1
Изобретение относится к обработке материалов резанием и может быть использовано для автоматического управления процессом резания.
Известен способ автоматического . управления процессом глубокого сверления, заключающийся в улавливании звуковых колебаний, возникающих в процессе резания в системе СПИД, преобразовании их в электрические сигналы, вьщелении из них сигнала, генерируемого сверлом и деталью, и исполЬ зевании его дпя изменения режима обработки. Способ реагирует на быстрые колебания нагрузки и вибрации системы СПИД и предупреждает поломки инструмента как наиболее слабого ее элемента р .
Однако этот способ обладает тем недостатком, что не учитьшает изменение амплитуды сигнала, генерируемого сверлом и деталью в зависимости от положения датчика, воспринимающего колебания относительно зоны резания.
В процессе обработки глубоких отверстий изменяется расстояние между датчиком, воспринимающим звуковые колебания, и источником этих колебаний, которым является зона резания.
Изменение расстояния между источ-ч НИКОМ звуковых колебаний и датчиком оказывает влияние на амплитуду сигнала, закон изменения которой определяется выражением
10
€ .(iO(t- ),
где Х - амплитуда колебаний на расстоянии от источника, равHbW 1 J
V - скорость распространения
15
колебаний;
г - расстояние от источника колебаний;UU - частота; t - время.
30
При одном и том же возбуждении изменение амплитуды в зависимости от расстояния происходит по гиперболическому закону. Отсюда следует, что
при одном и том же нарушении работы сверла, происходящем в разных, местах по глубине сверления 5 выделенный сигнал имеет различные амплмтуд15ые значения, что приводит к большой погрешности нри определении сигнала управления, значения которого получаются сравнением выделенного сигнала с заданным результатом.
Цель изобретения - повышение точности онределения сигнала управления.
Поставленная цепь достигается тем, что сигнал, генерируемьш сверлом и деталью, корректируют по глубине сверлетшя в зависимости от положения датчика относительно зонь резания.
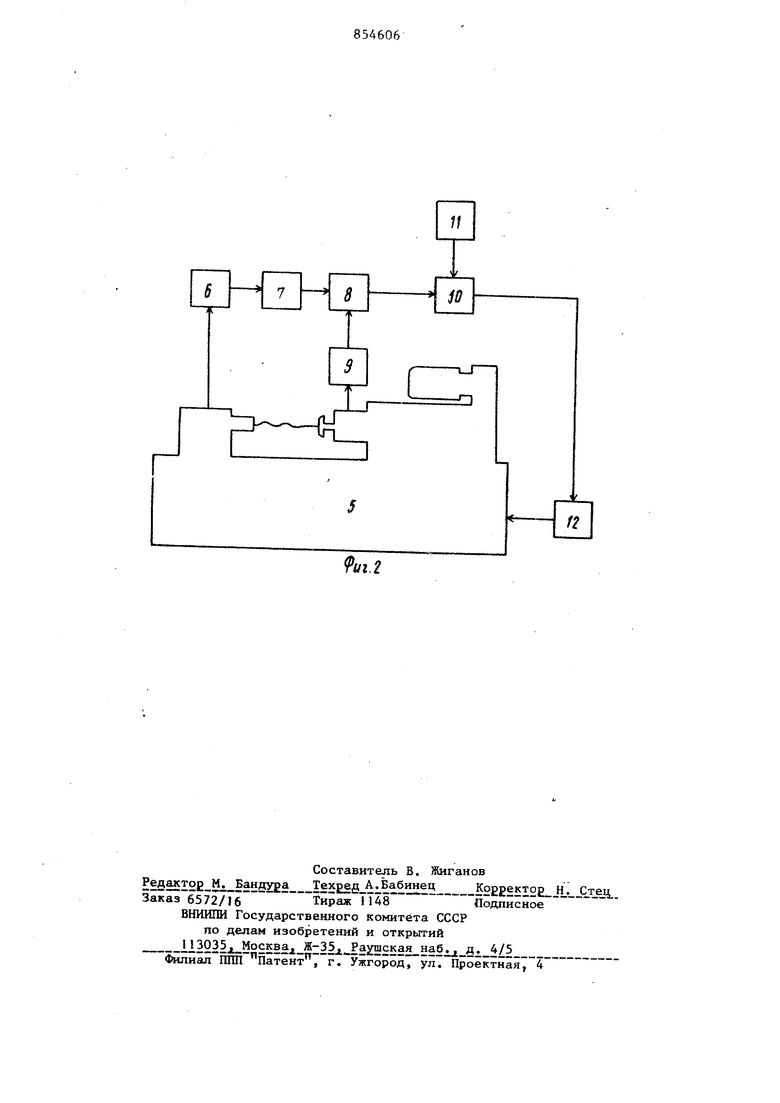
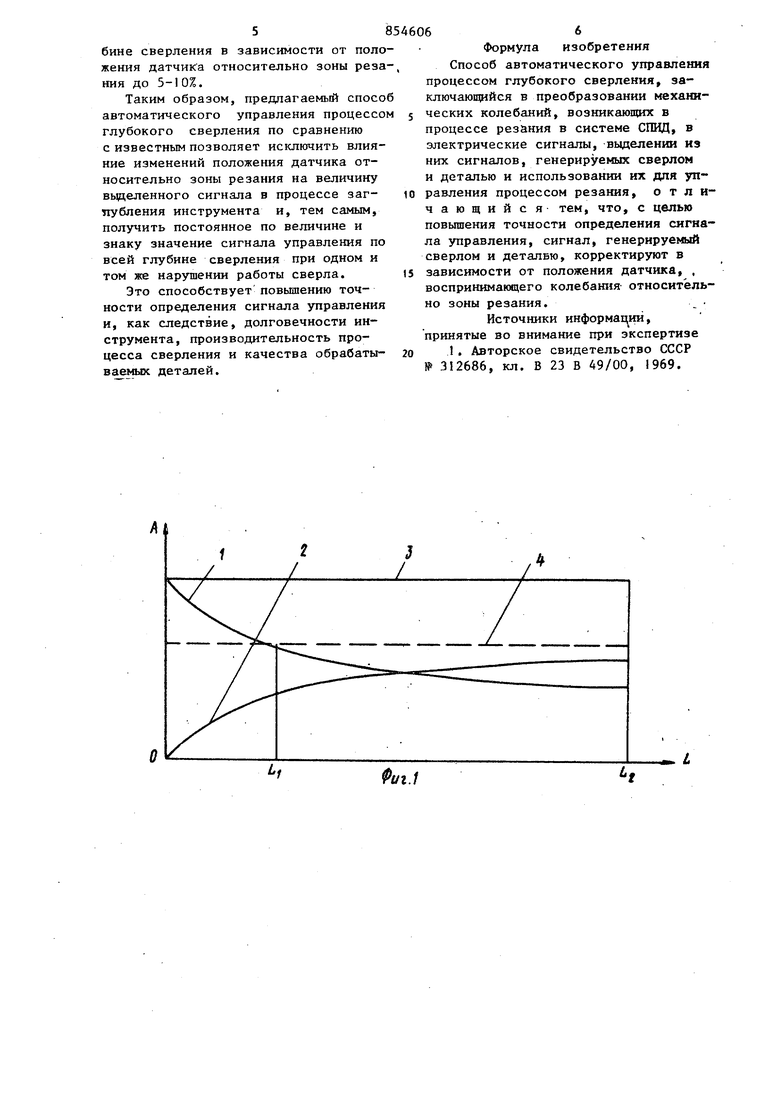
На фиг 1 приведен характер изменения сигналов по глубине, сверления в зависимост от пололсения датчика относительно зоны резания; на фиг. 2 блок-схема реапизации способа,
