Известные способы изготовления листовых изделий двойной, кривизны последовательным формированием плоской заготовки предусматривают формирование листовых изделий двойной кривизны на приводных трехвалковых цилиндрических вальцах с прокладками различной толщины, регулирующими изменение кольцевой кривизны, или на прессах путем пос..1едовательной выбивки на узком пологом штампе, причем изменение кривизнЕ в меридиаиальном направлении достигается изменением хода пуансона одновременно с передвижением листа попере с ujTaMoa.
При этих способах напряжение сжатия в крайних участках приводит к местной потере устойчивости материала и образованию волн и складок до появления необходимой пластической деформации растяжения-сжатия вдоль средней поверхности.
Отсутствие условий для закономерного распределения деформаций средней поверхности и несоответствие взаимного положения инструмента (валков и штампов) окончательной форме ббрабатываемой детали делают известные способы малопроизводительными и исключают возможность автоматического контроля кривизны в процессе гибки. Этн способы требуют особого навыка персонала, выполняюш.его гибку, и не могут обеспечить необходимой для сборки и сварки точнос1и .деталей.
По предлагаемому способу изготовление листовых изделий двойной кривизны осуществляют сначала изгибанием плоской заготовки в одном направлении путе.м зажатия ее между колодками, расположенными в нескольких кривых параллельных рядах, а затем поворотом каждого ряда, кроме первого, около оси, расположенной между ним и предыдущим рядом на уровне центров тяжести кривых этих рядов.
