(54) ПРОКАТНАЯ КЛЕТЬ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматического регулирования разнотолщинности проката | 1978 |
|
SU766691A1 |
| Устройство для автоматического регулирования продольной разнотолщинности горячекатанного металла | 1978 |
|
SU764760A1 |
| Устройство для регулирования жесткости прокатной клети | 1977 |
|
SU749479A1 |
| Устройство для автоматического регулирования разнотолщинности проката | 1979 |
|
SU880533A2 |
| ПРОКАТНАЯ КЛЕТЬ С ГИДРАВЛИЧЕСКИМ НАЖИМНЫМ УСТРОЙСТВОМ | 2006 |
|
RU2307715C1 |
| Устройство для регулирования профиля полосы в итерационной электрогидравлической системе автоматической стабилизации толщины проката | 1974 |
|
SU533412A1 |
| РАБОЧАЯ КЛЕТЬ ПРОКАТНОГО СТАНА | 1970 |
|
SU279556A1 |
| Система регулирования толщины и профиля полосы | 1982 |
|
SU1057136A1 |
| Устройство для измерения раствора валков в процессе прокатки | 1978 |
|
SU759164A1 |
| Устройство для адаптивной настройкиРЕгуляТОРА ТОлщиНы пРОКАТА HA ТРЕбуЕМыйпАРАМЕТР | 1976 |
|
SU806187A1 |
Изобретение относится к прокатному производству, в частности, к автоматическим станам трубопрокатных установок и может быть использовано в листопрокатном производстве. На автоматических станах прокатку гильзы в трубу ведут в круглом калибре, образованном верхним и нижним валками, в два или три прохода на коротких оправках. Расстояние между валками при прокатке трубы и при возврате трубы на переднюю сторону автоматстана определяется положением верхнего валка, который устанавливается в соответствующее положение устройством для перемещения верхнего валка автоматического стана. Известно устройство, содержащее станину, валки с подущками, размещенными в станине, нажимные винты с приводом и расположенный между подущками нижнего и верхнего валков сдвоенный клин с приводом 1. Известно также устройство, ч содержащее станину, валки с подушками, размещенными в станине, и соответственно подушкам валка нажимные винты с приводом и контактирующую с подушками валка подвижную от привода в плоскости, параллельной оси валка, плоскую траверсу с отверстиями под нажимные винты механизма установки калибра на размер, управляемые цилиндры, встроенные в подущки верхнего валка и имеющие штоки, установленные в контакте с подущками нижнего валка 2. Однако данные устройства не обеспечивают необходимой точности вустановке верхнего валка автоматического стана, так как электропривод нажимных винтов обладает энергетическими, конструктивными и эксплуатационными ограничениями, неустранимым люфтом в кинематической схеме электродвигатель - нажимной винт, клин и его вкладыщ быстро изнашиваются, наличие клина увеличивает величину переменных зазоров между валками и станиной клети автоматического стана. Цель изобретения является повышение точности установки верхнего валка автоматического стаНа. Поставленная цель достигается тем, что в устройство, содержащее станину, валки с подущками, р.азмещенными в станине, нажим)ые вимп,. взаимодействующие с подушками Esepxiiero валка, гидроцилиндры распора, помещенные между нодунжами верхнего и нижнего валков и соединенные через запорные клапаны с насосной станнией, введены гидравлические нажимные цилиндры, установленные между нажимными винтами и подушками верхнего валка и соединенные через запорные клапаны с насосной станцией, гидроцилиндры подъема верхнего валка, соединенные через запорные клапаны с гидроцилиндрами распора валков, гидроцилиндры опускания верхнего валка, соединенные через запорные клапаны с гидравлическими нажимными цилиндрами, гидроцилиндры точной установки верхпего валка с приводом поршня, норшневые пол(;ст11 которых соединены через запорные клапаны с гидравлическими нажимными цилиндрами, а 1птоковые полости соединены с гидроцилиидрами раенора валков.
Введение гидравлических нажимных ци/жндров позволяет осуществлять точное фиксированное перемещение верхнего валка для возврата трубы на переднюю сторону автоматического стана, определяемое геометрическими размерами гидроцилиндров подъема и опускания верхнего валка и точную установку верхнего валка по нропускам, определяемую приводом плунжера цилиндра точной установки верхнего валка, имеющего высокие статические и динамические показатели.
