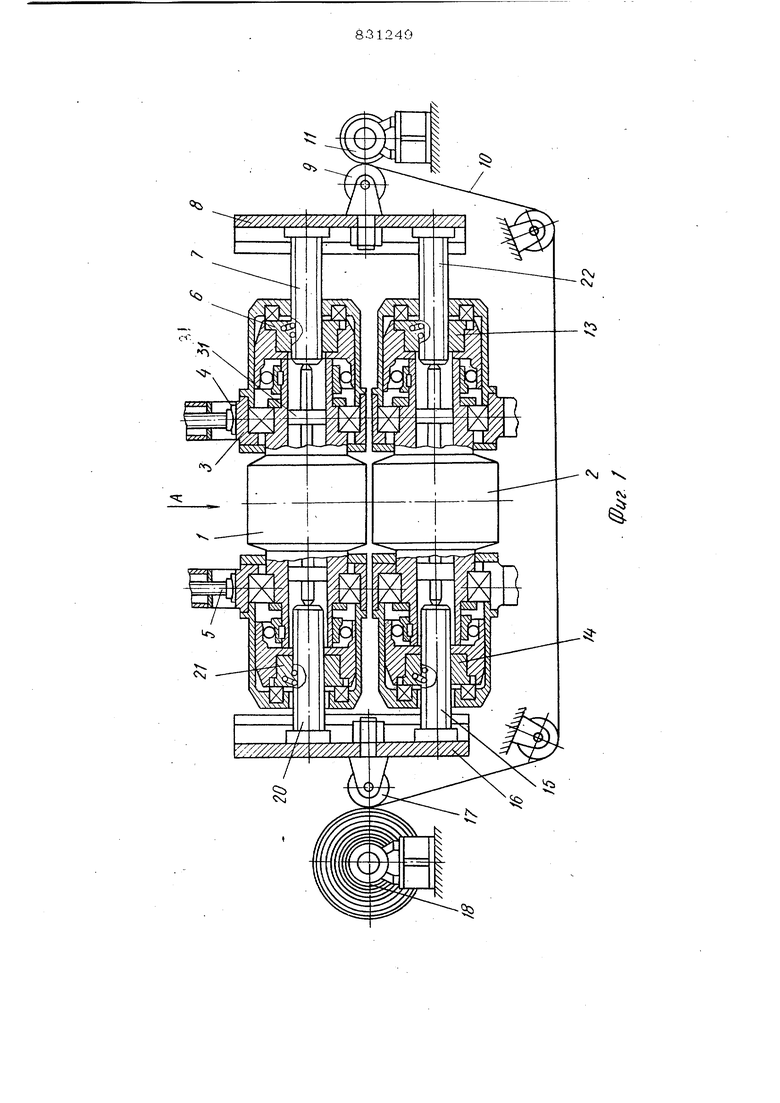
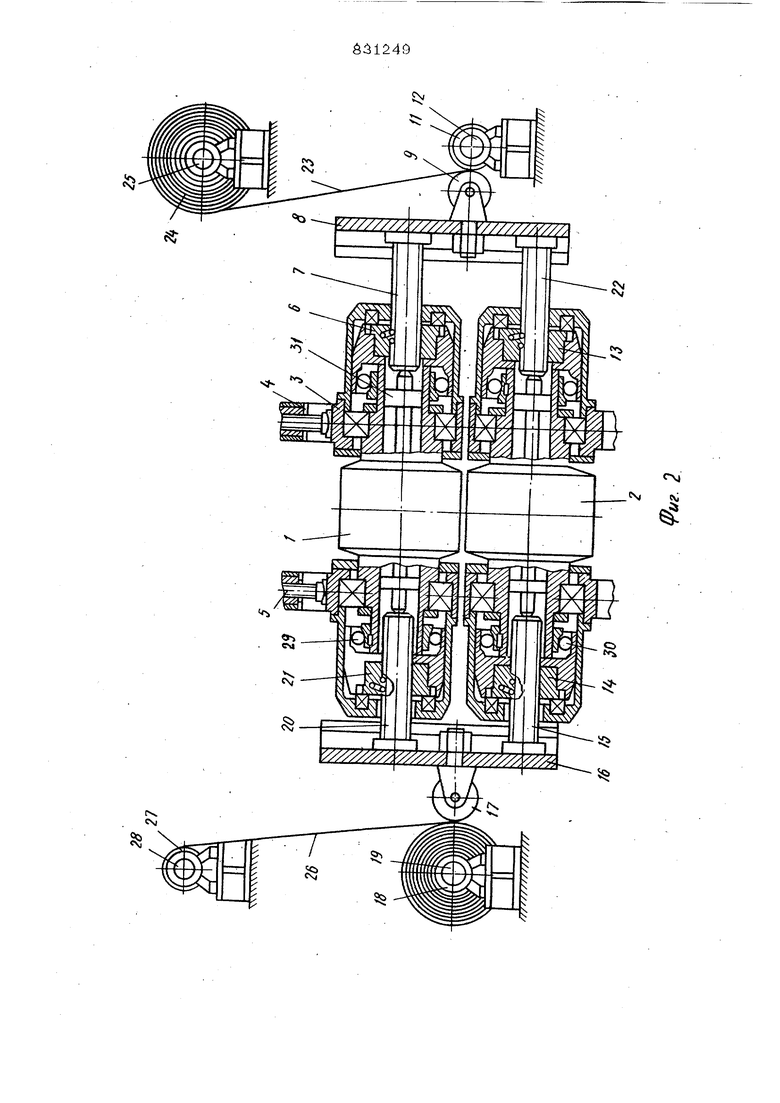
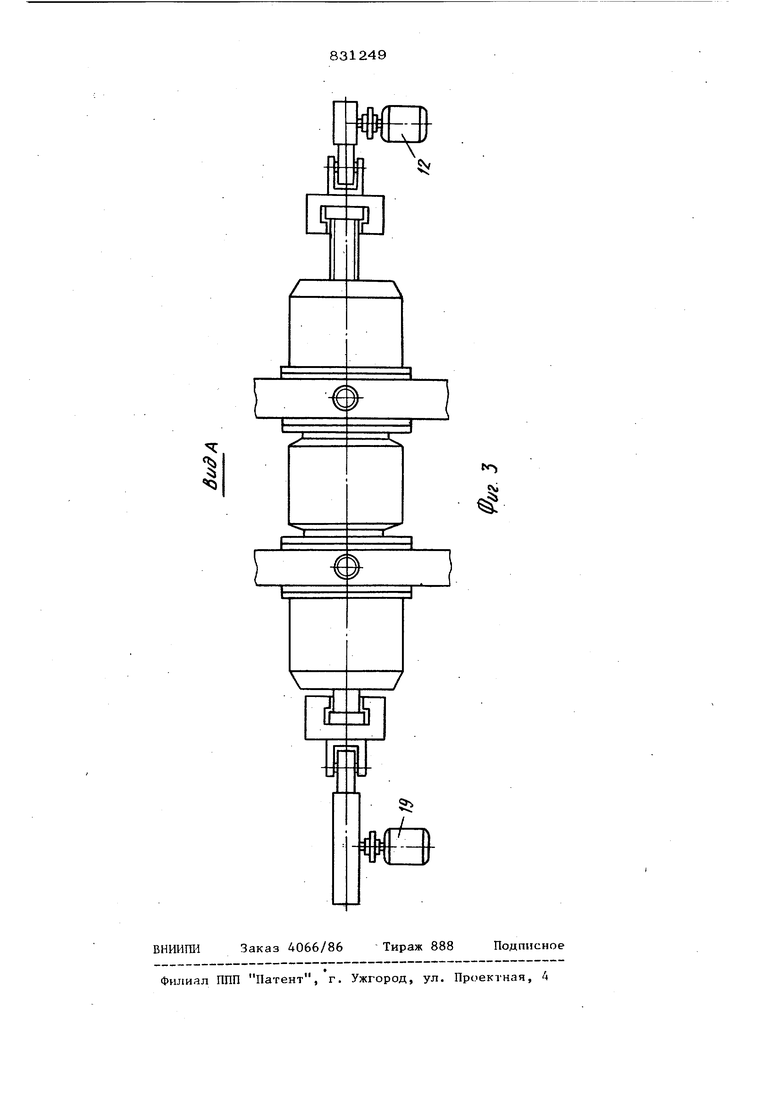
Изобретение относится к черной и цве тной металлургии, более конкретно, к прокатным станам для производства листов и сортового металла. Известен прокатный стан, включающий станину, валки с подушками, соединенные с ними гайки, взаимодействующие с винтами, траверсы и привод поступательного перемещения винтов. При перемещении поршня цилиндра, соединенного с винтом, происходит вращение гайки и валка. Если необходимо непрерывное вращение вапка, каждый валок должен быть снабжен двумя гидрсжилиндрами, а если допустимы остановки, можно применить один цилиндр на каждый валок Li. Недостатком конструкции является боль щое число цилиндров, следовательно, сложность гидравлической схемы. Цель изобретения - упрощение конструкдии и снижение ее металлоемкости. Поставленная цель достигается тем, чт привод выполнен в виде приводных барабанов, с намотанной на них в виде рулонов общей лентсй4, гфи этом барабаны через ленты и траверсы контактируют с торцовыми поверхностями упомянутых винтов. Кроме того, барабаны установлены по обе сторсиы от рабочей клети, а лента выполнена общей для обоих барабанов. . При этом ленты выполнены переменной толщины, определяющей программу управления скоростью стана. На фиг. 1 показан прокатный стан; на фиг. 2 - то же, вариант выполнения валка ; на фиг. 3 - вид А на фиг. 1. Прокатный стан состоит из рабочих валков 1 и 2. установленных в подушках 3 и в станине 4. Подушки оперты на винты 5. В первом случае валок 1 снабжен гайкой 6, взаимодействующей с .вш1гом 7. Прямоугольная головка этого штата установлена в траверсе 8 (фиг. 1).Траверса 8 соединена посредством ролика 9 с общей лентой 1О, частично намотанной на.