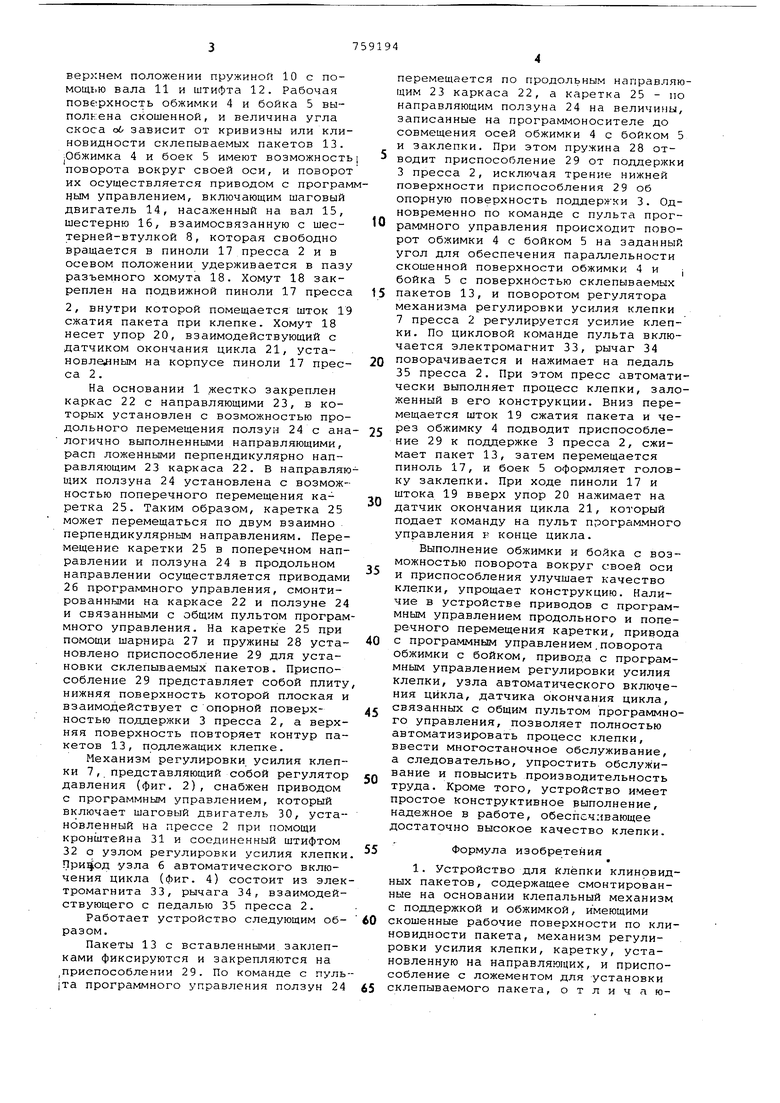
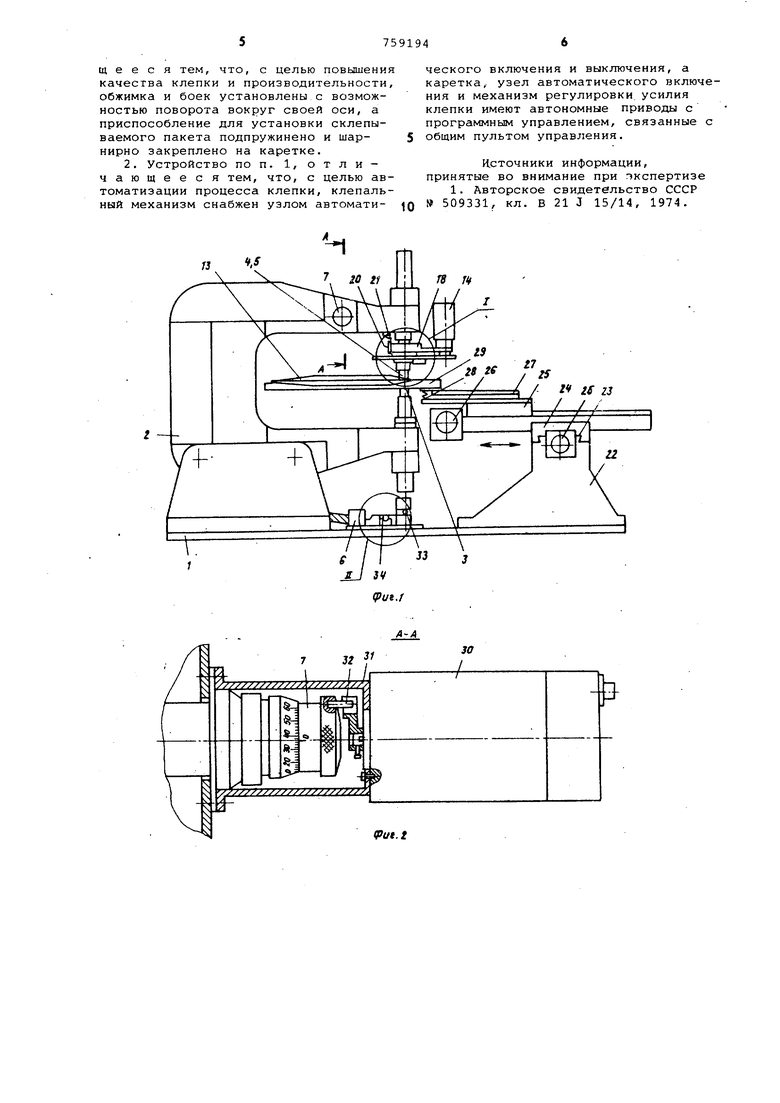
Изобретение относится к области клепки. Известно устройство для клепки клиновидных пакетов, содержащее смо тированные на основании клепальный механизм с поддержкой и обжимкой, имеющими скошенные рабочие поверхнос ти по клиновидности пакета, механизм регулировки усилия клепки, каретку, установленную на направляющих, и при способление с ложементом. При этом клепальный механизм в виде скобы смонтирован на каретке, установленной на поворотном кронштейне, который поворачивается вручную i . Недостатками известного устройства являются низкое качество клепки из-за отсутствия сжатия пакета, нена дежность в работе и малая автоматиза ция процесса клепки. Целью изобретения является повыше ние качества клепки и производительности. Поставленная цель достигается за счет того, что обжимка и боек установлены с возможностью поворота вокруг своей оси, а приспособление для установки склепываемого пакета подпружинено и шарнирно закреплено на каретке. Кроме того, с целью автоматизации процесса клепки, клепальный механизм снабжен узлом автоматического включения и выключения, а каретка, узел автоматического включения и механизм регулировки усилия клепки имеют автономные приводы с программным управ лением, связанные с общим пультом /правления. На фиг. 1 схематично изображено рписываемое устройство для клепки; на фиг. 2 - сечение А-Л на фиг. 1; на