При этом в результате появления пластичных деформаций оболочка принимает очертание поверхности вращения дуги постоянного радиуса.
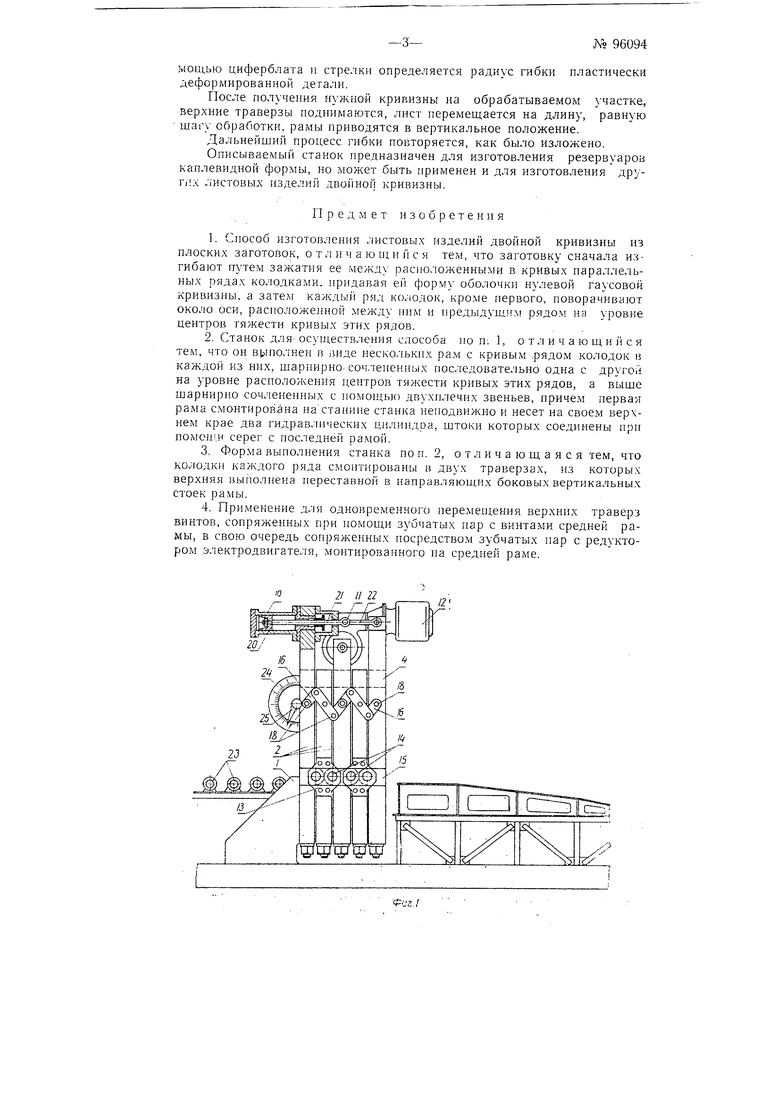
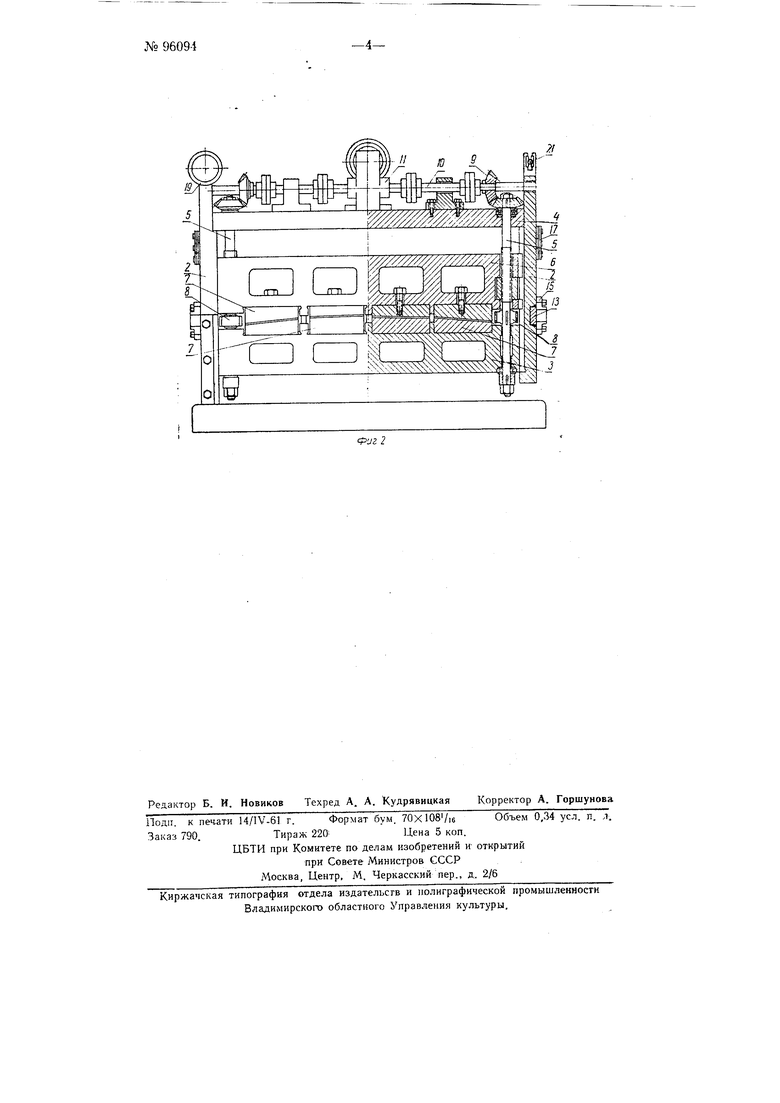
На фиг. 1 показан станок для изготовления листовых изделий двойной кривизны, вид сбоку; на фиг. 2-в левой части-станок, вид спереди, в правой-станок в продольном разрезе.
Описываемый станок состоит из пяти жестких рам шарнирно сое.Vo 96094,
линейных одна с другой. Од11а нз крайних рам (первая) жестко опирается н1 станину /.
В состав каждой рамы входят две вертикальные стойки 2, нижняя iieno-вижная траверза 3 и верхняя поперечина 4.
В пазах стоек каждой рамы винтами 5 передвигается верхняя траверза 6. Верхняя и нижняя траверзы имеют гнезда, в которые закладываются колодки. 7, образуюпи е рабочие поверхности для защемления изгибаемого листа.
Защемляющие поверхности колодок, за исключением колодок крайних miM, могут иметь лпругое г окрытие, например резиновое.
Винты 5 смежных рам соединяются между собой текстолитовыми шестернями S.
Винты средней рамы через коническую передачу .9 и валы 10 соединены с червячным редуктором 11, который приводится во вращение электродвигателем 12, смонтированным на этой раме.
Рамы соединены между собой и;ариирами, состоящими из иланок 13 с пяифами 14, на которые надеваются иодшипиики 15. Планки жестко присоединяются к стойкам иечетных рам (иервой, третьей и пятой), а иодишпники - к четных рам (irropoii и четвертой). Оси шарниров располагаются па уровне центра тяжести кривой поперечного сечения зан,ем:1енно1о листа.
