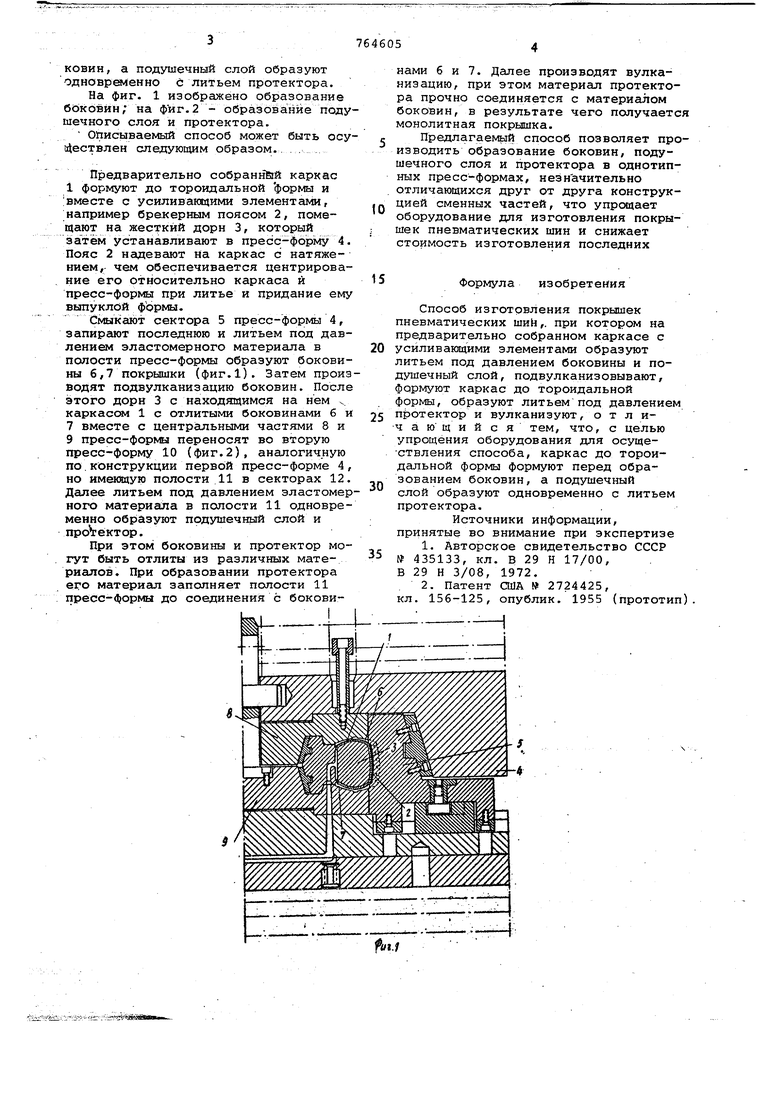
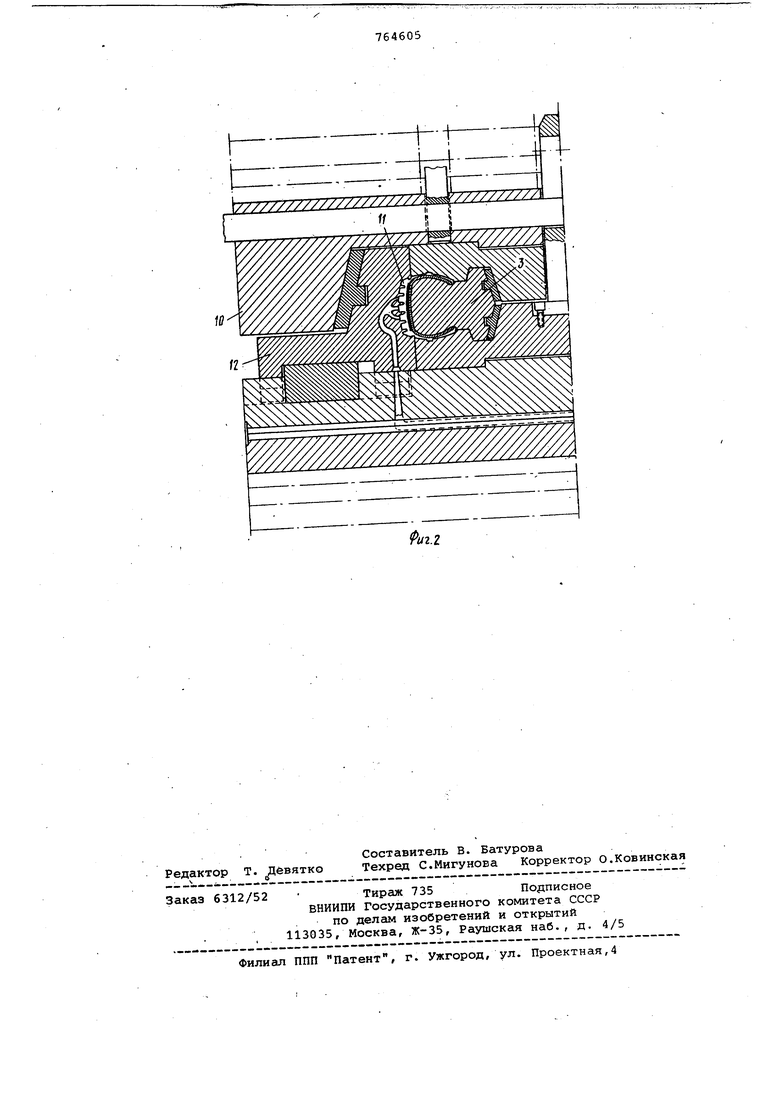
ковин, а подушечный слой образуют одновременно с литьем протектора. На фиг. 1 изображено образование боковин; на фиг.2 - образование под шечного слоя и протектора. описываемый способ может быть ос 4ествлен следующим образом.. Предварительно собран1Й1й каркас 1 формуют до тороидальной формы и :вместе с усиливающими элементами, ;например брекерным поясом 2, поме. жесткий дорн 3, который устанавливают в пресс-форму 4 Пояс 2 надевают на каркас с натяжением, чем обеспечивается центрирова ние его относительно каркаса и пресс-формы при литье и придание ем выпуклой формы. Смыкают сектора 5 пресс-формы 4, запирают последнюю и литьем под дав лением эластомерного материала в полости пресс-формы образуют бокови ны 6,7 покрышки (фиг.1). Затем произ водят подвулканизацию боковин. После этого дорн 3 с находящимся на нем каркасе 1 с отлитыми боковинами б и 7 вместе с центральными частями 8 и 9 пресс-формы переносят во вторую пресс-форму 10 (фиг.2), аналогичную по.конструкции первой пресс-форме 4, но имеквдую полости 11 в секторах 12. Далее литьем под давлением эластомер ного материала в полости 11 одновременно образуют подушечный слой и протектор. При этом боковины и протектор могут быть отлиты из различных материалов. При образовании протектора его материал заполняет полости 11 пресс-формы до соединения с боковинами 6 и 7. Далее производят вулканизацию, при этом материал протектора прочно соединяется с материалом боковин, в результате чего получается монолитная покрышка. Предлагаемый способ позволяет производить образование боковин, подушечного слоя и протектора в однотипных пресс-формах, незначительно