фиг. 3 - узел I на фиг. 1; на фиг. 4 - узел II на фиг. 1; на фиг. 5 схематически изображено шарнирно-подпружиненное приспособление с пакетом. Устройство содержит установленный на основании 1 клепальный механизм 2, который представляет собой пресс, выполняющий автоматический цикл клепки - поджим пакета, образование головки заклепки и возврат в исходное положение. Клепальный механизм 2 име.ет поддержку 3, обжимку 4 с бойком 5, узел б автоматического вк.г1ючения, механизм регулировки усилия клепки 7. Обжи1 1ка 4 с бойком 5 устанавливаются в отверстие шестерни, - втулки 8 и закрепляются пружинным замком 9. Обжимка 4 удерживается на бойке 5 в
положении пружиной 10 с помощью вала 11 и штифта 12. Рабочая поверхность обжимки 4 и бойка 5 выполнена скошенной, и величина угла скоса об зависит от кривизны или клиновидности склепываемых пакетов 13. ;0бжимка 4 и боек 5 имеют возможность поворота вокруг своей оси, и поворот их осуществляется приводом с программным управлением, включающим шаговый двигатель 14, насаженный на вал 15, шестерню 16, взаимосвязанную с шестерней-втулкой 8, которая свободно вращается в пиноли 17 пресса 2 и в осевом положении удерживается в пазу разъемного хомута 18. Хомут 18 закреплен на подвижной пиноли 17 пресса
2, внутри которой помещается шток 19 сжатия пакета при клепке. Хомут 18 несет упор 20, взаимодействующий с датчиком окончания цикла 21, установлелным на корпусе пиноли 17 пресса 2 .
