и я а II
м-и -3
СИ
Изобретение относится к сварочному производству, а именно к конструкциям устройств сварки неповоротных стыков трубопроводов и может быть использовано в химической, энергетической и других отраслях машиностроения при выполнении автоматической сварки монтажных стыков.
Цель изобретения - повышение производительности за счет сокращения времени установки устройства на стык.
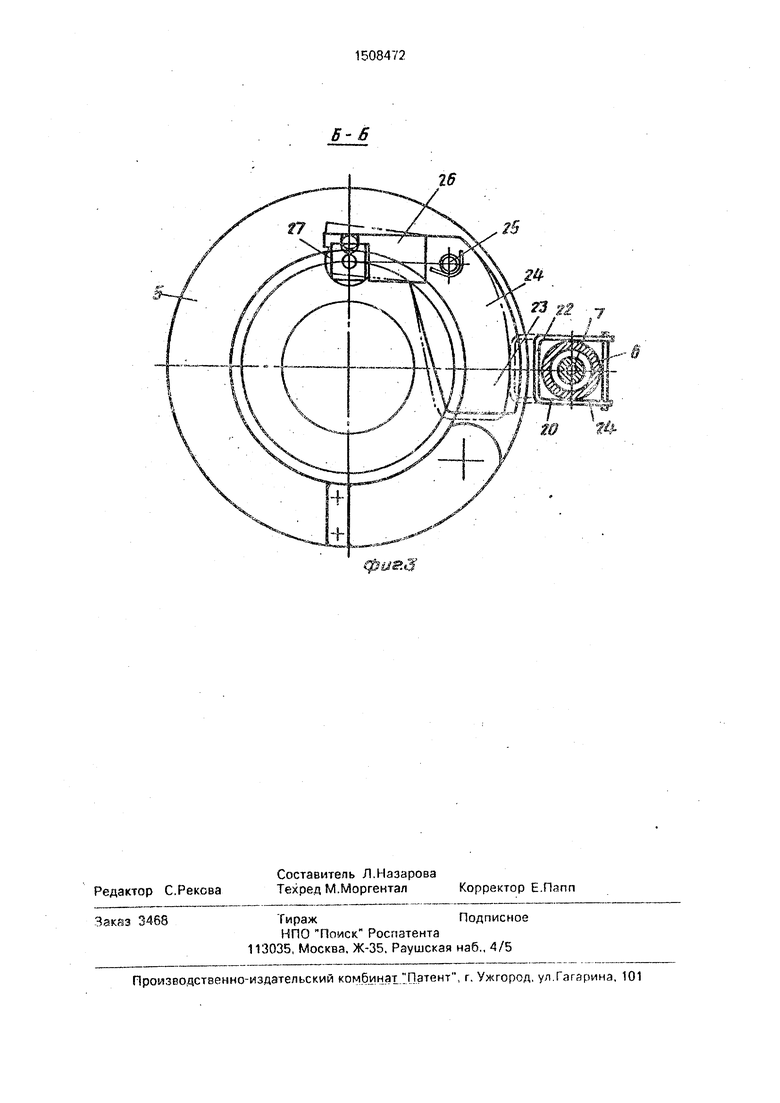
На фиг. 1 изображено устройство, общий вид; на фиг, 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б--5 на фиг, 1.
Предлагаемое устройство для сварки неповоротных стыков трубопроводов содержит цилиндрический корпус 1 и механизм зажима, выполненный в виде установленной в нем подвижно в осевом направлении втулки 2 с шариками 3. На корпусе 1 в подшипниках 4 установлена планшайба 5 с приводом вращения (на чертеже не показан). Вжорпусе 1 эксцентрично прикреплена направляющая 6, в которой смонтирован шток 7, поджатый пружиной 8. Один конец 9 штока 7 шарнирно связан с одним плечом 10 двуплечего рычага 11, установленного на оси 12, закрепленной в корпусе 1. Второе плечо 13 двуплечего рычага 11 штырем 14 жестко связано с втулкой 2, Под штырь 14 в корпусе 1 выполнен паз 15. На направляющей 6 жестко закреплена рукоятка 16. Bropai рукоятка 17 шарнирно связ на с рукояткой 16 и находится в постоянном контакте с концом 18 штока 7.
