1
Изобретение относится к области станкостроения.
Известны способы опредепения износа инструмента в процессе сверления отверстий, основанные на регистрации колебаний, возникающих в системе СПИД преобразовании их в электрические сигналы, выделении составляющих, соответствующих колебаниям инструмента, и измерении их параметров flj .
Недостатком таких способов является низкая производительность обработки и стойкость режущего инструмента, погрешность измерений.
Целью настоящего изобретения является увеличение долговечности инструмента за счет повышения точности определения его износа.
Эта цель достигается тем, что при ревании выделяют сигнал, соответствующий частоте крутильных колебаний, и
степень износа определяют по зависимое-, ти
.
U)
41
где Ы - круговая частота крутильных колебаний сверла с учетом демпфирования колебаний силами сопротивления резанию, - круговая частота крутильных колебаний сверла без учета демпфирова ния
I - полярный мсмент инерции маховых масс сверла % - сила сопротивления резанию,
J, функционально связанная со степенью износа.
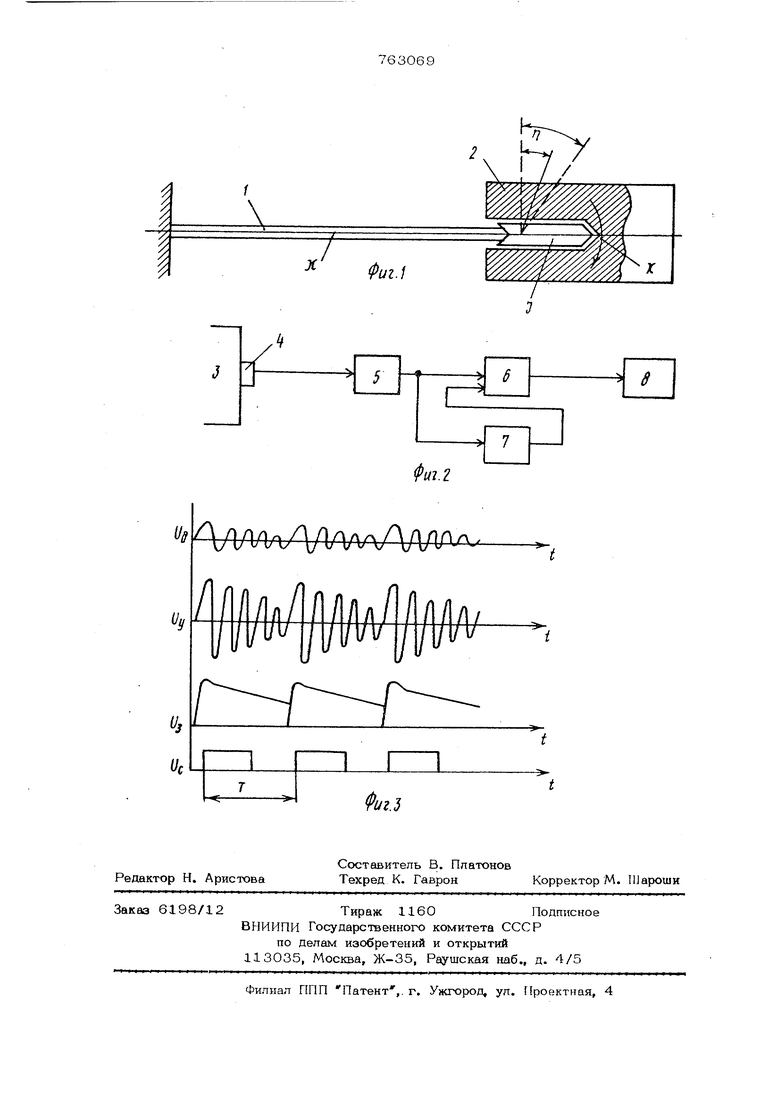
Достижение поставленной цели поясня ется схемой процесса резания при сверлении - фиг. 1, лок-схга лой )гстройства,
20 реализующего предложенный способ, фиг. 2 и последовательностью преобразования сигнала - фиг. 3.
