Изобретение относится к металлургии, а именно к прокатке металла, иможет быть использовано в гидросистемах прессов для устранения гидроударов .
Известно устройство для уменьшения величины гидроудара, содержащее плунжерные попарно соосные гидроцилиндры, причем каждый гидроцилиндр пары размещен в своей подушке, плунжеры, :взаимодействующие торцами,, один из гидроцилиндров пары подключен к гидроаккумулятору, а другой к гидросистеме с регулятором давления и насосной станцией l,
Однако такое устройство имеет существенный недостаток: дл-я того, чтобы работала система демфирова- .. ния, необходимо плунжера распорных гидроцилиндров жестко упереть в днища- их цилиндров, тем самым лишая возможности работать систему гидрораспора. Однако и в этом случае гид роудар полностью не устраняется, а лишь частично уменьшается.
Известно также устройство, которое содержит в качестве компенсатора удара для гидравлического установочного устройства с установочным поршнем и нажимным цилиндром прямого действия газовую подушку для приема вытесняемой рабочей жидкости, расположенную внутри установочного порядня, разделительный элемент, размещенный внутри установочного поршня между газовой подушкой и рабочей жидкостью, ограничитель
10 хода разделительного элемента в виде втулки, смонтированный внутри установочного поршня, клапан для заполнения газовой подушки, располомсенный в газовой камере 2.
Это устройство, несмотря на свою
15 сложность, способно только снизить величину гидроудара в гидросистеме, но не способно устранить его полностью.
Таким образом, рассмотренные уст20ройства не позволяют избавиться от гидроударов в гидросистемах для распора валков прокатных станов. Они в большей или меньшей мере способнысмягчить гидроудар, но не более.
25
Наиболее близким к предлагаемому по технической сущности и достигаемому результату является устройство для автоматического регулирования продольной разнотолщенности горяче катанных полос, содержащее распорные гидравлические цилиндры, установленные между подуЕжа« Гвалк6в, запорный клапан, один вход которого подключен к гидросистеме распора, а другой - к насосной станций, фиксированный с помощью упора демпферный поршень з.
Однако такое устройство имеет те же недостатки, так как гидросистема выполнена замкнутой, то при выходе металла из валков происходит резкое повышение давления (т.е. идроудар) рабочей жидкости. Демпферный поршень отходит от упора, у вёлй чивает объем, заполняенйай рабочей жидкостью, и несколько снижает силу гидроудара. Но дайлеййе рабочей жидкости при выходе полосы всегда больше максимально допусти- мого рабочего давления. Это неблагоприятно сказывается на подшипниках прокатных валков и на их шейках, снижая срок службы.
Целью изобретения является полное устранение гидроудара.
Это достигается тем, что в устройство, содержащее гидроцилиндры
распора; валков, установленные между подушками валков, запорный клапан. Один вход которого подключен к гидросистеме распора, а другой к насосной станции, дополнительно введены трехполостной гидроцилиндр,
два/ -идравлическйх распределителя и разделительный клапан, один вход и одна полость управления которого подключены к гидросистеме распора валкозв, другой вход - к рабочей полости трёхпоййстнбго гйдрбцилиндра,И другая полость управления через первый гидравлический распределитель подключена к насосной станции, а управляющие полости трехполостного Гидроцилйндра подключены .через второй гидравлический распределитель к насосной станции.
Это позволяет при ходе плунжера трехполостного гйдроцилиндра (при
закрытом разделительном клапане) создать аэряжение в рабочей полости, перед выходом металла из йалков соединить при разделительйсзго клапана рабочую полость трехполостного гидроцилиндра с гидросистемой распора и убрать из последней объем жидкости, равный объему, йы ее ияёмому из гидросистемы; распора поршнями распорных гидроцилиндров припосадке клети йослё вых4)да из нее металла, в результате
его п)редупреждается вознйкнбвёнйе гйдроудара} перед входом следующей заготовки восстановить объем жидкости в гидросистеме распора (за Счет хода плунжера т|5ёхпЬлЬстн6г6 гидроцилиидра вверх); при входе полосы замкнуть гидросистему распора валков; при обрыве полосы
снизить силу гидроудара за счет срабатывания разделительного клапана без потери объема жидкости.
