1
Изобретение относится к областиэкструзионной переработки высоконаполненных полимерных материалов, а также материалов с большим коэф- , фициентом трения о стенки.
Известна экструзионная головка, содержащая корпус с системой подачи смазки в формующий канал через кольцевую конусную проточку, соединяющую сквозные отверстия pj . Недостатком головки является невысокое качество получаемых изделий.
Известна экструзионная головка/ содержащая корпус со щтуцером подачи смазывающего агента и с формующим каналом, стенки которого выполнены из пористого материала с переменной по длине канала толщиной.
Данная головка является наиболее близкой к изобретению по технической сущности и достигаемому результату .
Недостатком головки является невозможностьсоздания равномерного слоя смазки по длине канала.
Целью изобретения является оптимизация условий подвода смазывающего агента.
Поставленная цель достигается тем, что в экструзионной головке, содержащей корпус со штуцером подачи смазывающего агента и с формующим кансшом, стенки которого выполнены из пористого материала с переменной по длине кансшатолщиной, согласно изобретению толщина стенки канала определяется соотношеtoнием:
k
h
U.P
(U-Я где ДР РС-Р(Х);
15
Рд - давление смазки в рубашке;
- давление на стенку канала со стороны обрабатываемого материала;
К - коэффициент проницаемости,
20 характеризующий пористый материал;
fti - динамическая вязкость смазки;
h - толщина стенки канала;
25
(J. - объемный расход смазки через единицу поверхности стенки канала.
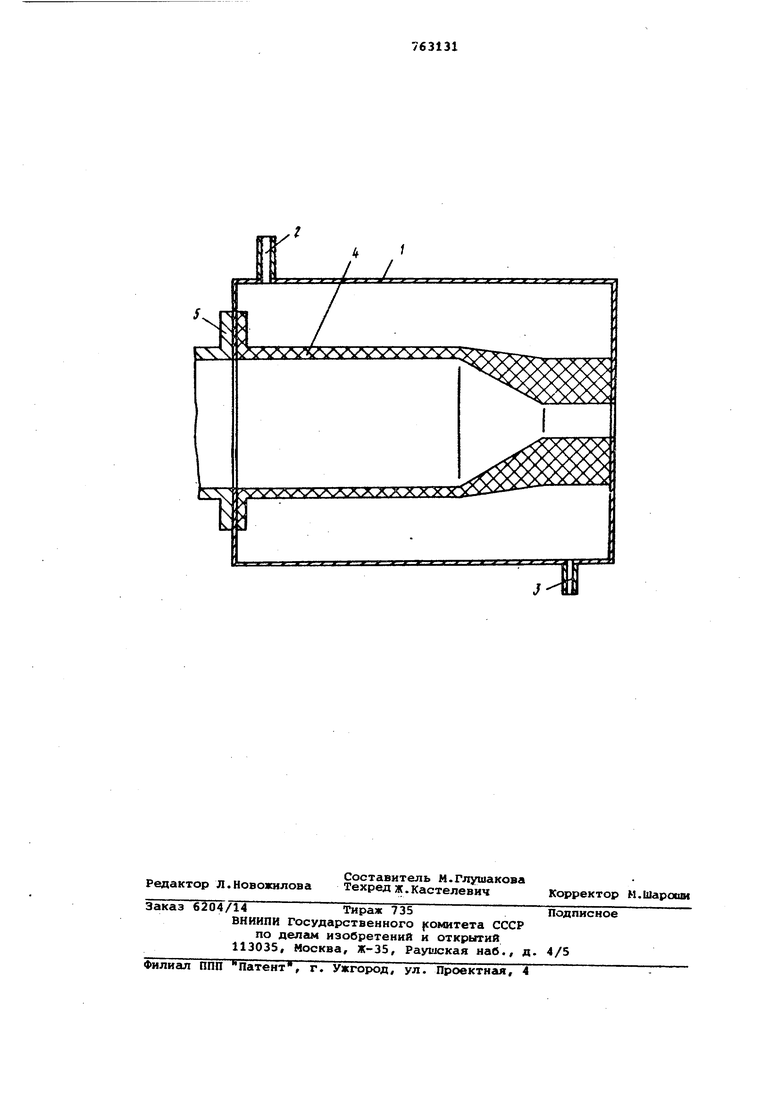
Изобретение поясняется чертежом, 30 где изображена схема головки.