Изменен е амплитуды А сигнала генерируемого сверлоьз и деталью при неизменных параметрах процесса резаНия по глубине обработки L (фиг О/ показано кривой сигнала коррекции кривой 2 и откорректированного сигнала кривой 3 Заданный результат, при сравнении с которым определяют сигнал управления, обозначен кривой 4. Кривые i-3 приведены из условия, что датчик S воспринимающий колебания находится в месте, соответствующ€1М началу обработки, т.е. при , Изменение a плитyды сигнала (кривая 1) и сигнала коррекции (кривая 2.) происходит но гиперболическому закону, причем кривая 2 является зеркальным отображением кривой что обеспечив;ает постоянство значений откорректированного сигнала (кривая З) по глубине сверления
Из анализа кривых 1 и 4 видно, чт сигнал управления при одном и том же внешнем воздействии не остается постоянным по глубине сверления, изменяясь как но BenH4iiHej так и знаку, меняя его на противоположш,1й при глубине L Ljf
С введением коррекции по предлагаемому способу сигнал управления, Панучаемый сравнением ординат кривыз 3 и 4j приобретает постоянное rso величине и знаку значение по всей глубине сверления от до .. т.е. становится незавйсим1 ш от положения
датчика относительно зоны резания, что повышает точность определения сигнала управления,
Звуковые колебания, возникакицие при резании в системе 5 СПИД воспринимают датчиком 6 и преобразовывают их в электрические сигналы. Сигнал, генерируемый сверлом и деталью, вьоделяют при помощи фильтра 7, корректируют усилителем 8 с регулируемым коэффициентом усиления, на управляющий вход которого подается сигнал от формирователя 9, причем выходные значения сигнала изменяются в зависиморти от положения датчика относительно зоны резания, и усиливаются ;/силителем 10. При нарушении, процесса сверления этот сигнал, достигая
Q значения 5 отличающегося от сигнала, заданного блоком 1 1 ,, поступает на исполнительное устройство 2, осуществляющее управление процессом сверления „ Усилитель 8 с формирователем
5 9 обеспечивают независимость амплитудных значенийвыделенного сигнала и, соответственно, сигнала управления от положения датчика oTHocHTejfbно зоны резания, что способствует повышению точности определения сигнала управления.