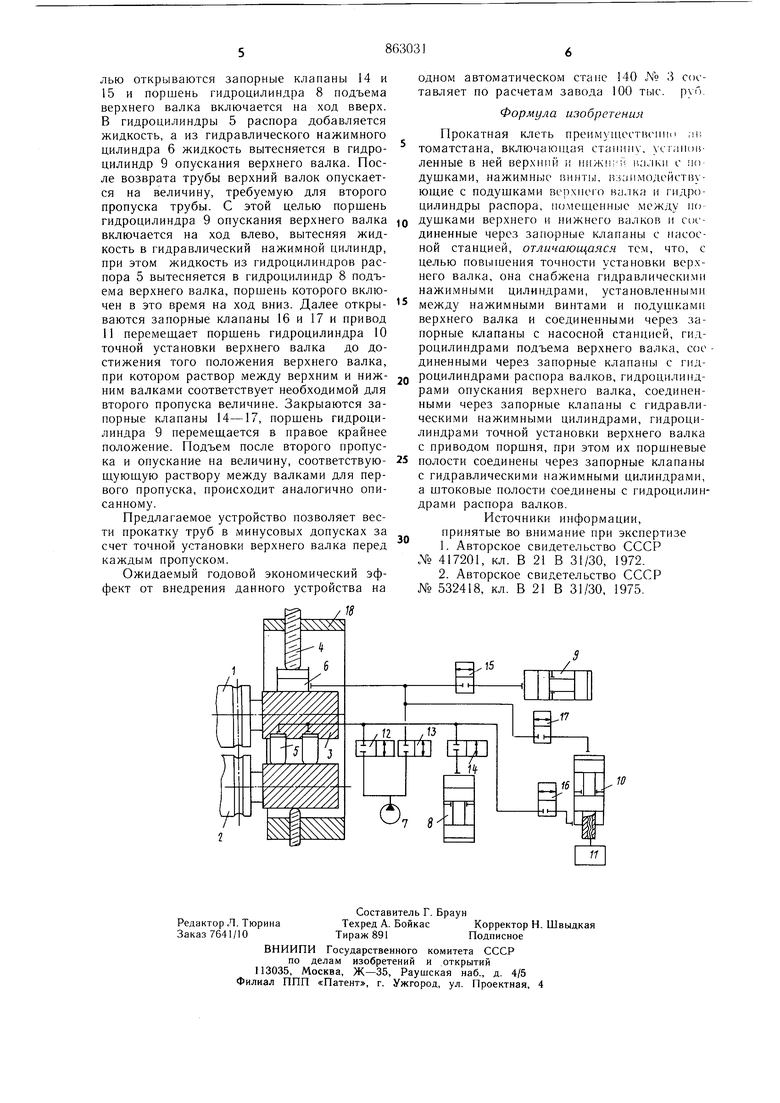
На чертеже приведено устройство для перемещения верхнего валка для одной стороны клети.
Прокатная клеть содержит калиброванные верхний валок 1 и нижний валок 2 для прокатки трубы, шейки валков размещены на подщипниках в подушках 3 прокатных валков. Соответственно подушкам верхнего валка устройство содержит нажимные винты 4. Между подушками верхнего и нижнего валков установлены гидроцилиндры 5 распора валков, а между нажимными винтами и подушками верхнего валка установлены нажимные гидроцилиндры 6. Положение верхнего валка определяется положением поршней гидроцилиндров распора и нажимных гидроцилиндров, которое определяется состоянием гидроаппаратуры управления, состоящей из насосной станции 7, гидроцилиндра 8 подъема верхнего валка гидроцилиндра 9 опускания верхнего валка, гидроцилиндра 10 точной установки верхнего валка, поршень которого соединен с приводом 11. Гидроцилиндры распора валков и нажимные гидроцилиндры соединены с насосной станцией запорными клапанами 12 и 13 соответственно. Гидроцили гдры распора валков соединены с гидроцилиндрами подъема врехнего валка запорными клапанами 14, а нажимные гидроцилиндры соединены с гидроцилиндрами опускания верхнего валка запорными клапанами 15. Штоковые полости гидроцилиндров точной установки верхнего валка соединены с гидроцилиндрами распора валков запорными клапанами 16, а поршневые полости гидроцилиндров точной установки верхнего валка соединены с нажимными гидроцилиндрами запорными клапанами 17. Подушки прокатных валков установлены в станине 18, в
0 верхней части которой расположены нажимные винты.
Устройство работает следующим образом
По окончании перевалки бочка верхнего
валка 1 лежит (опирается) на бочке нижнего
валка 2. В исходном состоянии поршень гидроцилиндра 8 подъема верхнего валка находится в крайнем нижнем положении, поршень гидроцилиндра 9 опускания верхнего валка - в крайнем левом положении, поршень гидроцилиндра 10 точной установки верхнего валка - в промежуточном среднем положении, запорные клапаны 12-17 закрыты, нажимные вин-ты 4 - в крайнем верхнем положении. Включаются нажимные винты 4 на вход вниз до упора поршня на жимного гидроцилиндра 6 в подушку 3 верхнего валка I, а затем из этого положения вверх на высоту 2-3 мм, определяемую высотой требуемого калибра. Открываются запорные клапаны 12, 14 и 16 и масло от
Q насосной станции поступает в гидравлические цилиндры распора, подъема верхнего валка, точной установки верхнего валка. При достижении давления в гидроцилиндрах 5 распора номинального значения давления насосной станции, что наступает при
5 подъеме верхнего валка на заданные 2-3 мм запорный клапан 12 закрывается. Нажимной винт поднимается вверх на высоту подъема верхнего валка для возврата трубы на переднюю сторону автоматстана. Открываются запорные клапаны 13 и 17 и масло от
0 насосной станции поступает в гидравлический нажимной цилиндр бив поршневую полость цилиндра точной установки верхнего валка. При достижении в нажимном гидравлическом цилиндре давления насосной станции закрывается запорный клапан 13. Привод 11 перемещает поршень гидравлического цилиндра 10 до достижения необходимого раствора валков. Закрываются запорные клапаны 14, 16 и 17. Поршень гидроцилиндра У опускания верхнего валка
1 перемещается в крайнее правое положение. Клеть автоматического стана настроена на соответствующий размер и готова к работе. Гидроцилиндры 5 распора валков осуществляют предварительное напряжение
клети, что повышает ее жесткость. После первого прохода производится подъем верхнего валка для возврата трубы на переднюю сторону автоматического стана. С этой це
