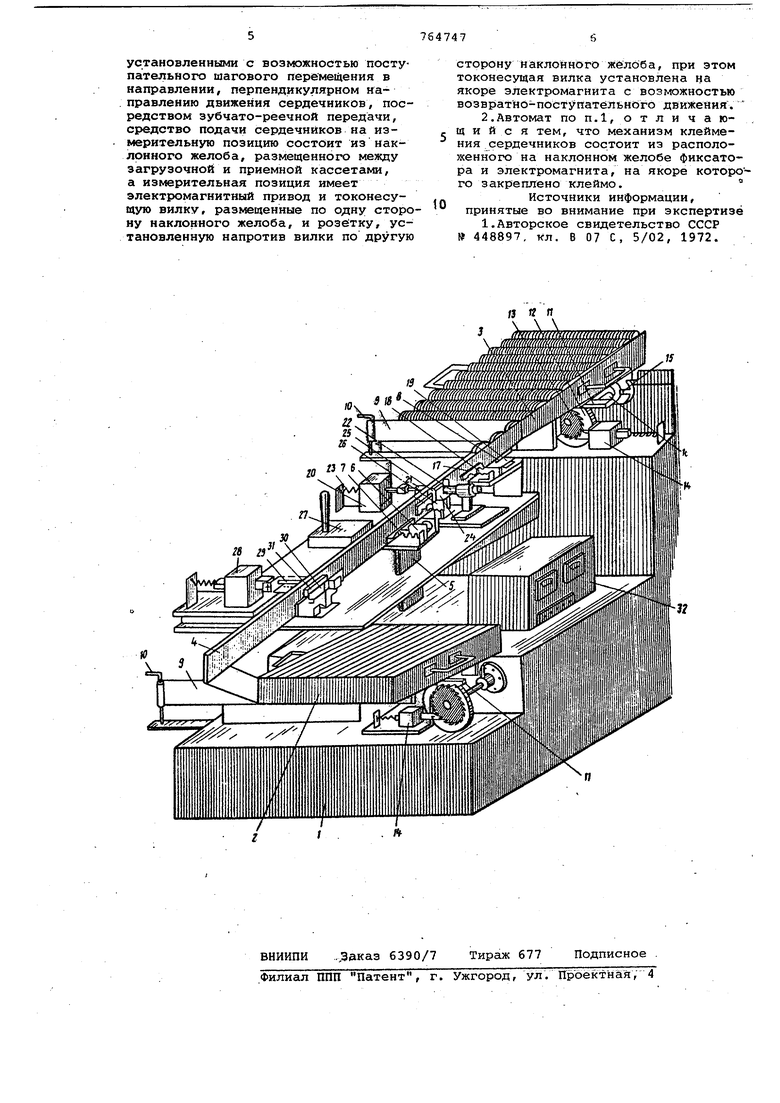
Он содержит стол 1, на котором устанавливаются подвижные приемная 2 и загрузочная 3 кассеты с перегородками для заполнения сердечниками в вертйка:льномположении.
Кассеты соединены наклонным желобом 4, имеющим рукав рброса 5 для отделения бракованных сердечников от годных. Рукав снабжен электромагнитом 6 и заслонкой 7. В начале желоба расположен бесконтактный датчик 8, который контролирует наличие сердечников в желобе. Каждая кассета имеет подвижную крышку 9, которая открывается и пропускает сердечник в желоб, крышка закрепляется на столе 1 стопором 10. Кроме того, каждая кассета снабжена рейкой 11, посредством которой она связана с механизмом привода перемещения, состоящим из шестерни 12 связанной с храповиком 13 и приводимой в движение электромагнитом 14 по командам бесконтактного датчика 8.
Инерционные силы, возникающие при передвижении кассеты, гасятся болтом 15,.установленным на валу 16. Заслонка 17 электромагнита 18 и пластина 19 регулируют подачу контролируемых сердечников к механизму контроля. Желоб 4 снабжен механизмом контроля, состоящим из электромагнита 20, подающим вилку 21 в неподвижную розетку 22, и пружины 23, служащей для возврата электромагнита в исходное положение. Кроме того, имеются подпружиненный контакт 24 и фиксаторскоба 25, выполненная с возможностью возвратно-поступательного движения иуетановленная на якоре электромагнита 26. Уровень механизма контроля регулируется клином 27. За механизмом контроля вдоль желоба 4 следует механизм клеймения, состоящий из электромагнита 28, на якоре которого установлено клеймо 29, а для фиксации сердечника служат подпружиненный контакт 30 и скоба 31. Автомат снабжен контрольным прибором 32. Автомат для контроля сердечников работает следующим образом.