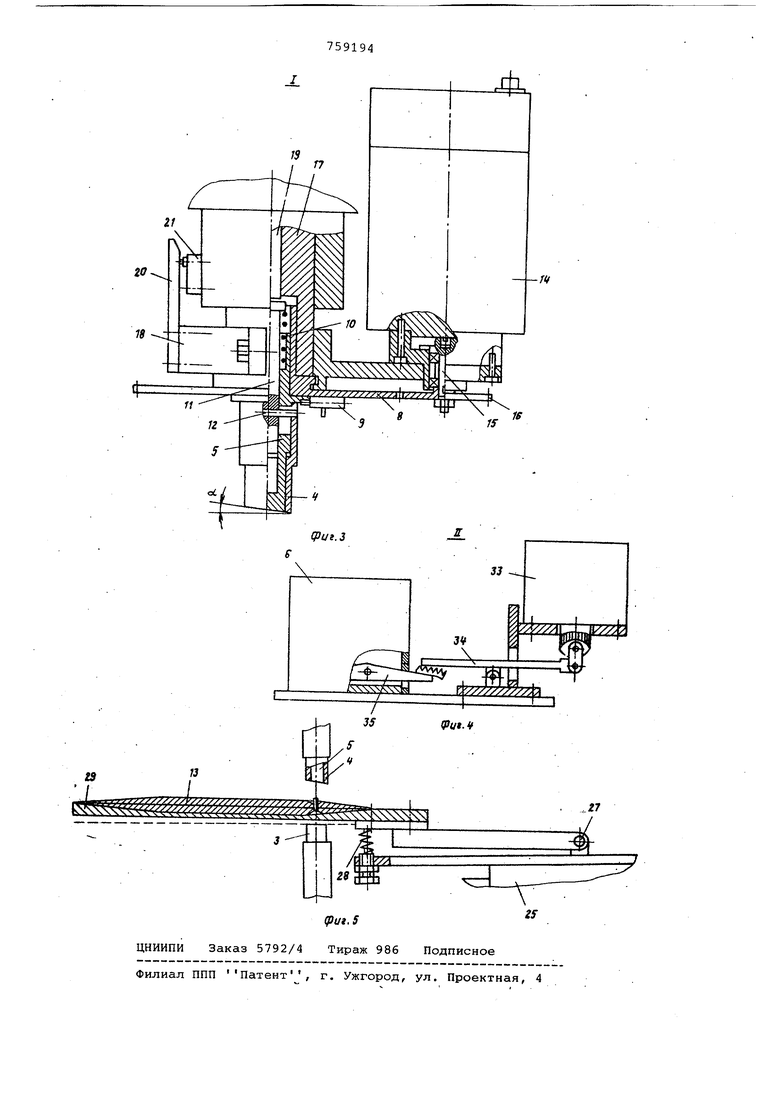
На основании 1 жестко закреплен каркас 22 с направляющими 23, в которых установлен с возможностью продольного перемещения ползун 24 с аналогично выполненными направляющими, расп ложенными перпендикулярно направляющим 23 каркаса 22. В направляющих ползуна 24 установлена с возможностью поперечного перемещения каретка 25. Таким образом, каретка 25 может перемещаться по двум взаимно перпендикулярным направлениям. Перемещение каретки 25 в поперечном направлении и ползуна 24 в продольном направлении осуществляется приводами 26 программного управления, смонтированными на каркасе 22 и ползуне 24 и связанными с общим пультом программного управления. На каретке 25 при помощи шарнира 27 и пружины 28 установлено приспособление 29 для установки склепываемых пакетов. Приспособление 29 представляет собой плиту нижняя поверхность которой плоская и взаимодействует с опорной поверхностью поддержки 3 пресса 2, а верхняя поверхность повторяет контур пакетов 13, подлежащих клепке.
Механизм регулировки усилия клепки 7, представляющий собой регулятор давления (фиг. 2), снабжен приводом с программным управлением, который включает шаговый двигатель 30, установленный на прессе 2 при помощи кронштейна 31 и соединенный штифтом 32 о узлом регулировки усилия клепки Привод узла 6 автоматического включения цикла (фиг. 4) состоит из электромагнита 33, рычага 34, взаимодействующего с педалью 35 пресса 2.