Верхние концы рам соединяются между собой системой рычагов 16 п 77, расиоложенпых один к другому под углом и иоследовательно соединенных парпирами 18. Концы рычагов 16 niapinipaMn соединены со CToiiKa.Mii крайних рам, а середины рыча1ов 17-с рычагами средней рамы. Эти рычаги обеспечп1зают равио.мериое угловое смещение рал относительно друг друга.
На верхние концы первой рамы устанавливаются Д15а гидравлических цилиндра 19 с поршнями 20, штоки 21 которых ири иомощи серег 22 соединены с носледпей (пятой) рамой.
Станок действует следуюш,пм образом.
В исходном иоложении все должиы быть в вертикальной плоскости. Включается электродвигатель 12, движение от которого через редуктор У/ и коническую передачу .9 передается на винтысредней рамы и через шестерни 8 на все остальные винты. Врап1ением винтов одновременно поднимаются все верхние траверзы.
По рольгаиту 23 между колодками верхних и нижних траверз вводится изгибаемый лист, иосле чего электродвигатель приводится во вращение в обратную сторону и лист защемляется, принимая форму оболочки нулевой гаусовой кривизны.
В левой (по чертежу) полости гидравлических цилиндров создается давление, отчего иоршни приходят в движение и вызывают поворот подвижной крайней рамы. При этом на колодках крайней рамы развивается момеит, под действием которого оболочка изгибается и принимает очертание поверхности двойной кривизны.
Рычаги 16 и 17 приводят в движение средние рамы, причем между рамами образуются равные одновременно нарастающие углы.
Таким образом, рычаги 16 и 17 обеспечивают равномерность распределения деформации в направлении гибки.
Величина радиуса гибки в каждый данный момент контролируется с помощью шкалы 24 и стрелки 25, приводимой в движение рычагом 16.
Когда радиус гибки достигает заданной величины, левые .полости гидравлических цилиндров соединяются со сливом. В правых полостях создается дав;1ение, необходимое то.тько для уравновешивания момента веса механизма ра.м относительно шарнира первой рамы. Так как при это.м соверщешю исключается воздействие механизма на изгибаему1(:), детсль,упругие деформации, в ней должны исчезнуть.
Освобождаясь от упругой дефор.маций, деталь прпведет механизм... рам в 1Ю.ложеиие, соответствующее пласт ческой деформации. С помощью циферблата и стрелки определяется радиус гибки пластически деформировапной детали.
После получения нужной кривизны на обрабатываемом участке, верхние траверзы поднимаются, лист перемещается на длину, равную щагч обработки, рамы приводятся в вертикальное положение.
Далгзнейший процесс гибки повторяется, как было изложено.
Описываемый станок предназначен для изготовления резервуаров каплевидной формы, но может быть применен и для изготовления друГ)л JiHCTOBbLx издели дво11Н01 г кривизны.
Предмет изобретения
1. Способ изготовления .тистовы.х изделий двойной кривизны из плоских заготовок, о т л и ч а ю щ и и с я тем, что заготовку сначала изгибают путем зажатия ее между расположенными в кривых параллельных рядах колодками, придавая ей форму оболочки нулевой гаусовой кривизны, а затем каждый ряд колодок, кроме первого, поворачивают около оси, расположе1П ОЙ между пим и предыдущим рядом на уровне центров тяжести кривых этих рядов,
2.Станок для осуществления способа )о п: 1, о т л и ч а ю щ и и с я тем, что он выполнен в ;1иде неско.лькпх рам с кривым .рядом колодок в каждой из них, щарпирно еоч.тенепиых последовательно одна с другой на уровне расположения центров тяжести кривых этих рядов, а выще щарнирцо сочлененных с помощью двухплечпх звеньев, причем первая рама смонтирована па станине станка неподвижно и несет на своем верхнем крае два гидравлических цилиндра, штоки которых соединены прп помощи серег с последней ра.мой.
3.Форма выполнения станка поп. 2, о т л и ч а ю щ а я с я тем, что колодки каждого ряда смоптированы в двух траверзах, из которых верхняя выполнена переставной в направляющих боковых вертикальных стоек рамы.
4.Применение для одновременного перемепдения верхних траверз винтов, сопряженных при помощи зубчатых пар с винтами средней рамы, в свою очередь сопряженных посредством зубчатых пар с редуктором электродвигателя, монтированного па средней раме.
2/ II 22
Фиг 2