В направляющей б смонтирована ось 19, на которой с возможностью поворота установлен упор 20. Одно плечо 21 упора 20 связано с плечом 10 двуплечего рычага 11, а второе плечо 22 находится в контакте с плечом 23 механизма настройки, выполненного в виде Г-образного рычага 24, установленного с возможностью поворота на оси 25, смонтированной на планшайб 5. На втором плече 26 Г-образного рычага 24 закреплена сварочная горелка 27. В корпусе 1 выполнены конические пазы 28, сечения которых имеют форму сегмента под шарики 3 втулки 2.
Устройство работает следующим образом.
Для того, чтобы установить устройство на трубу, опускают вниз втулку 2 вместе с
шариками 3. Для этого рукоятку 17 прижимают к рукЪятке 16. Свободный конец рукоятки 17 поднимается вверх и поднимает вверх за конец 18 шток 7. Пружина 8 сжимается. Конец 9 штока 7 поднимает вверх плечо 10 двуплечего рычага 11, который разворачивается на оси 12. Второе плечо 13 рычага 11 опускается вниз вместе со штырем 14 и втулкой 2. Штырь 14 при этом перемещается в пазу 15 корпуса 1.
Одновременно вместе с плечом 10 рычага 11 поднимается вверх плечо 21 упора 20. Второе плечо 22 упора 20 опускается вниз и разворачивает Г-образный рычаг 24 на оси 25. Упор 20 плечом 22 отжимает плечо
23 в сторону от направляющей 6, а плечо 26, на котором закреплена горелка 27, отходит от свариваемой трубы. Затем устанавливают устройство на трубу и отводят рукоятку 17 от рукоятки 16. Под действием пружины
8 шток 7 опускается вниз. Вместе с ним опускается вниз. Вместе с ним опускается вниз и плечо 10 рычага 11, а плечо 13 вместе с втулкой 2 поднимается вверх. Шарики 3 перемещаются по коническим пазам 28
вверх и зажимают трубу. Одновременно с этим опускается вниз плечо 21 упора 20. а второе плечо 22 освобождает г1лечо 23 Г-об- разного рычага 24. Рычаг 24 поворачивается на оси 25, а его плечо 26 со сварочной горелкой 27 подходит к свариваемой трубе.
Устройство установлено на трубе. Включают привод вращения планшайбы 5 и производят сварку.
Устройство позволяет одним движением отвести горелку от трубы и разжать механизм зажима, подвести к трубе и зажать, чем значительно повышается производительность и обеспечивается надежный дистанционный зажим в любом
пространственном положении.
(56) Авторское свидетельство СССР NJ397295,кл. В 23 К 31/06, 1971.
Авторское свидетельство СССР № 1453764, кл. В 23 К 31/06.1989.
Формула изобретения
1. УСТРОЙСТВО ДЛЯ СВАРКИ НЕПОВОРОТНЫХ СТЫКОВ ТРУБОПРОВОДОВ, содержащее корпус, механизм зажима шарикового типа, кинематически связанный с приводом, сварочную горелку с механизмом вращения и механизмом настройки, отличающееся тем, что, с целью повышения производительности за счет сокраще- иия времени установки устройства на стык, привод механизма зажима выполнен 8 виде двуплечего рычага, штока, направляющей, подвижной и неподвижной рукояток, направляющая жестко закреплена на корпусе параллельно оси устройства, подвижный шток установлен в направляющей с возможностью осевого перемещения и подпружинен относительно нее, неподвижная рукоятка жестко закреплена на направляющей, двуплечий
рычаг шарнирно установлен на корпусе. один его конец кинематически связан с ме- ханизмом зажима, второй - с концом штока, а подвижная рукоятка установлена на
неподвижной с возможностью поворота относительно нее и взаимодействия со Свободным концом штока.
2. Устройство по П.1, отличающееся
:.« тем, что механизм настройки горелки выполнен в виде Г-образного рычага и , Г-образный рычаг смонтирован на механизме врйщения сварочной горелки с возможностью поворота в плоскости.
