Изобретение относится к общему машиностроению и касается сборки втулочно- роликовых цепей.
Целью изобретения является повышение качества сборки и расширение технологических возможностей за счет обеспечения сборки легких втулочно-роликовых цепей с ма;1ыми шагами, имеюш.их выступающие концы валиков небольшой высоты, например цепи ПР-12, 7-1000-1 по ГОСТ 13568-75.
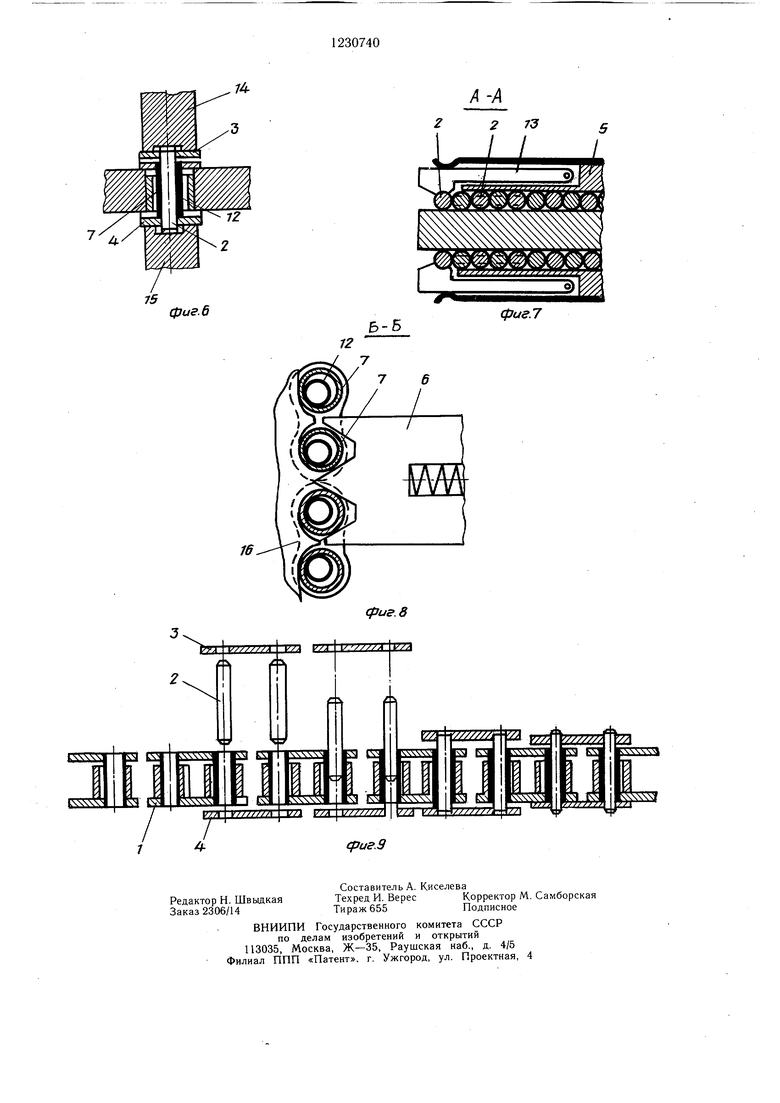
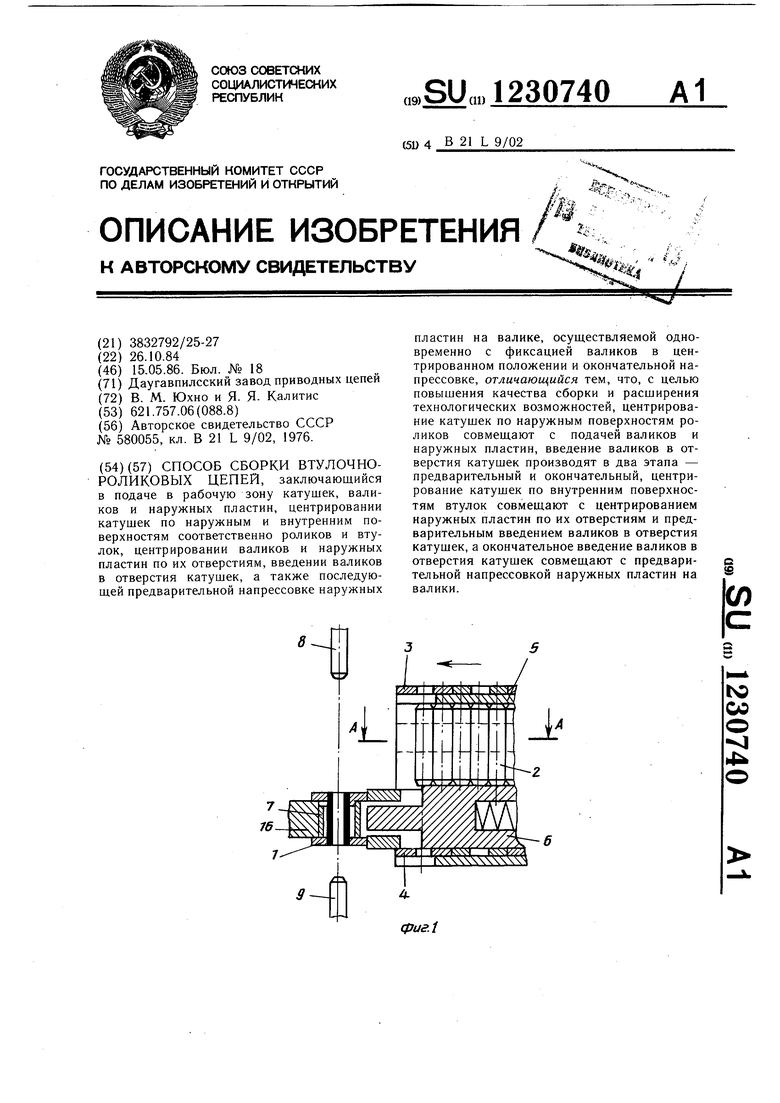
На фиг. 1 показана схема расположения элементов цепи перед их подачей на позицию предварительной сборки; на фиг. 2 - схема подачи элементов цепи с центрированием катушек по наружным поверхностям втулок; на фиг. 3 - схема предварительного введения валиков в отверстия катушек с центрированием наружных пластин по их отверстиям и центрированием катушек по внутренним поверхностям втулок; на фиг. 4 - схема удержания валиков; на фиг. 5 - схема предварительной напрес- совки наружных пластин на валики; на фиг. 6 - схема окончательной напрессов- ки наружных пластин на валики; на фиг. 7 - сечение А-А на фиг. 1 (схема фиксирования валиков в магазине-подавателе); на. фиг. 8 - сечение Б-Б на фиг. 2 (схема центрирования катушек по наружным поверхностям втулок); на фиг. 9 - схема сборки цепи.
Втулочно-роликовую цепь собирают из катушек 1, валиков 2 и наружных пластин 3 и 4 (верхних и нижних соответственно). Перемещение катушек и собранной цепи осуществляется в направлении, перпендикулярном направлению перемещения наружных пластин и валиков на позицию прессовки.
Сборку осуществляют следующим образом.