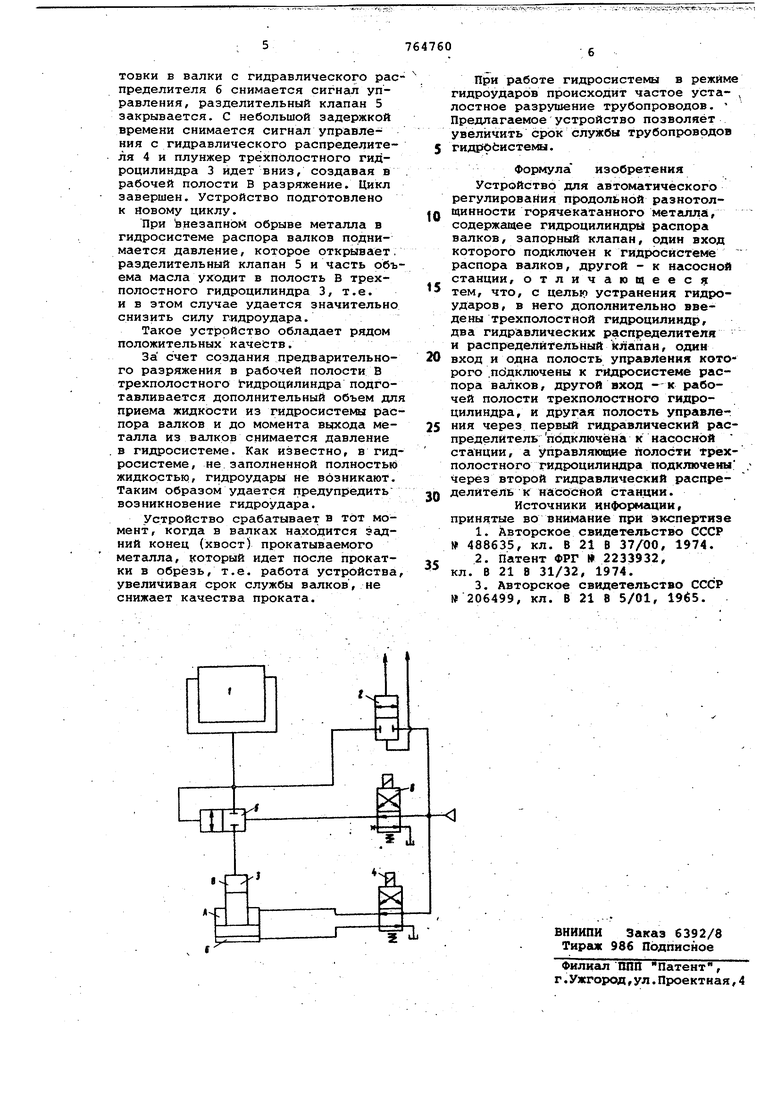
На чертеже дана схема устройства для автоматического регулирова5 ния продольной разнотолщинности горячекатанного металла.
Устройство содержит гидроцилиндры 1, установленные между подушками валков (подушки условно не показаны);
Q запорный клацая 2, один вход которого подключен к гидросистеме распора валков, а другой - к насосной станции; трехполостной гидроцилиндр 3, управляющие полости А и Б которого .подключены через гидравлический распределитель 4 к насосной станции разделительный клапан 5, один вход и одна упрарляющая полость которого подключены к гидросистеме распора валков, другой выход - к рабочей
0 полости В трехполостного гидроцилиндра 3 и другая полость управления через гидравлический распределитель 6 . подключена к насосной станции. Устройство работает следующим
5 образом.