Загрузочная кассета 3, заполненная сердечниками, ставится рейкой 11 на шестерню 12 с храповиком 13 механизма передвижения кассеты. Крышка 9 кассеты 3, выполненной с пере город kaми,. позволяющими располагать контролируемые сердечники рядами-ручьями,, отодвигается до открытия первого ручья и закрепляется на столе 1 стопором 10. В этот сердечники выкатываются до упора с заслонкой 17 электромагнита 18. ; Одновременно с заполнением желоба 4 пластина 19 под действием собйтleTfTSefS Efec-ar бёШечн««ов Ут кзк няется и включает бесконтактный датчик 8. -С этого момента наличие сердечников контролир уется
этим датчиком. Сердечник движется по желобу до тех пор, пока не нажмет подпружиненный контакт 24, после чего включается электромагнит 26, и скоба 25 останавливает сердечник. Электромагнит 20 подает вилку 21 в розетку 22, включается цепь контроля по току холостого хода. После выдержки в течение 3-5 сек реле времени .выключает электромагнит 20 и его сердечник под действием пружины 23 возвращается в исходное положение, а электромагнит 26, размыкаясь, пропускает проконтролированный сердечник дальше. При этом, если он окажется непригодным,то на электромагнит 6 подается с контрольного прибора 32 импульс, заслонка 7 открывается и через рукав сброса 5 сердечник попадает в брак. Если сердечник годный, сердечник поступает по желобу 4 до механизма клеймения и останавливается с помощью подпружиненного контакта 30 и скобы 31. Электромагнит 28 подает клеймо 29 к поверхности сердечника. После клеймения скоба 31 возвращается в исходное положение и сердечник скатывается в приемную кассету 2. Так происходит до тех пор пока не опорожнится ручей загрузочной кассеты 3. В этот момент пластина 19 поднимается и бесконтактный датчик 8 дает команду на разовое включение механизма привода перемещения кассеты на следующий ручей. Ввиду того, что крышка 9 зафиксирована на столе 1, следующий ручей выходит на желоб и оттуда выкатываются сердечники до заслонки 17 электромагнита 18. При этом бесконтактный датчик 8 дает команду на перемещение на новый ручей приемной кассеты 2, после чего цикл работы повторяется. Болт 15 предохраняет шестерню 12 от проворота на следующий ручей. Визуальное наблюдение за характеристиками при проверке по току холостого хода производится по контрольному прибору 32.
изобретения
Формула
1.Автомат для контроля и сортировки электрических тороидальных сердечников срдержсвдий загрузочное устройство, измерительную позицию, . средство подачи сердечников на измерительную позицию и приемное устройство, отличающийся тем, что, с целью расширения технологических возможностей и повышения качества контроля, он снабжен механизмом клеймения сердечников, расположенным за измерительной позицией по ходу движения сердечников, загрузочное и приемное устройства состоят из электромагнитного привода и кассет с внутренними перегородками.
установленными с возможностью поступательного шагового перемещения в направлении, перпендикулярном направлению движения сердечников, посредством зубчато-реечной передачи, средство подачи сердечников на измерительную позицию состоит из наклонного желоба, размещенного между загрузочной и приемной кассетами, а измерительная позиция имеет электромагнитный привод и токонесущую вилку, размещенные по одну сторону наклонного желоба, и розетку, установленную напротив вилки по другую
сторону наклонного желоба, при этом токонесущая вилка установлена на якоре электромагнита с возможностью возвратнсз-поступатёльнйго двкжейия.
2.Автомат поп,1,отличающ и и с я тем, что механизм клеймения сердечников состоит из расположенного на наклонном желобе фиксатора и электромагнита, на якоре которого закреплено клеймо.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 448897, кл. В О С, 5/02, 1972.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контроля и сортировки сердечников | 1980 |
|
SU895552A1 |
| Автомат для сборки сердечников магнитопроводов электрических машин | 1980 |
|
SU959220A1 |
| Автомат для сортировки электродов по толщине | 1976 |
|
SU603438A1 |
| Автомат для контроля деталей цилиндрической формы | 1986 |
|
SU1466815A1 |
| Автомат для сортировки электродов по толщине | 1977 |
|
SU665956A1 |
| АВТОМАТ ДЛЯ КОНТРОЛЯ И СОРТИРОВКИ по ЛИНЕЙНЫМ | 1971 |
|
SU315900A1 |
| Устройство для клеймения изделий | 1977 |
|
SU733767A1 |
| Устройство для контроля закалки стали | 1949 |
|
SU88865A1 |
| Устройство для отбора,подготовки и доставки проб жидкого металла | 1986 |
|
SU1381359A2 |
| Автомат для контроля линейных параметров дисков фрикционов | 1975 |
|
SU766670A1 |