барабан 11 с приводом 12. В нижнем валке 2 установлены гайкн 13 и 14. Гайка 14 взаимодействует с винтом 15 и граверсой 3S 16, соединенней посредством ролика 17 с общей ленгой 1О, намоганной на барабан 18 с приводом 19. С траверсой 16 соединены винт 20 и гайка 21 верхнего валка 1. С траверсой 8 соединен винт 22 взаимодействующего с гайкой 13 и нижнем валком 2. Траверса 8 может быть соединена посредством ролика 9 с лентой 23, частичн намотанной на барабане 11 с приводом 1 в рулоном 24 с приводом 25 (фиг. 2). В нижнем валке 2 установлена также гайка 14, взаимодействующая с винтом 1 и траверсой 16, соединенной посредством ролика 17с лентой 26, намотанной на ба рабан 18 с приводом 19 и частично на р лон 27 с приводом 28. С траверсой 16 соединен винт 20 и гайка 21 верхнего валка 1. Устройство работает следующим образом. При вращении барабанов 11 и 18 приводами, соответственно 12 и 19, общая лента 1Q с барабана 11 перематывается йа барабан 18 и этим самым толкает ролик 17. Он, в свою очередь, через тра версу передает усилие на винты 15 и 2О которые, получая поступательное движени ащают одновременно в разные стороны за счет правой и левой резьбы гайки 14и 21, связанные с прокатными валками 1 и 2 устройствами 29 и 30 типа храпового механизма. Кроме того, винты 15и 20 при поступательном движении через, например, толкатель 31 вьюодят винты 7 и 22 с траверсой 8 и роликом 9 в исходное положение для совершения реверса. Реверсирование происходит при вращении барабанов 11 и 18 в обратном направлении. В зависимости от длины и толщины ленты зависит максимальная дли на прокатьюаемого материала. В случае, когда траверса 8 соединена с лентой 23, лента 26, наматываясь на S4 барабан 18, разматывается с рулона 27, а лента 23, разматываясь с барабана 11, наматывается на рулон 24. Наматываясь на барабан 18, лента 26 толкает ролик 17 с траверсой 16, которая в свою очередь, передает усилие на винты 15 и 2О, а дальше все происходит аналогично описанному. Предлагаемые приводы можно гфименять на тихоходных