Резервуары для хранения бензина и нефти под давлением строятся в настоящее время каплевидными. Оболочка корпуса и днища таких резервуаров собирается из частей / (фиг. 1) листового проката, которым придается двойная кривизна в со ответствии с их взаи,мным расположением в сборке.
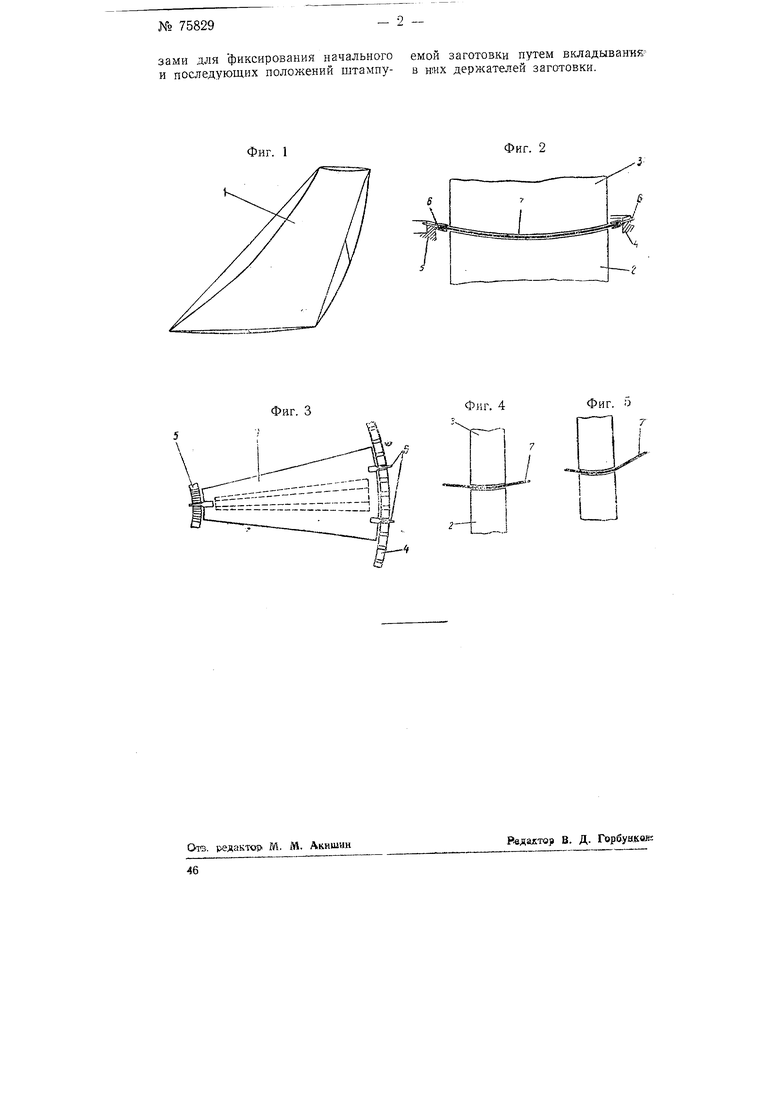
Согласно изобретению предлагается изготовлять эти части холодной Штамповкой на щтампе, изображенном на фиг- 2, 3, 4 и 5.
Продольный профиль ручья матрицы 2 этого штампа (фиг. 2) соответствует кривой меридиального сечения оболочки. В поперечном сечении ручей матрицы 2 (фиг. 4) имеет многогранный контур с одним числом граней по всей длине, ширина которого имеет одну и ту же кратность с шириной изготовляемой части оболочки. Пуансон 3 имеет в сеченли то же очертание, что и ручей матрицы 2. Для фиксаци1и начального и пОСледуюшего положения штампуемой заготовки стол штампа со стороны узких его сторон снабжен направляющими дугами 4 VL 5, имеющими радиальные пазы.
Заготовка 7 с держателями 6 ук.ладывается на матрицу 2 в среднее
положение и обжимается пуансоном 3 (фиг. 4). После подъема пуансона 3 заготовка 7 перемещается на одно деление дуг и вторично обжимается (фиг. 5). Один из перегибов первого обжима совпадает с перегибом второго обжима, чем и обеспеч1ивается взаимное угловое расположение перегибов. Полное изготовление детали.осуществляется за несколько обжвмов, при этом число обжимов зависит от кривизны части / в поперечном сечении.
Предмет изобретения
1.Штамп для изготовления частей оболочки каплевидных резервуаров последовательным изгибанием отдельных участков плоской заготовки, отличающийся тем, что его ручей имеет в продольных сечениях контур соответствующих меридианальных сечевий изготовляемой части оболочки, а в поперечных сечениях многогранные контуры с одним и тем же числом граней, щирина которых имеет одну и ту же кратность с шириной изготовляемой части оболочки ,
2.Форума выполнения штампа по п. 1, отличающаяся тем, что с обеих узких его сторон неподвижно установлены д}ти с радильными па45зами для фиксирования начального и последующих положений штампуемой заготовки путем вкладываниев них держателей заготовки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления листовых изделий двойной кривизны из плоских заготовок и станок для его осуществления | 1951 |
|
SU96094A1 |
| Способ изготовления листовых изделий двойной кривизны и станок для осуществления способа | 1951 |
|
SU98166A1 |
| Резервуар для жидкостей | 1948 |
|
SU81347A1 |
| Способ изготовления электрода-инструмента для электроэрозионной прошивки | 1980 |
|
SU891308A1 |
| Штамп для предварительной формовкиТРОйНиКОВ из ТРубНыХ зАгОТОВОК | 1978 |
|
SU837439A1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ КОНУСОВ ИЗ ЛИСТОВЫХ ЗАГОТОВОК | 1990 |
|
RU2011455C1 |
| Штамп для обжима полых заготовок | 1983 |
|
SU1146123A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ МЕТАЛЛИЧЕСКИХ ЕМКОСТЕЙ | 1994 |
|
RU2074038C1 |
| Способ гибки полых заготовок с дном | 1978 |
|
SU749492A2 |
| Штамп для объемной штамповки изделий со сквозными отверстиями | 1977 |
|
SU727302A1 |
LJ
2--