Экструэионная головка содержит орпус 1 со штуцерами 2, 3 подвода отвода смазывающего агента и с ормующим каналом 4, стенки котороо выполнены из пористого материала переменной по длине канала толиной. Корпус 1 соединен с корпусом кструдера 5.
Толщина стенки канала определяетI/
я соотношением
Ргде л Р РС .
PC - давление смазки в рубашке; Р(х)- давление на стенку канала со стороны обрабатываемого материала; К - коэффициент проницаемости,
характеризующий пористый материал ;
|U - динамическая вязкость смазки;
h - толщина стенки канала; с| - объемный расход смазки через единицу поверхности стенки канала.
Экструзионная головка работает следугацим образом.
По длине канала из рубашки через поры стенки экструзионной голов-, ки подается под давлением смазываюая жидкость или газ. Давление в рубашке и изменение толщины стенки должны быть такими, чтобы,обрабатываемый материал деформировался смазывающей жидкостью или газом, не соприкасаясь со стенкой.
Расчет толщи газо-жидкостно проницаемой стенки производят следующим образом:
а)расчет закона распределения давления по внутренней стенкеканала;
б)выбор минимальной толщины стенки из условий прочности;
в)определение давления смазки в рубашке 2 по минимальной толщине стенки, используя закон Дарси, задав необходимый расход смазки и постоянные пористой среды;
г) расчет толщины стенки вдоль оси в соответствии с найденным распределением давления Р(), используя закон Дарси.
Экструзионная головка позволяет оптимизировать подвод смазывающей жидкости или газа меядзу материалом и стенкой -экструзионной головки за счет изготовления толщины стенки в соответствии с законом распределения давления.
Формула изобретения
Экструзионная головка, содержащая корпус со штуцером подачи смазывающего агента и с формующим каналом, стенки КОТОРОГО выполнены из пористого материала с переменной по длине канала толщиной, отличающая я с я тем, что, с целью оптимизации условий подвода смазывающего агента, толщина cTeHKV канала определяется соотношением;
-АР/
();
- давление смазки в рубашке;
- давление на стенку кааалл со стороны обрабатываемого материала;
коэффициент проницаемости,
характеризующий пористый материал;
динамическая вязкость смазки;
толщина стенки канала; объемный расход смазки через единицу поверхности стенки канала.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР 455017, кл. В 29 F 3/04, 17.07.73.
2.Патент Франции 2162705, кл. В 29 F 3/00, опублик. 24.08.73 (прототип).

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ экструдирования полимерных материалов | 1986 |
|
SU1407823A1 |
| Кристаллизатор для непрерывного литья слитков из меди и медных сплавов | 1990 |
|
SU1748925A1 |
| РОТОРНО-ПУЛЬСАЦИОННЫЙ АППАРАТ АГАФОНОВА | 1999 |
|
RU2158628C1 |
| ПРОТОЧНЫЙ ЭЛЕКТРОХИМИЧЕСКИЙ МОДУЛЬНЫЙ ЭЛЕМЕНТ "ПЭМ-4" ДЛЯ ОБРАБОТКИ ЖИДКОСТИ | 1998 |
|
RU2145940C1 |
| Экструзионная головка для изготовления изделий из полимерного материала | 1978 |
|
SU722779A1 |
| Устройство для формования изделий из полимерных материалов | 1980 |
|
SU891464A1 |
| СПОСОБ РАЗРАБОТКИ НЕФТЯНОЙ ЗАЛЕЖИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2266396C2 |
| Установка для изготовления двухосноориентированных полимерных рукавных пленок | 1979 |
|
SU874382A1 |
| Установка для изготовления двухосноориентированных полимерных рукавных пленок | 1983 |
|
SU1171349A2 |
| Способ экструзии полимеров | 1980 |
|
SU943002A1 |