(54) УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ИЗНОСА КОНДУКТОРНОЙ ВТУЛКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ автоматического управленияпРОцЕССОМ глубОКОгО СВЕРлЕНия | 1979 |
|
SU806286A1 |
| Способ активного контроля процесса обработки зубчатых колес | 1981 |
|
SU984811A1 |
| Способ определения износа инструмента | 1982 |
|
SU1024227A1 |
| Способ оценки шероховатости поверхности в процессе резания | 1979 |
|
SU872052A1 |
| Устройство для измерения износа режущего инструмента | 1983 |
|
SU1113217A2 |
| Устройство для контроля выходных параметров процесса резания | 1980 |
|
SU921689A1 |
| Способ совмещения осей инструмента и обрабатываемой заготовки на расточном станке | 1982 |
|
SU1103958A1 |
| Система адаптивного числового программного управления металлорежущим станком | 1980 |
|
SU954945A1 |
| Способ определения износа инструмента | 1978 |
|
SU763069A1 |
| Способ автоматического управления процессом глубокого сверления | 1979 |
|
SU854606A1 |
1
Изобретение относится к области обработки материалов резанием и может быть использовано для контроля износа кондукторной втулки непосредственно в процессе обработки глубоких отверстий.
Известно устройство для контроля износа кондукторной втулки, основанное на учете состояния системы СПИД. Об износе кондукторной втулки судят по характеру изменения осевой силы сопротивления резанию при врезании инструмента в заготовку с помощью устройства, содержащего последовательно соединенные датчик, реагирующий на с-иловое взаимодействие инструмента с заготовкой, согласующий усилитель и блок выделения контролируемых параметров регистраторов 1. Контроль износа кондукторной втулки может быть осуществлен непосредственно в процессе обработки глубоких отверстий. Однако характер изменения осевой силы сопротивления резанию при врезании инструмента в заготовку определяется не только износом кондукторной втулки, но и параметрами инструмента, например износом по задней грани, а также параметрами заготовки, например твердостью. Кроме того, должны быть применены
тензометрические устройства, что приводит к снижению жесткости системы СПИД и, следовательно, к влиянию средств контроля на процесс обработки глубоких отверстий.
Целью изобретения является повышение достоверности контроля износа кондукторной втулки в процессе обработки глубоких отверстий.
Поставленная цель достигается тем, что предложенное устройство дополнительно снабжено последовательно соединенными
10 датчиком режима холостого хода и стробатором, выход которого соединен со вторым управляющим входом регистратора, причем стробатор выполнен в виде ждущего генератора импульсов запуска регистратора.
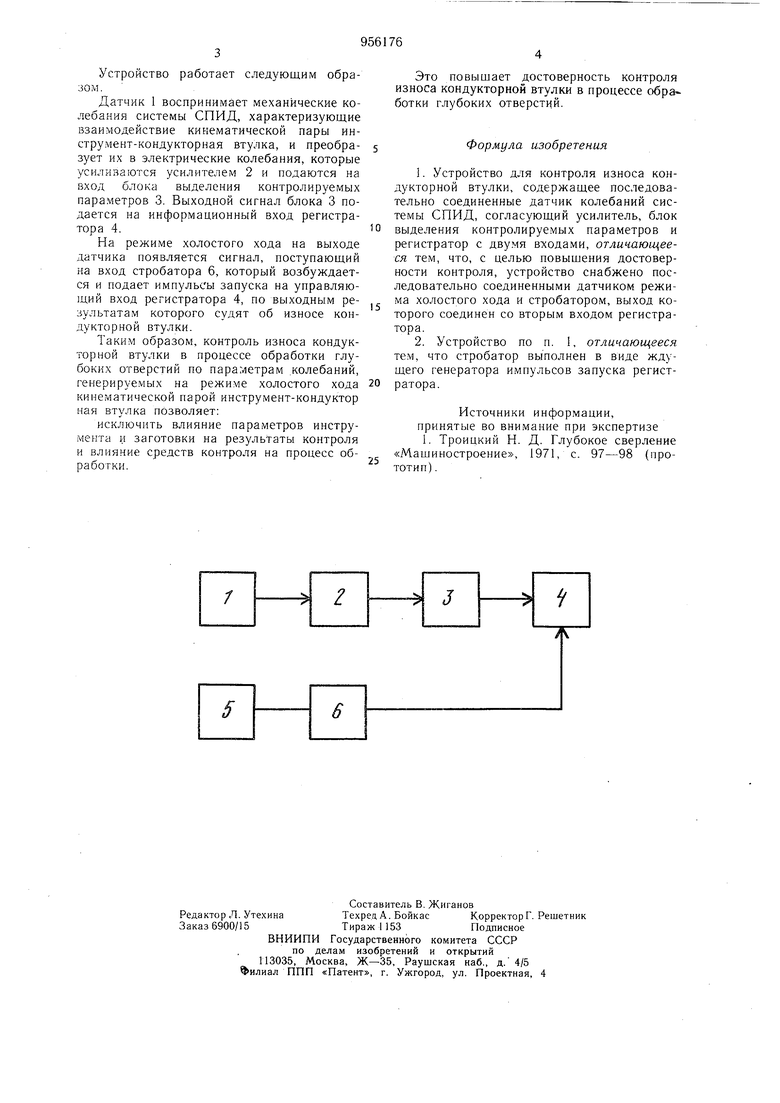
На чертеже представлена структурная
15 схема устройства.
Устройство содержит последовательно соединенные датчик 1, реагирующий на силовое взаимодействие элементов системы СПИД, согласующий усилитель 2, блок деления контролируемых параметров 3 и регистратор 4, а также последовательно соединенные датчик режима холостого хода 5 и стробатор -6, выход которого соединен с управляющим входом регистратора. Устройство работает следующим образом. Датчик 1 воспринимает механические колебания системы СПИД, характеризующие взаимодействие кинематической пары инструмент-кондукторная втулка, и преобразует их в электрические колебания, которые усиливаются усилителем 2 и подаются на вход блока выделения контролируемых параметров 3. Выходной сигнал блока 3 подается на информационный вход регистратора 4. На режиме холостого хода на выходе датчика появляется сигнал, поступающий на вход стробатора 6, который возбуждается и подает импульсы запуска на управляю1ЦИЙ вход регистратора 4, по выходным результатам которого судят об износе кондукторной втулки. Таким образом, контроль износа кондукторной втулки в процессе обработки глубоких отверстий по параметрам .колебаний, генерируемых на режиме холостого хода кинематической парой инструмент-кондуктор ная втулка позволяет: исключить влияние параметров инструмента и заготовки на результаты контроля и влияние средств контроля на процесс обработки. Это повыщает достоверность контроля износа кондукторной втулки в процессе обработки глубоких отверстий. Формула изобретения 1.Устройство для контроля износа кондукторной втулки, содержащее последовательно соединенные датчик колебаний системы СПИД, согласующий усилитель, блок выделения контролируемых параметров и регистратор с двумя входами, отличающееся тем, что, с целью повышения достоверности контроля, устройство снабжено последовательно соединенными датчиком режима холостого хода и стробатором, выход которого соединен со вторым входом регистратора. 2.Устройство по п. 1, отличающееся тем, что стробатор выполнен в виде ждущего генератора импульсов запуска регистратора. Источники информации, принятые во внимание при экспертизе 1. Троицкий Н. Д. Глубокое сверление «Машиностроение, 1971, с. 97-98 (прототип) .
