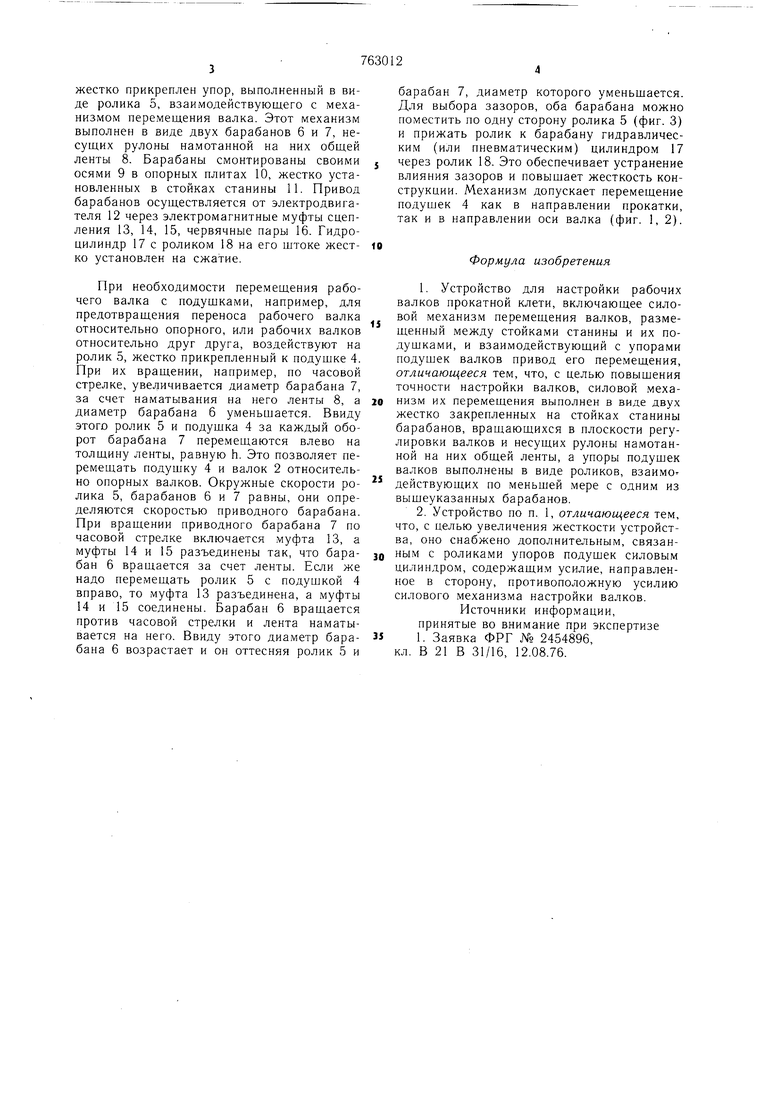
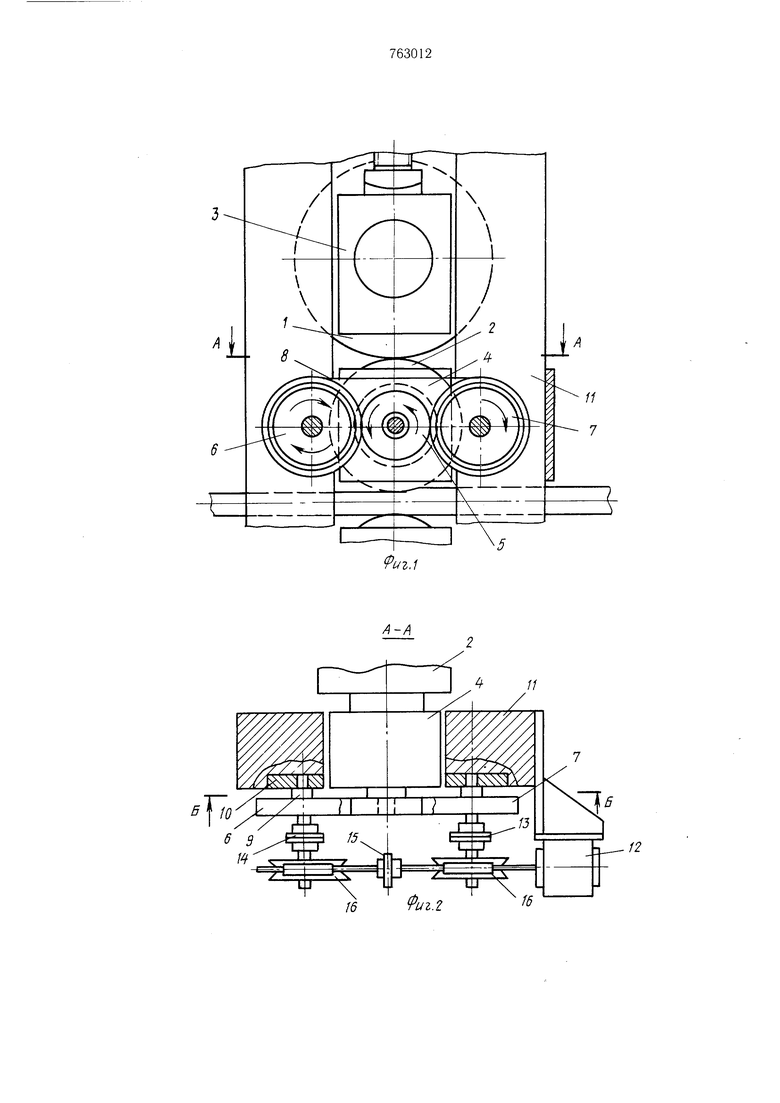
Изобретение относится к области черной металлургии и может быть использовано в конструкциях для настройки рабочих валков прокатных клетей металлургических заводов. Тенденция развития современных конструкций механизмов для настройки валков прокатных клетей определяется все возрастающими требованиями к точности настройки валка и его ориентации либо в направлении его оси, что более важно для прокатки сорта в калибрах, либо в направлении, перпендикулярном оси валка, что особенно для рабочих клетей листовых станов. Известно устройство /аля настройки рабочих валков прокатной клети, включающее силовой механизм перемещения валков, размещенный между стойками станины и их подушками и взаи.модействующий с упорами подущек валков, привод его пере.мещения 1. Силовой механизм перемещения валков известного устройства включает гидравлический домкрат, клиновое соединение, рычаги, а наличие больщого количества довольно сложных узлов снижает точность настройки валков. Целью настоящего изобретения является повышение точности настройки ва.