На фигурах позициями обозначены: 1 - сверло; 2 - деталь; 3 - узел . сие3темы СПИД на которую установлен дат чик 4, 5 .- избирительный усилитель; 6 - схема сравнения; 7 - схема запоми нания экстремального значения виброаку тическия импульсов; 8 - частотомер. На фигурах даны следующие буквенны обозначения: |ЗС - жесткость стебля сверла; - угловая координата закрутки св ла в системе координат, связан ной с вращающимся сверлом; I - полярный момент инерции маховых масс сверла; X/ - угловой коэффициент сопротивле ния, определяемый силой сопротивления резанию, Ja, u, Uij, Uj.- форма сигнала со ответственно на выходе датчика, усилителя, схе мы запоминания и схе мы сравнения Т - период крутильных колебаний; t. - обозначение оси времени. При обработке одного типа деталей обороты сверла, подача, глубина резания и давление охлаждающей жидкости принимаются постоянными. Жесткости всех элементов системы СПИД, кроме жесткости стебля сверла, можно не учитыват так: как они отличаются более чем на порядо С учетом принятых допущений уравнение крутильных колебаний сверла запи шется в виде: После преобразования уравнения (1) к стандартному виду получим: Ч.. Дг1.0 Решение этого уравнения может быть записано в виде; Г| --е аооеи5д1 + Ъ5тЫзг), (2 Ug- VuiyV, .-k % - сила сопротивления резанию, функционально связанная со степенью износа, Таким образом, по зависимости (3) изменение частотъ; крутильных колебаний сверла U)g в процессе обработки характеризует степень затупления инструмента Блок-схема устройства, реализующего данный способ, гмеет датчик - пьезоэлек трический акселерометр 4, установленны на одном из неврашающихся элементов системы СПИД-3. Выход датчика соеди9нен с усилителем о. Выхол у(;л;1игг;;1н соединен со схемой запоминания экстремального значения внброакустических импульсов 7 и схемой сравнения С.Второй вход схемы сравнения соединен с выходом схемы запоминания. Длительность импульсов на выходе схемы сравнения регулируется и должна составлять около 1/2 периода крутильных колебаний сверла для того, чтобы схема сравнения на вь1ходе выдавала только один импульс при одном периоде крутильных колебаний сверла. Выход схемы сравнения подключен к частотомеру 8, Порядок преобразования сигнала для получения ujg (фиг. 3), где UQ, Uvj| U и UT - форма сигнала соответственно на выходе датчика, усилителя схемы сравнения и схемы запоминания, а Т период крутильных колебаний, uJ 2 Lf-где f - частота, фиксируемая частотомером. Формула изобретения Способ определения износа инструмена в процессе сверления отверстий, осованный на регистра1щи колебаний, воэикающих в системе СПИД, преобразоваии их в электрические сигналы, выделеии составляющих, соответствующих колеаниям инструмента, и измерении их пааметров, отличающийся тем, то, с целью увеличения долгоБичности нструмента за счет повышения точности пределения износа, при резании выделят сигнал, соответствующий частоте круильных колебаний, и степень износа опеделяют по зависимости г - iF де (jjg - круговая частота крутильных колебаний сверла с учетом демпфирования колебаний силами сопротивления резанию U)o - круговая частота крутильных . колебаний сверла без учета демпфирования; I - полярный момент инерции маховых масс сверла, %j - сила сопротивления резанию, функционально связанная со степенью износа. Источники информации, ринятые во внимание при экспертизе. 1, Авторское свидетельство СССР 484939, кл. В 23Q15/OO, 1975.
I
I
X
Фиг.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ определения износа инструмента | 1982 |
|
SU1024227A1 |
| Способ автоматического управленияпРОцЕССОМ глубОКОгО СВЕРлЕНия | 1979 |
|
SU806286A1 |
| Способ автоматического управления процессом глубокого сверления | 1979 |
|
SU854606A1 |
| Способ оценки шероховатости поверхности в процессе резания | 1979 |
|
SU872052A1 |
| Устройство для контроля износа кондукторной втулки | 1981 |
|
SU956176A1 |
| Система автоматического управления процессом глубокого сверления | 1987 |
|
SU1502260A1 |
| Способ сверления отверстий и устройство для его осуществления | 1987 |
|
SU1560413A1 |
| Способ оценки износа сверла на металлорежущих станках | 1984 |
|
SU1310690A1 |
| Устройство для моделирования ротор-НыХ СиСТЕМ | 1979 |
|
SU822221A1 |
| Устройство для адаптивного управления процессом абразивной обработки | 1983 |
|
SU1096089A1 |