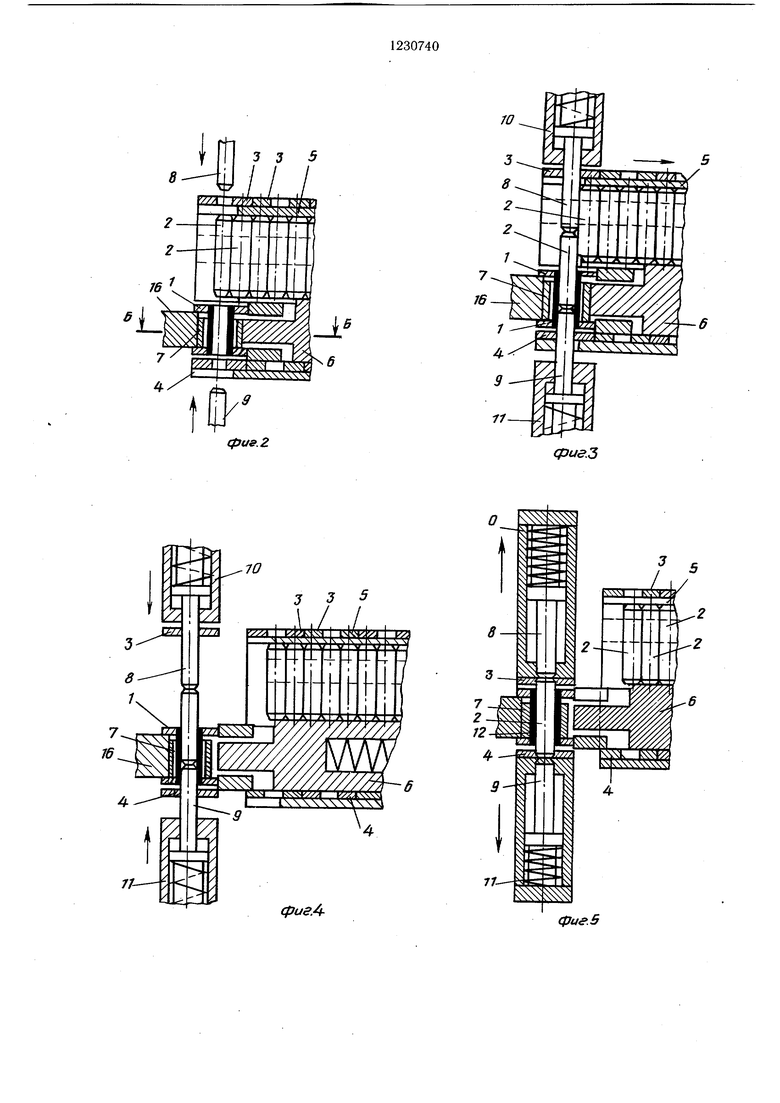
Зафиксированные в магазине-подавателе 5 наружными пластинами 3 и 4 валики перемещаются магазином-подавателем 5 на позицию предварительной напрессовки (фиг. 2). При перемещении подпружиненные призмы 6, также расположенные в магазине- подавателе 5, центрируют уже находящиеся на позиции предварительной напрессовки ка20
но в верхнем 10 и нижнем 11 ползунах.
При движении ползунов 10 и П (фиг. 3) навстречу один другому нижние пальцы 9 центрируют нижнюю пластину 4 и при сво5 ем дальнейшем продвижении «вверх осуществляют точное центрирование катушек 1 по .внутренним поверхностям втулок 12. Одновременно при движении верхних пальцев 8 «вниз происходит центрирование верхней
10 наружной пластины 3 и предварительное введение валиков 2 в отверстия катушек 1 (фиг. 3). Величина ходов верхнего 10 и нижнего 11 ползунов выбирается таким образом, чтобы расстояние между торцами пальцев 8 и 9 было меньо1е длины ваt5 лика 2, чем обеспечивается необходимое усилие удержания валиков 2 торцами подпружиненных пальцев 8 и 9 и внутренним отверстием втулки 12 катушки 1.
Движения ползунов 10 и 11 приостанавливается, и в это время происходит возврат магазина-подавателя 5 в исходное положение (фиг. 4) с одновременной перезарядкой наружных пластин и валиков. Под перезарядкой понимается перемещение последующих наружных пластин и валиков на позицию фиксации в магазине-подавателе 5 и фиксация их в этом положении при помощи подпружиненных губок. Фиксация валиков в магазине-подавателе осуществляется подпружиненными губками 13, фиксация наружных пластин в магазине-подавателе осу30 ществляется аналогичным образом соответствующими подпружиненными -губками (не показаны).
