1
Изобретение относится к области обработки металлов давлением, а точнее, к станам поперечно-винтовой прокатки и наиболее эффективно может , быть использовано для прокатки шаров и коротких тел вращения.
Известна главная линия стана для прокатки шаров, содержащая рабочую Q KJieTb с валками, имеющими винтовые реборды, шестеренную клеть и соединительное устройство. Выходные валы шестеренной клети связаны через соединительное устройство с валками .ра- ., бочей клети, установленными на угол подачи для осуществления их вращения от электродвигателя Щ.
Соединительное устройство выполнено в виде универсального шпинделя, состоящего из промежуточного вала и двух одинаковых универсальных шарниров.
Недостаток этой конструкции заключается в том, что в силу неточности 25 изготовления перед прокаткой не обеспечивается совпадение начала винтовых реборд обоих валков рабочей клети. В результате точность шаров - невысокая.
Наиболее близким к изобретению по технической сущности является соединительное устройство главной линии шароп окатногр стана, содержащее связывающие рабочие валки с выходными валами шестеренной клети два универсальных шпинделя, связанных посредством универсальных шарниров с выходными валами шестеренной клети и с рабочими валками, а также механизм для разворота одного рабочего валка относительно другого, имеющий полумуфту, закрепленную на универсальном шарнире, связывающем универсальный шпиндель с выходным валом шестеренной клети, и расположенную на валу шестеренной клети 2.
Недостаток известной конструкции соединительного устройства зак.гаочается в том, что проворот шпинделя для настройки рабочих валков при остановленном двигателе осуществляется вручную. При этсм, учитывая большой . вес проворачиваемых масс, необходимо прикладывать к шпинделю довольно большой крутящий момент, поэтому вручную произвести проворот весьма трудоемко при больших размерах станов, что связано со значительными
атратами времени. В результате увеичиваются простои стана и соответст енно снижается его производительость.
Целью настоящего изобретения явяется упрощение, облегчение настройи рабочих валков стана и сокращение ремени на настройку.
Поставленная цель достигается тем, то механизм для разворота одного ра,бочего валка относительно другого вы полнен в виде червячной пары, чарвячное колесо которой установлено жестко на соответствующем этому валку выходном валу шестеренной клети, а червяк смонтирован в полумуфте и зафиксирован от перемещения в осевом направлении.
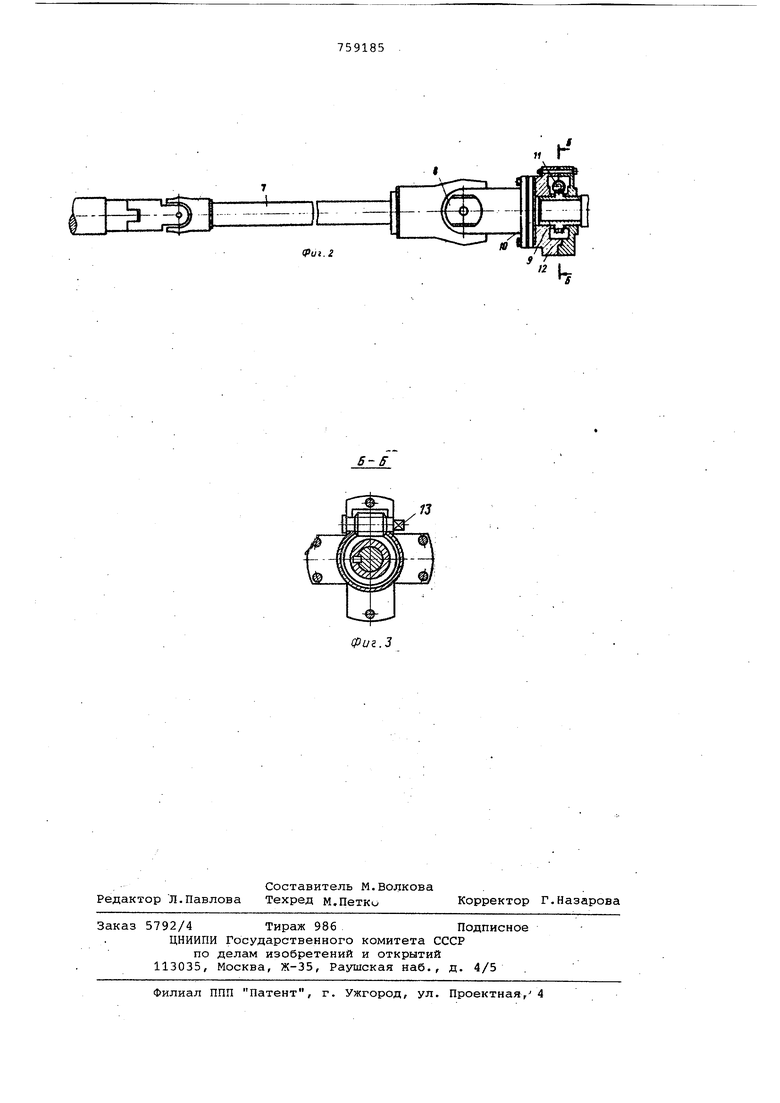
На фиг. 1 изображена главная ли,ния шаропрокатного стана, общий вид; на фиг. 2 - соединительное устройство; на фиг. 3 - разрез Б-Б на фиг.2. 1 Соединительное устройство главной линии шаропрокатного стана связывает рабочую 1 и шестеренную 2 клети. Соединительное устройство содержит универсальный шпиндель 3 и механизм 4 для разворота одного рабочего валка 5 клети 1 относительно другого рабочего валка 6 клети 1. В свою очередь универсальный шпиндель 3 состоит из промежуточного вала 7 и двух универсальных шарниров 8 на его концах. Механизм 4 установлен со стороны шестеренной клети 2 и выполнен в виде самотормозящейся червячной пары, у которой червячное колесо 9 установлено жестко на выходном валу 10 шестеренной клети 2, а червяк 11 вмонтирован в полумуфте 12 и зафиксирован от перемещения в осевом направлении. Червяк 11 имеет хвостовик 13, специально обработанный под ключ. Полумуфта 12 выполнена за одно целое с головкой универсального шарнира 8.
