлажданяцее устройство отличающаяся тем,что, с целью повышения производительности, охлаждающее устройство выполнено в виде имеющего возможность вращения вокруг вертикальной оси цилиндрического колпака, на внутренней поверхности которого установлены сопла, а в нижней части стенки колпака выполнен паз. Z. Линия по п. 1, отличающаяся тем, что транспортный механизм выполнен в виде секционированного рольганга. Источники информации, принятые во внимание при 1. Авторское свидетельство СССР № 389155, кп. С 21D 9/34, 1973.
1
у,
)
77/J
.«
f N
СЗ
HF
&