тков. Она достигается тем, что силовой механизм перемещения валков выполнен в виде двух жестко закрепленных на стойках станин барабанов, вращающихся в плоскости регулировки валков и несущих рулоны намотанной на них общей ленты, а упоры подушек .валков выполнены в виде роликов, взаимодействующих по меньшей мере с одним из вышеуказанных барабанов. Отличие устройства состоит также в том, что оно снабжено дополнительным, связанны.м с роликами упоров подущек силовым цилиндром, создающим усилие направленное в сторону, противоположную усилию силового механизма настройки валков. Это отличие увеличивает жесткость устройства. На фиг. 1-устройство, общий вид; на фиг. 2 - то же, вид в плане; на фиг. 3 - расположение гидроцилиндра и упора. Прокатная клеть содержит опорные 1 и рабочие 2 валки, установленные в своих подушках 3 и 4. К подушке 4 рабочего валка
жестко прикреплен упор, выполненный в виде ролика 5, взаимодействующего с механизмом перемещения валка. Этот механизм выполнен в виде двух барабанов 6 и 7, несущих рулоны намотанной на них общей ленты 8. Барабаны смонтированы своими осями 9 в опорных плитах 10, жестко установленных в стойках станины П. Привод барабанов осуществляется от электродвигателя 12 через электромагнитные муфты сцепления 13, 14, 15, червячные пары 16. Гидроцилиндр 17 с роликом 18 на его штоке жестко установлен на сжатие.