реверсивных, прокатных станах. Ленты на барабанах можно выпол-. нять переменной толщины, определяющей программу управления скоростью стана. Формула изобретения 1. Прокатный стан, включающий станину, валки с подушками, соединенные с ними гайки, взаимодействующие с винтами, траверсы и привод поступаетльного перемещения винтов, отличающийся тем, что, с целью уменьшения металлоемкости, приврд выполнен в виде привод- ных барабанов с намотанной на них в виде рулонов лентой, при этом барабаны через ленты и траверсы контактируют с торцовьгми поверхностями упомянутых винтов. . 2. Стан по п. 1,отличающийс я тем, что барабаны установлены по обе стороны от рабочей клети, а лента выполнена общей для обоих барабанов. 3. Стан по п. 1, о т л и ч а ю щ и йс я тем, что ленты выполнены переменной толщины, определяющей программу управления скоростью стана. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР по заявке № 2721909/22-02, кл. В 21 В 35/00, 1979.
C)
fi
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для настройки рабочих валков прокатной клети | 1977 |
|
SU763012A1 |
| ПРОКАТНЫЙ СТАН | 1992 |
|
RU2063274C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВОЙ ПРОВОЛОКИ В МЕТАЛЛИЧЕСКОЙ ОБОЛОЧКЕ С ФАЛЬЦЕВЫМ ШВОМ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2203169C2 |
| ТРЕХВАЛКОВАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 2007 |
|
RU2338607C1 |
| КЛЕТЬ ДЛЯ ПРОДОЛЬНОЙ ПРОКАТКИ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ С ПЕРЕМЕННОЙ ТОЛЩИНОЙ ПО ДЛИНЕ | 1990 |
|
RU2043798C1 |
| УНИВЕРСАЛЬНЫЙ СТАН ХОЛОДНОЙ ПРОКАТКИ | 1997 |
|
RU2156173C2 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ПОРОШКОВОЙ ПРОВОЛОКИ В МЕТАЛЛИЧЕСКОЙ ОБОЛОЧКЕ | 1996 |
|
RU2110385C1 |
| Рабочая клеть прокатного стана | 1987 |
|
SU1433511A1 |
| Трехвалковая клеть винтовой прокатки | 1979 |
|
SU780913A1 |
| РАБОЧАЯ КЛЕТЬ ДЛЯ ПРОКАТКИ ПОЛОС | 2007 |
|
RU2349399C1 |