Исследования производится с помощью спехдаально разработанной измерительной системы при различных состояниях инструмента, обрабатываемых деталей и режимах резания.
Виброакустический преобразователь закрегшяется в непосредственной близости от начала зоны резания. Расстояние от преобразователя до зоны резания изменяется по мере заглубления инструмента. Параметры виброакустического сигнала регистрируются по всей глубине сверления. Интенсивность виброакустического сигнала при одном и том же состоянии инструмента, обрабатываемой детали и неизмен-. i-aix режимах резания по мере удаления зоны резания относительно датчика уменьшается до 30-50%, с чем нельзя не считаться при формировании сигнала управления. Введение коррекции в измеритайьную систему с помощью блока формирования корректирующего сигнахса и усилителя с регулируемым коэйхрициентом усиления уменьшает из -мененме интенсивности сигнала по глубине сверления в зависимости от положения датчика относительно зоны резания до 5-10%.
Таким образом, предлагаемый способ автоматического управления процессом глубокого сверления по сравнению с известным позволяет исключить влияние изменений положения датчика относительно зоны резания на величину вьщеленного сигнала в процессе загпубления инструмента и, тем самым, получить постоянное по величине и знаку значение сигнала управления по всей глубине сверления при одном и том же нарушении работы сверла.
Это способствует повьшению точности определения сигнала управления и, как следствие, долговечности инструмента, производительность процесса сверления и качества обрабатываемых деталей.
Формула изобретения Способ автоматического управления процессом глубокого сверления, заключающийся в преобразовании механических колебаний, возникающих в процессе резания в системе СПИД, в электрические сигналы, выделении из них сигналов, генерируемых сверлом и деталью и использовании их для управления процессом резания, отличающийся тем, что, с целью повышения точности определения сигнала управления, сигнал, генерируемый сверлом и деталБю, корректируют в зависимости от положения датчика, , воспринимающего колебания относительно зоны резания.
Источники информа1 ии, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 312686, кл. В 23 В 49/00, 1969.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ автоматического управленияпРОцЕССОМ глубОКОгО СВЕРлЕНия | 1979 |
|
SU806286A1 |
| Способ активного контроля процесса обработки зубчатых колес | 1981 |
|
SU984811A1 |
| Способ оценки шероховатости поверхности в процессе резания | 1979 |
|
SU872052A1 |
| Устройство для адаптивного управления процессом абразивной обработки | 1983 |
|
SU1096089A1 |
| Способ управления процессом глубокого сверления | 1983 |
|
SU1180173A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПРОЦЕССОМ ГЛУБОКОГО СВЕРЛЕНИЯВСЕСОн./. г' ^-iHATtiiiUy'!. Г^*>&- •-'••. БИ6;1ИО,^-КА 1 | 1971 |
|
SU312686A1 |
| Способ определения износа инструмента | 1982 |
|
SU1024227A1 |
| Система автоматического управления процессом глубокого сверления | 1987 |
|
SU1502260A1 |
| Способ определения износа инструмента | 1978 |
|
SU763069A1 |
| Способ определения износа режущего инструмента | 1988 |
|
SU1714458A1 |