(54) ПРОКАТНЫЙ СТАН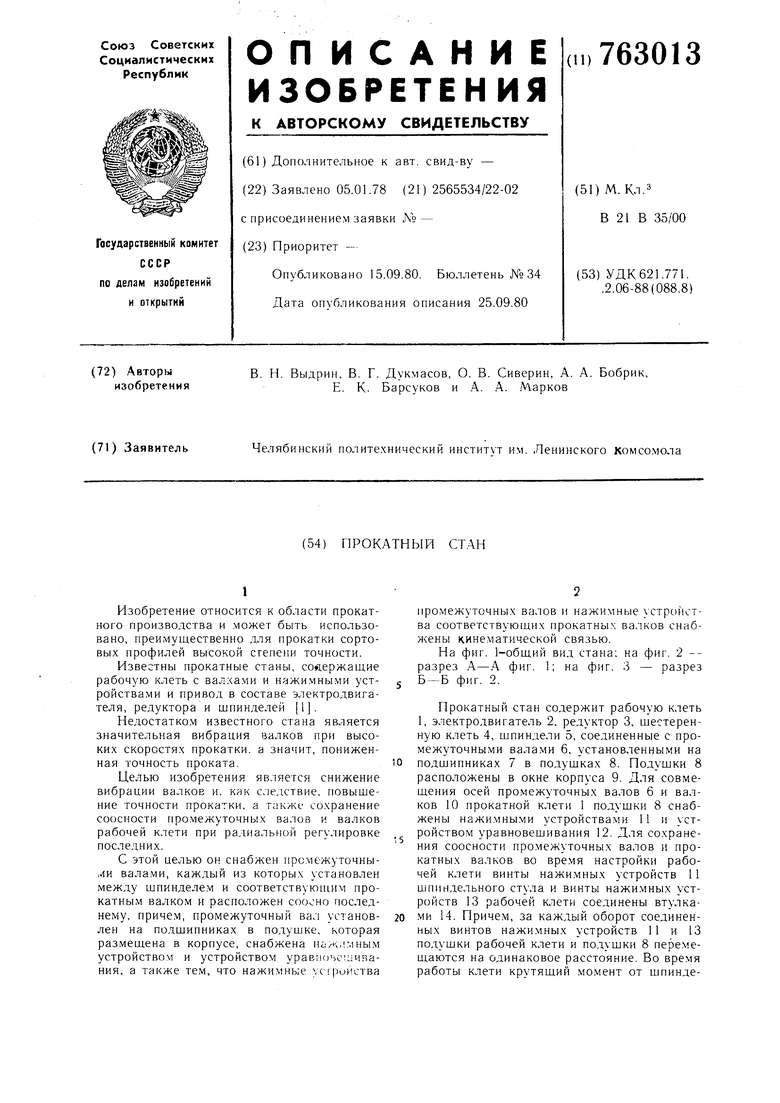
| название | год | авторы | номер документа |
|---|---|---|---|
| Прокатный стан | 1986 |
|
SU1405910A1 |
| Прокатная клеть | 1978 |
|
SU863031A1 |
| Многовалковая система прокатной клети | 1986 |
|
SU1375365A1 |
| Прокатный стан | 1972 |
|
SU510134A3 |
| Способ перевалки рабочих валков прокатной клети | 1975 |
|
SU621408A1 |
| Прокатный стан | 1987 |
|
SU1507478A1 |
| Привод прокатной клетки | 1973 |
|
SU510282A2 |
| Прокатная клеть | 1980 |
|
SU954121A1 |
| Предварительно напряженная прокатная клеть | 1977 |
|
SU654317A1 |
| Прокатная клеть | 1979 |
|
SU839636A1 |
1
Изобретение относится к области прокатного производства и может быть использовано, преимущественно для прокатки сортовых профилей высокой степени точности.
Известны прокатные станы, содержащие рабочую клеть с валхами и нажимными устройствами и привод в составе электродвигателя, редуктора и щпинделей 1.
Недостатко.м известного стана является значительная вибрация валков при высоких скоростях прокатки, а значит, пониженная точность проката.