После возврата магазина-подавателя 5 в исходное положение (фиг. 4) ползуны 10 и 11 вновь перемещаются навстречу один
35 другому и происходит предварительная на- прессовка наружных пластин 3 и 4 на валики 2 (фиг. 5), при этом подпружиненные пальцы 8 и 9 устанавливаются в ползунах 10 и 11 до упоров.
Одновременно с предварительной напрес- совкой на другой рабочей позиции происходит окончательная напрессовка (фиг. 6) одним из известных способов, например двумя профилированными пуансонами 14 и 15, соверщающими возвратно-поступательное
25
40
тущки 1 по наружным поверхностям роли- 45 движение в вертикальной плоскости.
ков 1. В конце рабочего хода магазина-подавателя 5 (фиг. 2) оси симметрии крайних валиков 2, а также отверстий наружных пластин в магазине-подавателе 5 оказываются совмещенными с осями симПосле возврата верхнего 10 и нижнего 11 ползунов в исходное «верхнее положение происходит перемещение собранной цепи и катушек, например, рейкой 16 в направлении, перпендикулярном направлеметрии подпружиненных верхних 8 и ниж- 50 нию перемещения магазина-подавателя, и за- них 9 пальцев, расположенных соответствен- тем цикл повторяется.
но в верхнем 10 и нижнем 11 ползунах.
При движении ползунов 10 и П (фиг. 3) навстречу один другому нижние пальцы 9 центрируют нижнюю пластину 4 и при своем дальнейшем продвижении «вверх осуществляют точное центрирование катушек 1 по .внутренним поверхностям втулок 12. Одновременно при движении верхних пальцев 8 «вниз происходит центрирование верхней
наружной пластины 3 и предварительное введение валиков 2 в отверстия катушек 1 (фиг. 3). Величина ходов верхнего 10 и нижнего 11 ползунов выбирается таким образом, чтобы расстояние между торцами пальцев 8 и 9 было меньо1е длины валика 2, чем обеспечивается необходимое усилие удержания валиков 2 торцами подпружиненных пальцев 8 и 9 и внутренним отверстием втулки 12 катушки 1.
Движения ползунов 10 и 11 приостанавливается, и в это время происходит возврат магазина-подавателя 5 в исходное положение (фиг. 4) с одновременной перезарядкой наружных пластин и валиков. Под перезарядкой понимается перемещение последующих наружных пластин и валиков на позицию фиксации в магазине-подавателе 5 и фиксация их в этом положении при помощи подпружиненных губок. Фиксация валиков в магазине-подавателе осуществляется подпружиненными губками 13, фиксация наружных пластин в магазине-подавателе осуществляется аналогичным образом соответствующими подпружиненными -губками (не показаны).
После возврата магазина-подавателя 5 в исходное положение (фиг. 4) ползуны 10 и 11 вновь перемещаются навстречу один
другому и происходит предварительная на- прессовка наружных пластин 3 и 4 на валики 2 (фиг. 5), при этом подпружиненные пальцы 8 и 9 устанавливаются в ползунах 10 и 11 до упоров.
Одновременно с предварительной напрес- совкой на другой рабочей позиции происходит окончательная напрессовка (фиг. 6) одним из известных способов, например двумя профилированными пуансонами 14 и 15, соверщающими возвратно-поступательное
движение в вертикальной плоскости.
движение в вертикальной плоскости.
После возврата верхнего 10 и нижнего 11 ползунов в исходное «верхнее положение происходит перемещение собранной цепи и катушек, например, рейкой 16 в направлении, перпендикулярном направлению перемещения магазина-подавателя, и за- тем цикл повторяется.