Устройство работает следующим образом.
Соединительное устройство предназначено для передачи крутящего момента от валов 10 шестеренной клети 2 к валкам 5-рабочей клети 1. Для получения качественных шаров перед прокаткой винтовые реборды 14 валков 5, б необходимо совместить, что достигается проворотом одного валка 5 клети 1 относительно другого неподвижйого валка 6. Проворот валка 5 производится при остановленном двигатэле 15. При этом червяк 11 вращают за хвостовик 13, например, гаечньм ключом. Поскольку червяк 11 в осевом направлении зафиксирован в по лумуфте 12, та он совершает относительное движение (обкатку) по отношению к червячному колесу 9.
Соответственно рабочий валок 5, кинематически связанный с червяком 11, совершает относительное движение по отношению к другому валку 6, связанному через шестеренную клеть 2 с червячным колесом 9. В результате достигается требуемое совмещение начала винтовых реборд на обоих валках при прокатке. После настройки валков 5, 6 клети 1 включается двигатель 15, и производится процесс прокатки шаров. При этом крутящий момент передается от шестеренной клети 2 на универсальный шпиндель 3, снабженный 5 механизмом 4, через неподвижные друг относительно друга элементы зацепления червячного колеса 9 и червяка 11.
Предлагаемое соединительное устрой-ство по сравнению с лучшими образцами аналогичного оборудования позволяет сократить время настройки при одновременном облегчении и упрощении процесса настройки. Годовой экономический эффект на одном шаропрокатном с станесоставляет 20 тыс. руб.
Формула изобретения Соединительное устройство главной линии шаропрокатного стана, содержащее связывающие рабочие валки с выходными валами шестеренной клети два D -универсальных шпинделя, связанных
посредством универсальных шарниров с выходными валами шестеренной клети и с рабочими валками, а также механизм для разворота одного рабочего валка 5 относительно другого, имеющий полумуфту, закрепленную на универсальном шарнире, связывающем универсальный шпивдель с выходным валом шестеренной клети, и расположенную на валу 0 шестеренной клети, отличающееся тем, что, с целью упрощения, облегчения настройки рабочих валков стана и сокращения времени на настройку, механизм для разворота одного рабочего валка относительно другого выполнен в виде червячной пары, червячное колесо которой установлено жестко на соответствующем этому валку выходном валу шестеренной клети, а червяк смонтирован в полумуфте и 0 зафиксирован от перемещения в осевом направлении.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР 5 -по заявке № 2337269/25-27,
кл. В 21 Н 1/14, 18.04.78.
2.Авторское свидетельство СССР по заявке 2614854/25-27,
кл. В 21 Н 1/14, 18.04.78 (прототип).
ЖЗ
Ipui. 2

| название | год | авторы | номер документа |
|---|---|---|---|
| Главная линия стана для прокатки шаров | 1978 |
|
SU685399A1 |
| ГЛАВНАЯ ЛИНИЯ СТАНА ДЛЯ ПРОКАТКИ ШАРОВ | 1998 |
|
RU2162025C2 |
| Главная линия стана поперечно-винтовой прокатки | 1976 |
|
SU700989A1 |
| Устройство для разворота барабана с валками | 1980 |
|
SU929288A1 |
| РЕВЕРСИВНЫЙ ПРОКАТНЫЙ СТАН | 1996 |
|
RU2112614C1 |
| ГЛАВНАЯ ЛИНИЯ СТАНА ВИНТОВОЙ ПРОКАТКИ | 2005 |
|
RU2308329C2 |
| Трубопрокатный стан поперечно- винтовой прокатки | 1977 |
|
SU713627A1 |
| Регулировочная муфта, преимущественно главной линии стана периодической прокатки | 1980 |
|
SU944694A1 |
| Устройство для разворота барабана с валками | 1978 |
|
SU738732A1 |
| ДВУХКАЛИБРОВАЯ КОМБИНИРОВАННАЯ КЛЕТЬ | 1995 |
|
RU2088351C1 |

и
(риг.З