Работает устройство следующим образом.
Пакеты 13 с вставленными, заклепками фиксируются и закрепляются на приспособлении 29. По команде с пуль|та программного управления ползун 24
перемещается по продольным направляющим 23 каркаса 22, а каретка 25 - по направляющим ползуна 24 на величины, записанные на программоносителе до совмещения осей обжимки 4 с бойком 5 и заклепки. При этом пружина 28 отводит приспособление 29 от поддержки 3 пресса 2, исключая трение нижней поверхности приспособления 29 об опорную поверхность поддержки 3. Одновременно по команде с пульта программного управления происходит поворот обжимки 4 с бойком 5 на заданный угол для обеспечения параллельности скошенной поверхности обжимки 4 и бойка 5 с поверхностью склепываемых пакетов 13, и поворотом регулятора механизма регулировки усилия клепки 7 пресса 2 регулируется усилие клепки. По цикловой команде пульта включается электромагнит 33, рычаг 34 поворачивается и нажимает на педаль 35 пресса 2. При этом пресс автоматически выполняет процесс клепки, заложенный в его конструкции. Вниз перемещается шток 19 сжатия пакета и через обжимку 4 подводит приспособление 29 к поддержке 3 пресса 2, сжимает пакет 13, затем перемещается пиноль 17, и боек 5 оформляет головку заклепки. При ходе пиноли 17 и штока 19 вверх упор 20 нажимает на датчик окончания цикла 21, который подает команду на пульт программного управления в конце цикла.
Выполнение обжимки и бойка с возможностью поворота вокруг своей оси и приспособления улучшает ;ачество кле.пки, упрощает конструкцию. Наличие в устройстве приводов с программным управлением продольного и поперечного перемещения каретки, привода с программным управлением.поворота обжимки с бойком, привода с программным управлением регулировки усилия клепки, узла автоматического включения цикла, датчика окончания цикла, связанных с общим пультом программного управления, позволяет полностью автоматизировать процесс клепки, ввести многостаночное обслуживание, а следовательно, упростить обслуживание и повысить производительность труда. Кроме того, устройство имеет простое конструктивное рыполнение, надежное в работе, обеспечивающее достаточно высокое качество клепки.
Формула изобретения
1. Устройство для клёпки клиновидных пакетов, содержащее смонтированные на основании клепальный механизм с поддержкой и обжимкой, имеющими скошенные рабочие поверхности по клиновидности пакета, механизм регулировки усилия клепки, каретку, установленную на направляющих, и приспособление с ложементом для установки склепываемого пакета, отличающ е е с я тем, что, с целью повышения качества клепки и производительности, обжимка и боек установлены с возможностью поворота вокруг своей оси, а приспособление для установки склепываемого пакета подпружинено и шарнирно закреплено на каретке.
2, Устройство по п. 1, отличающееся тем, что, с целью автоматизации процесса клепки, клепальный механизм снабжен узлом автоматиW
ческого включения и выключения, а каретка, узел автоматического включения и механизм регулировки усилия клепки имеют автономные приводы с программным управлением, связанные с общим пультом управления.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР 509331, кл. В 21 J 15/14, 1974.
/7 /
/- W /г- 2J
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПРЕССОВОЙ КЛЕПКИ КЛИНОВИДНЫХ ПАКЕТОВ | 2003 |
|
RU2253536C1 |
| Устройство для клепки клиновидных пакетов | 1977 |
|
SU632463A1 |
| Устройство для прессовой клепки клиновидных пакетов | 1981 |
|
SU1006031A1 |
| Клепальный пресс | 1989 |
|
SU1620198A1 |
| Пневматический клепальный пресс | 1976 |
|
SU770637A1 |
| ПОЛУАВТОМАТИЧЕСКИЙ КЛЕПАЛЬНЫЙ СТАНОК | 1969 |
|
SU253555A1 |
| Клепальное устройство | 1990 |
|
SU1754313A1 |
| Установка для клепки | 1980 |
|
SU950474A1 |
| СВЕРЛИЛЬНО-КЛЕПАЛЬНЫЙ АВТОМАТ | 1968 |
|
SU220010A1 |
| Автоматическая клепальная машина | 1930 |
|
SU33377A1 |
30
iptft.t
ZO
7в ie
ff