10
fl
фае.З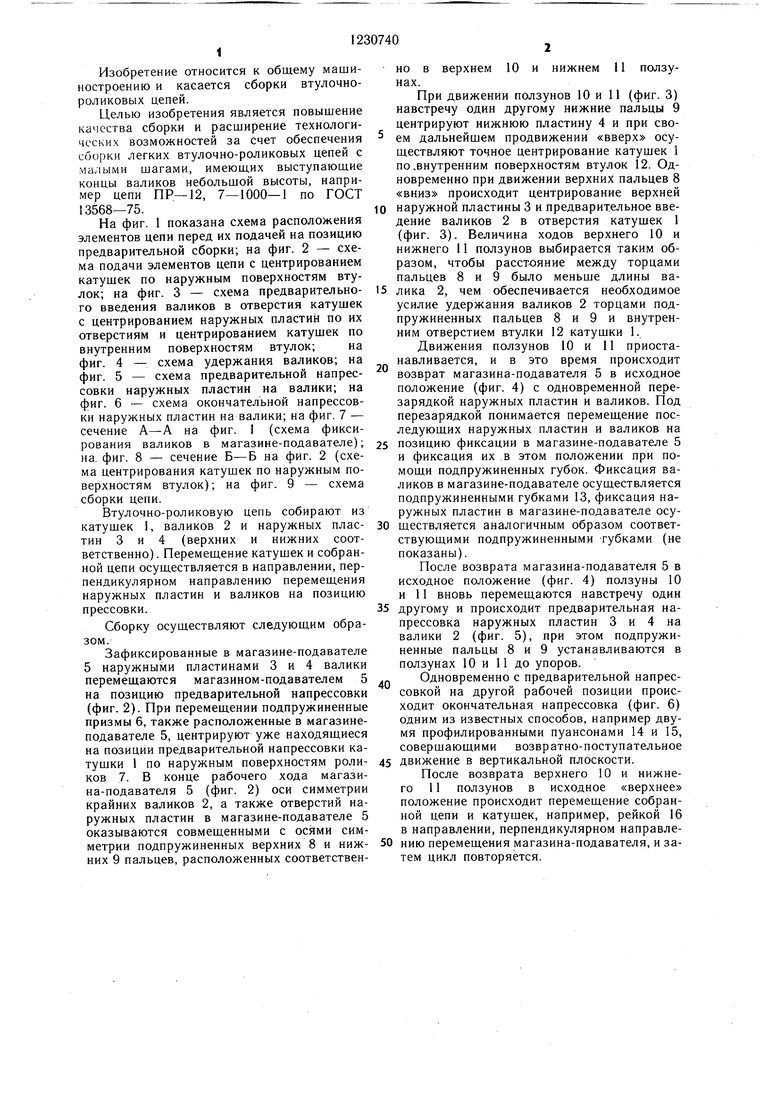
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сборки однорядных роликовых цепей и роторная машина для его осуществления | 1990 |
|
SU1784405A1 |
| Машина для сборки втулочных и роликовых цепей | 1976 |
|
SU632466A1 |
| Способ сборки втулочно-роликовых цепей | 1987 |
|
SU1480957A1 |
| Способ сборки втулочно-роликовых цепей | 1987 |
|
SU1447637A1 |
| Способ сборки втулочно-роликовых цепей | 1976 |
|
SU580055A1 |
| Автомат сборки внутренних звеньев втулочнороликовых цепей | 1981 |
|
SU958034A1 |
| Автомат для изготовления пластин и сборки секций теплообменников | 1984 |
|
SU1291308A1 |
| Способ автоматической сборки изделий | 1989 |
|
SU1696086A1 |
| Способ сборки каркасов катушек электромагнитных реле | 1975 |
|
SU555459A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИН И СБОРКИ СЕКЦИЙ РЕБРИСТЫХ РАДИАТОРОВ | 1996 |
|
RU2100171C1 |
335
z S viv F) yt -Г
77фигА
фие.В
фиг. 6
b-Ь
фие.7
гул у//////л I Т7 т
фиг. 8
сриг.9
Составитель А. Киселева
Техред И. ВересКорректор М. Самборская
Тираж 655Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ППП «Патент, г. Ужгород, ул. Проектная, 4
| Способ сборки втулочно-роликовых цепей | 1976 |
|
SU580055A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