Целью изобретения является снижение вибрации валков и. как следствие, повыщение точности прокатки, а также сохранение соосности про.межуточных валов и валков рабочей клети при радиальной регулировке последних.
С этой целью он снабжен иромежуточны,ли валами, каждый из которых установлен между щпинделем и соответствующим прокатным валком и расположен соосно последнему, причем, промежуточный вал установлен на подшипниках в подушке, которая размещена в корпусе, снабжена нажимным устройством и устройством ypaBMOiCiLiHRaния, а также тем, что нажимные хсгроиства
промежуточных валов и нажимные устройства соответствующих прокатных валков снабжены кинематической связью.
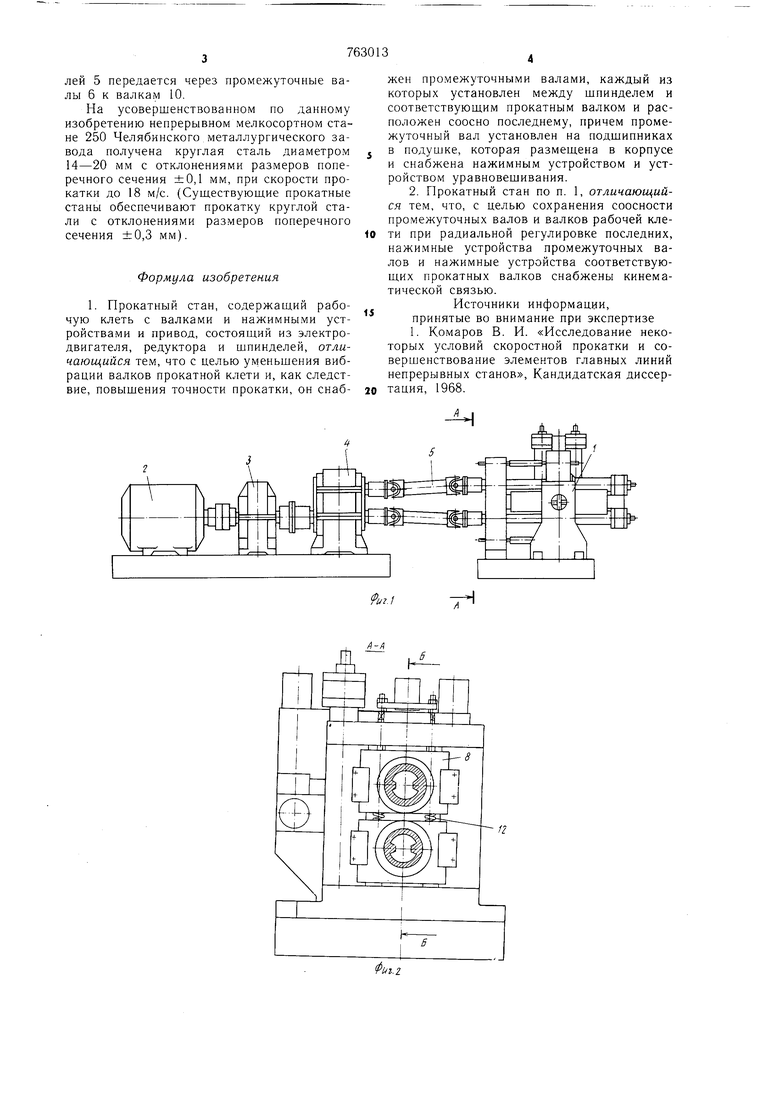
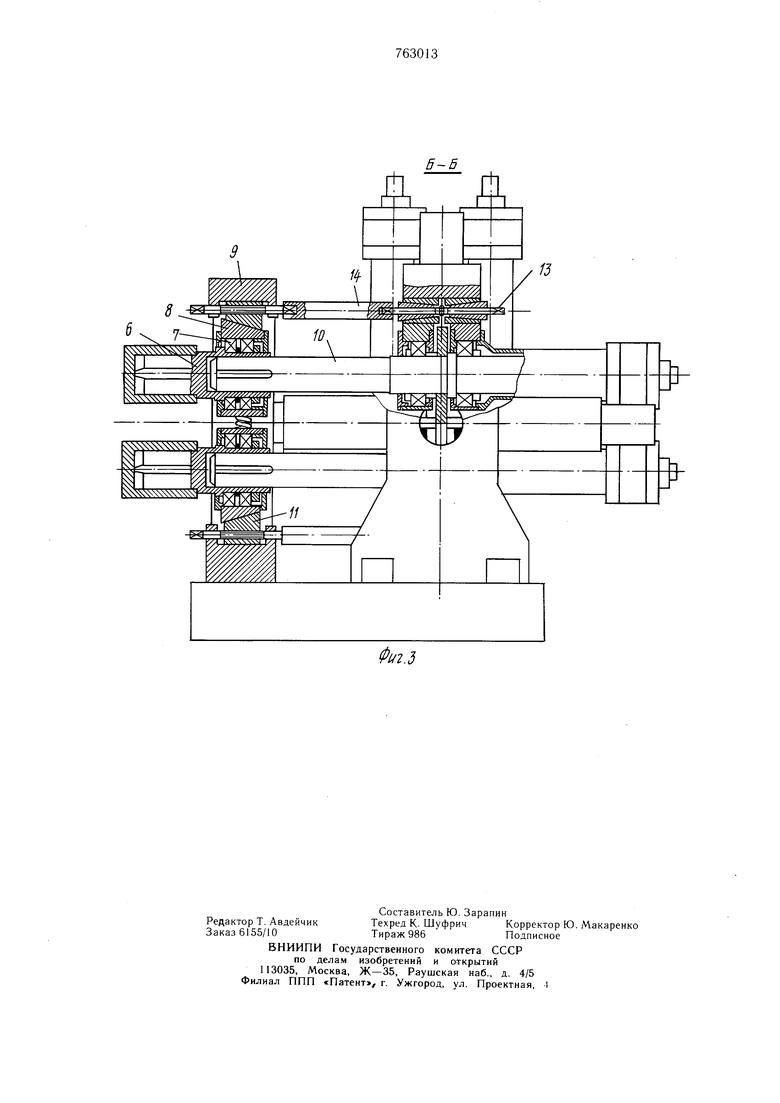
На фиг. 1-общий вид стана; на фиг. 2 -разрез А-А фиг. 1; на фиг. 3 - разрез 5 Б-Б фиг. 2.
Прокатный стан содержит рабочую клеть 1, электродвигатель 2, редуктор 3, щестеренную клеть 4, щпиндели 5, соединенные с промежуточными вала.ми 6, установленными на
10 подщипниках 7 в подущках 8. Подушки 8 расположены в окне корпуса 9. Для совмещения осей про.межуточных валов 6 и валков 10 прокатной клети I подущки 8 снабжены нажи.мными устройствами 11 и устройством уравновещивания 12. Для сохранения соосности про.межуточных валов и прокатных валков во время настройки рабочей клети винты нажимных устройств 11 шпиндельного стула и винты нажимных устройств 13 рабочей клети соединены втулками 14. Причем, за каждый оборот соединенных винтов нажимных устройств 11 и 13 подущки рабочей клети и подушки 8 перемещаются на одинаковое расстояние. Во время работы клети крутящий момент от щпинделей 5 передается через промежуточные валы 6 к валкам 10.
На усовершенствованном но данному изобретению ненрерывном мелкосортном стане 250 Челябинского металлургического завода получена круглая сталь диаметром 14-20 мм с отклонениями размеров поперечного сечения ±0,1 мм, при скорости прокатки до 18 м/с. (Существующие прокатные станы обеспечивают прокатку круглой стали с отклонениями размеров поперечного сечения ±0,3 мм).
Формула изобретения
в подушке, которая размещена в корпусе и снабжена нажимным устройством и устройством уравновешивания.
Источники информации, принятые во внимание при экспертизе 1. Комаров В. И. «Исследование некоторых условий скоростной прокатки и совершенствование элементов главных линий непрерывных станов, Кандидатская диссертация, 1968.