15 перпендикулярной оси устройства, упор
кинематически связан с двуплечим рычатом и смонтирован на направляющей с
, возможностью поворота и взаимодействия
,с одним концом Г-образного рычага, а сва20 рочная горелка закреплена на другом конце этого рычага.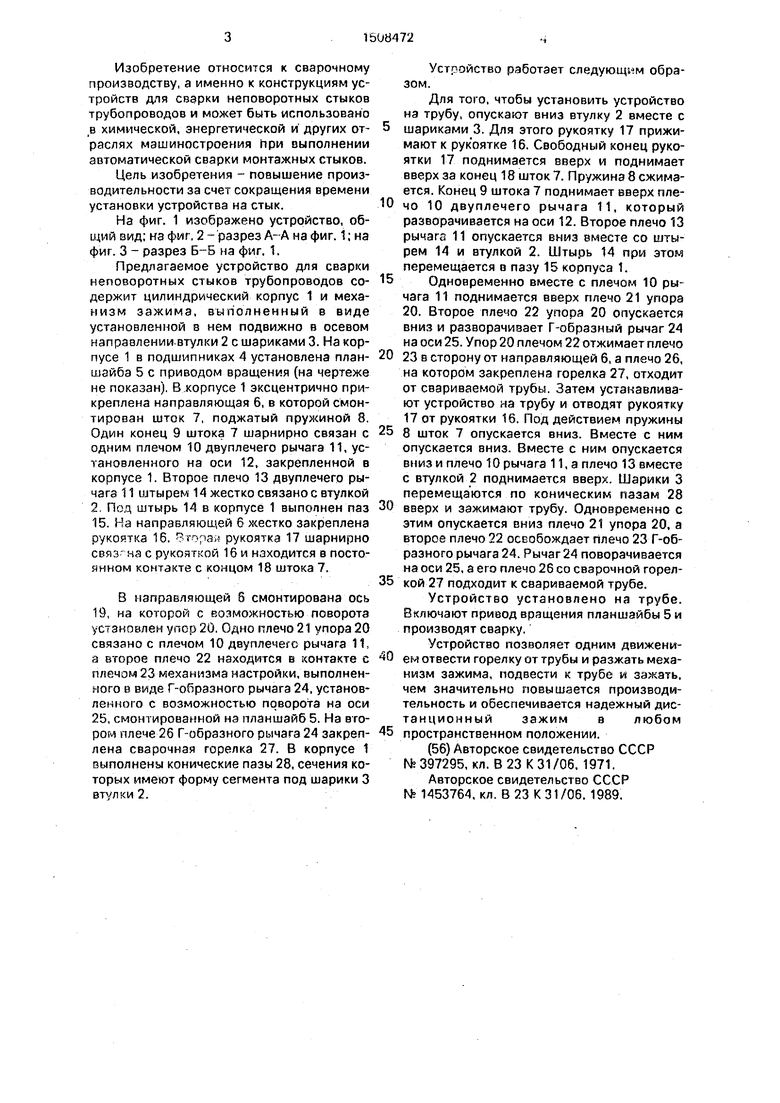
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для сварки неповоротных стыков труб | 1980 |
|
SU944842A1 |
| Устройство для сварки неповоротных стыков труб | 1983 |
|
SU1098727A1 |
| Устройство для сборки и сварки неповоротных стыков труб | 1986 |
|
SU1453764A1 |
| Устройство для сварки неповоротных стыков труб | 1970 |
|
SU437344A2 |
| Автомат для сварки неповоротных стыков труб | 1976 |
|
SU593865A1 |
| Устройство для сварки неповоротных стыков труб | 1984 |
|
SU1189629A1 |
| Устройство для сварки | 1984 |
|
SU1172162A1 |
| Устройство для сварки неповоротных стыков труб | 1977 |
|
SU634884A1 |
| АВТОМАТ ДЛЯ СВАРКИ НЕПОВОРОТНЫХ СТЫКОВ ТРУБ | 1971 |
|
SU300283A1 |
| Устройство для сварки неповоротных стыков труб | 1985 |
|
SU1305987A1 |

Изобретение относится к сварке, а именно к конарукциям устройств для ceapKi-i неповоротных аыков трубопроводов, и мои{ет быть использовано в химическом и энергетическом машиностроении, а тэ(же в других отраслях промьошениосги для выполнения азтоматичесжой сварки монтажных стыкоа Цель изобретения - повышение производительности за счет сокращения времени установки устройства на аык. При установке устройства на стык рукоятку 17 прижимают к рукоятке 16. Шток 18 поесрачивает рычаг 11, который с помощью втулки 2 освобождает шарики 3. Горелка 27 вместе с Г- образным рычагом 24 упором 20 отводится от стыка. После монтажа устройава на трубопроводе рукоятку 17 освобождают, шток 18 под действием пружины 8 поворачивает рычаг 11 в обратную сторону, а тот, в свою очередь, перемещает втулку 2 и шариками 3 зажимает устройство на трубе. Упор 20 отходит от Г-образного рычага 24, который, поворачиваясь под действием пружины, устанавливают горелку 27 на стык. 1 з.а ф-лы, 3 ия
;з
28
28
fS
/4
15
12
11
П