отличающихся друг от друга конструкцией сменных частей, что упрсяцает оборудование для изготовления покрышек пневматических шин и снижает стоимость изготовления последних Формула изобретения Способ изготовления покрышек пневматических шиИ,. при котором на предварительно собранном каркасе с усиливакяцими элементами образуют литьем под давлением боковины и подушечный слой, подвулканизовывают, Формуют каркас до тороидальной формы, образуют литьем под давлением протектор и вулканизуют, о т л ич а ю- щ и и с я тем, что, с целью упрощения оборудования для осуществления способа, каркас до тороидальной формы формуют перед образованием боковин, а подушечный слой образуют одновременно с литьем протектора. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 435133, кл. В 29 Н 17/00, В 29 Н 3/08, 1972. 2.Патент США 2724425, кл. 156-125, опублик. 1955 (прототип)
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ПНЕВМАТИЧЕСКИХ ШИН | 2017 |
|
RU2678266C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1990 |
|
SU1727320A2 |
| Способ изготовления покрышек пневматических шин | 1982 |
|
SU1009800A1 |
| Пресс-форма для литья протекторов | 1991 |
|
SU1801756A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШКИ ПНЕВМАТИЧЕСКОЙ ОДНОСЛОЙНОЙ ШИНЫ | 2010 |
|
RU2436675C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН (ВАРИАНТЫ) | 1998 |
|
RU2134199C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1989 |
|
SU1631882A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШЕК | 1991 |
|
RU2005620C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1972 |
|
SU435133A1 |
| Способ изготовления покрышек пневматических шин | 1974 |
|
SU494280A1 |
;гЭТй; ЙЙЙЙ«ш«.