При необходимости перемещения рабочего валка с подушками, например, для предотвращения переноса рабочего валка относительно опорного, или рабочих валков относительно друг друга, воздействуют на ролик 5, жестко прикрепленный к подушке 4. При их вращении, например, по часовой стрелке, увеличивается диаметр барабана 7, за счет наматывания на него ленты 8, а диаметр барабана 6 уменьшается. Ввиду этого ролик 5 и подушка 4 за каждый оборот барабана 7 перемещаются влево на толщину ленты, равную h. Это позволяет перемещать подушку 4 и валок 2 относительно опорных валков. Окружные скорости ролика 5, барабанов 6 и 7 равны, они определяются скоростью приводного барабана. При вращении приводного барабана 7 по часовой стрелке включается муфта 13, а муфты 14 и 15 разъединены так, что барабан 6 вращается за счет ленты. Если же надо перемещать ролик 5 с подушкой 4 вправо, то муфта 13 разъединена, а муфты 14 и 15 соединены. Барабан 6 вращается против часовой стрелки и лента наматывается на него. Ввиду этого диаметр барабана 6 возрастает и он оттесняя ролик 5 и
барабан 7, диаметр которого уменьшается. Для выбора зазоров, оба барабана можно поместить по одну сторону ролика 5 (фиг. 3) и прижать ролик к барабану гидравлическим (или пневматическим) цилиндром 17 через ролик 18. Это обеспечивает устранение влияния зазоров и повыщает жесткость конструкции. Механизм допускает перемещение подушек 4 как в направлении прокатки, так и в направлении оси валка (фиг. , 2).
Формула изобретения
1.Устройство для настройки рабочих валков прокатной клети, включающее силовой механизм перемещения валков, размещенный между стойками станины и их подушками, и взаимодействующий с упорами подушек валков привод его перемещения, отличающееся тем, что, с целью повышения точности настройки валков, силовой механизм их перемещения выполнен в виде двух жестко закрепленных на стойках станины барабанов, вращающихся в плоскости регулировки валков и несущих рулоны намотанной на них общей ленты, а упоры подушек валков выполнены в виде роликов, взаимо действующих по меньшей мере с одним из вышеуказанных барабанов.
2.Устройство по п. 1, отличающееся тем, что, с целью увеличения жесткости устройства, оно снабжено дополнительным, связанным с роликами упоров подушек силовым цилиндром, содержащим усилие, направленное в сторону, противоположную усилию силового механизма настройки валков.
Источники информации, принятые во внимание при экспертизе 1. Заявка ФРГ № 2454896, кл. В 21 В 31/16, 12.08.76.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для измерения натяжения полосы при смотке в рулон | 1981 |
|
SU1044358A1 |
| УНИВЕРСАЛЬНЫЙ СТАН ХОЛОДНОЙ ПРОКАТКИ | 1997 |
|
RU2156173C2 |
| Рабочая клеть прокатного стана | 1988 |
|
SU1533787A1 |
| Предварительно напряженная прокатная клеть | 1987 |
|
SU1440570A1 |
| КЛЕТЬ ДЛЯ ПРОДОЛЬНОЙ ПРОКАТКИ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ С ПЕРЕМЕННОЙ ТОЛЩИНОЙ ПО ДЛИНЕ | 1990 |
|
RU2043798C1 |
| Прокатный стан | 1979 |
|
SU831249A1 |
| Предварительно напряженная прокатная клеть | 1986 |
|
SU1389894A1 |
| Рабочая клеть прокатного стана | 1986 |
|
SU1359024A1 |
| Устройство для перемещения в клети комплекта прокатных валков в горизонтальной плоскости | 1987 |
|
SU1440572A1 |
| ПРОКАТНЫЙ СТАН | 1992 |
|
RU2063274C1 |
Л
б-б
Pui.5