При заполнении гидросистемы распора рабочей жидкостью открываются клапаны 2 и 5, включается гидравлический распределитель 4 и плунжер
Q трехполостного гидроцилиндра 3 поднимается , вйтесняя рабочую жидкость из рабочей полости В. При входе металла в валки клапан 2 закрывается и превращает гидросистему
C распора 1валков в замкну тую. Гидравлические распределители 4 и б отключаются и занимают положение, показанное на чертеже (т.е. отключенное) . Разделительный клапан 5 з Крывается. В полость А трехполост0 ного гидроцилиндра 3 поступает рабочая жидкость под давлением, а из полости Б жидкость сливается. Плуйжер трехполостного гидроцилиндра 3 опускается и в рабочей полости его
5 В создается разряжение. Перед выходом Металла из валков на гидравлический распределитель б подается сигнал управления, он переключается , и разделйтёйьный клапан 5 под действием давления в гидросистеме распора открывается и часть рабочей жидкости из гидроцилиндров 1 уходит в рабочую полость В трехполостного гидроцилиндра 3. Давление в гидросистеме распора падает. При выходе
металла из валков гидроудара не вознийает. После выхода.металла из валков на гидравлический распределитель 4поступает сигнал управления, расйределитель 4 включается, рабочая
0 жидкост под давлением поступает в полость Б трехполостного гидроцилиндра 3, плунжер поднимается вверх, вытесняя рабочую жидкость из рабочей полости В в гидросистему распора
5 Валков. После входа следующей заготонки в валки с гидравлического распределителя б снимается сигнал управления, разделительный клапан 5 закрывается. С небольшой задержкой времени снимается сигнал управления с гидравлического распределителя 4 и плунжер трехполостного гидроцилиндра 3 идет вниз, создавая в рабочей полости В разряжение. Цикл завершен. Устройство подготовлено к новому циклу.
При внезапном обрыве металла в гидросистеме распора валков поднимается давление, которое открывает, разделительный клапан 5 и Часть объема масла уходит в полость В трехполостного гидроцилиндра 3, т.е. и в этом случае удается значительно снизить силу гидроудара.
Такое устройство облгшает рядом положительных качеств.
За счет создания предварительного разряжения в рабочей полости В трехполостного 1гидроцйлиндра подготавливается дополнительный объем дл приема жидкости из гидросистемы распора валков и до момента выхода металла из вгшков снимается давление в гидросистеме. Как известно, в гидросистеме, не заполненной полностью жидкостью, гидроудары не возникают. Таким образом удается предупредить возникновение гидроудара.
Устройство срабатывает в тот момент, когда в валках находится задний конец (хвост) прокатываемого металла, который идет после прокатки в обрезь, т.е. работа устройства увеличивая срок службы валков, не снижает качества проката.
При работе гидросистемы в режиме гидроударов происходит частое уста- , лостное разрушение трубопроводов. Предлагаемоеустройство позволяет увеличить срок службы трубопроводов гидросистемы.
Формула изобретения
Устройство для автоматического регулировайия продольной разнотолщинности горячекатанного метгшла,
o содержащее гидроцилиндры распора валков, запорный клапан, один вход которого подключен к гидросистеме распора валков, другой - к насосной станции, отличающееся
5 тем, что, с целыо устранения гидроударов, в него дополнительно введены трехполостной гидроцилиндр, два гидравлических распределителя и распределительный клапан, один
0 вход и одна полость управления которого .пбдключены к гидросистеме распора всшков, другой вход -к рабочей полости трехполостного гидроцилиндра, и другая полость управления через первый гидравлический рас5пределитель подключена к насосной станции, а управляющие полости трехполостного гидроцилиндра подключены через второй гидравлический распределитель к насосной станции.
0
Источники информгщии, принятые во внимание при экспертизе
1.Авторское свидетельство СССР 488635, кл. В 21 В 37/00, 1974.
2.Патент ФРГ 2233932,
5 кл. В 21 В 31/32, 1974.
3.Авторское свидетельство СССР № 206499, кл. В 21 В 5/01, 1965.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматического регулирования разнотолщинности проката | 1978 |
|
SU766691A1 |
| Устройство для регулирования жесткости прокатной клети | 1977 |
|
SU749479A1 |
| Устройство для автоматического регулирования разнотолщинности проката | 1979 |
|
SU880533A2 |
| Прокатная клеть | 1978 |
|
SU863031A1 |
| Устройство для адаптивной настройкиРЕгуляТОРА ТОлщиНы пРОКАТА HA ТРЕбуЕМыйпАРАМЕТР | 1976 |
|
SU806187A1 |
| Устройство для измерения раствора валков в процессе прокатки | 1978 |
|
SU759164A1 |
| Нажимное устройство | 1980 |
|
SU900906A1 |
| Устройство для измерения толщины проката | 1983 |
|
SU1100021A1 |
| Устройство для гидрораспора валков прокатной клети | 1974 |
|
SU488635A1 |
| Устройство для регулирования толщины полосы | 1978 |
|
SU768512A1 |
