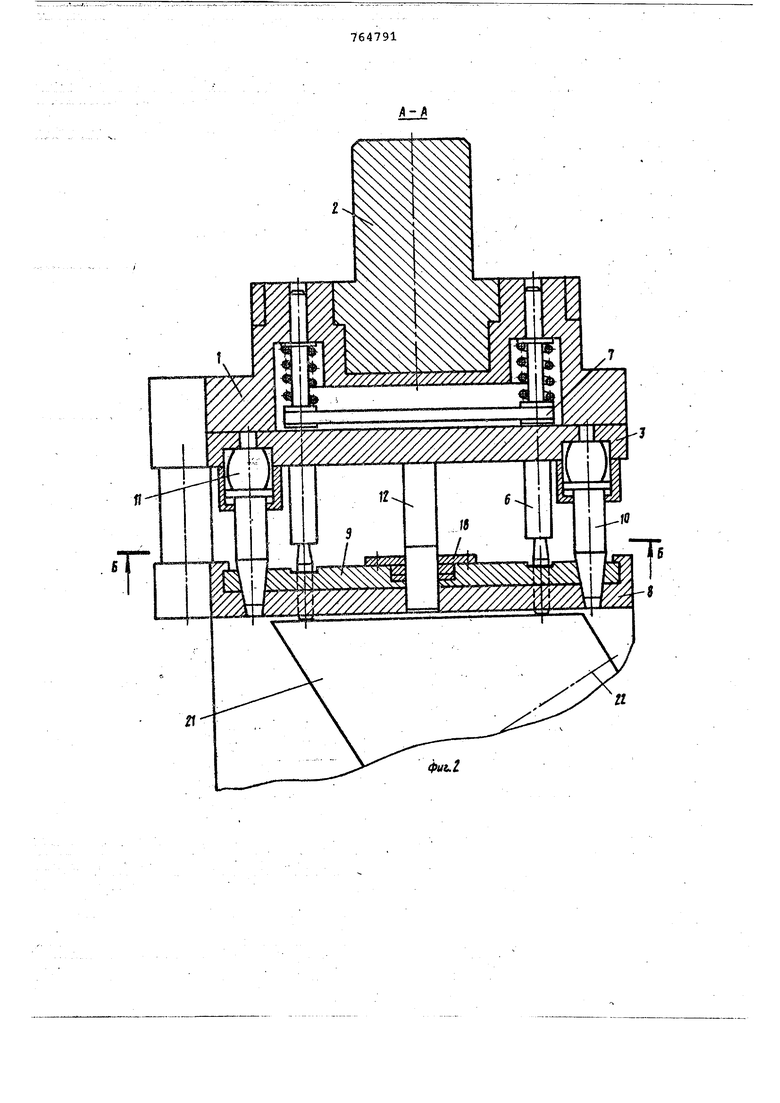
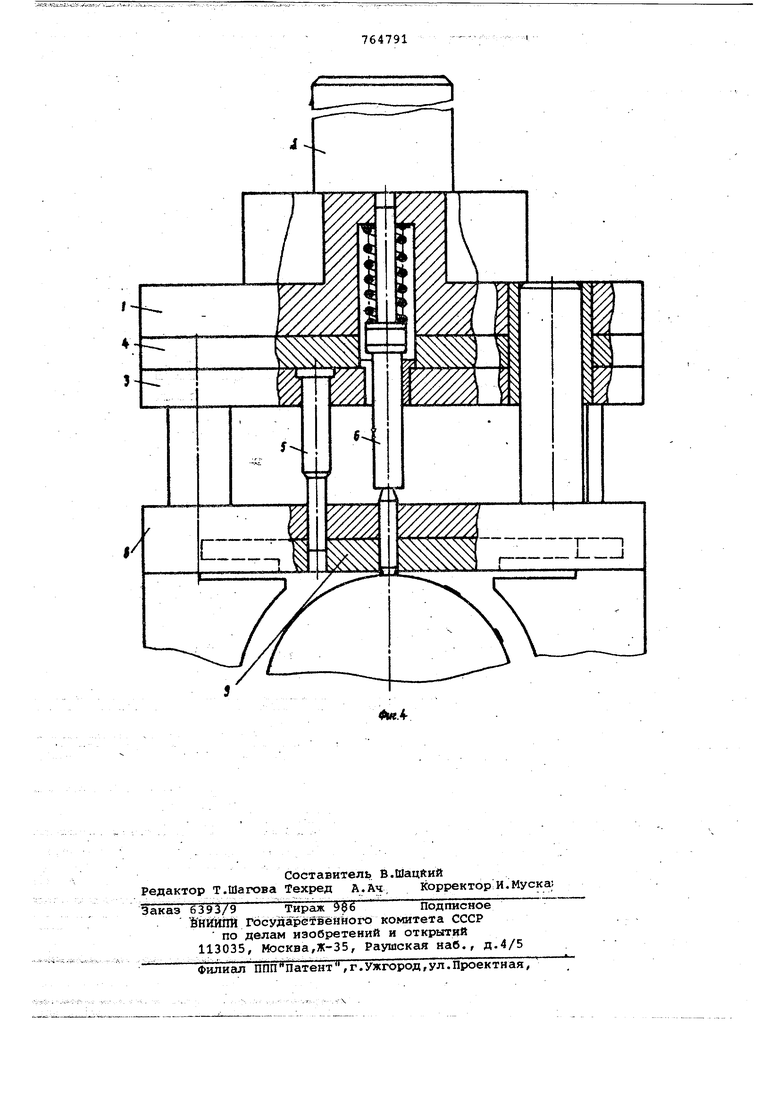
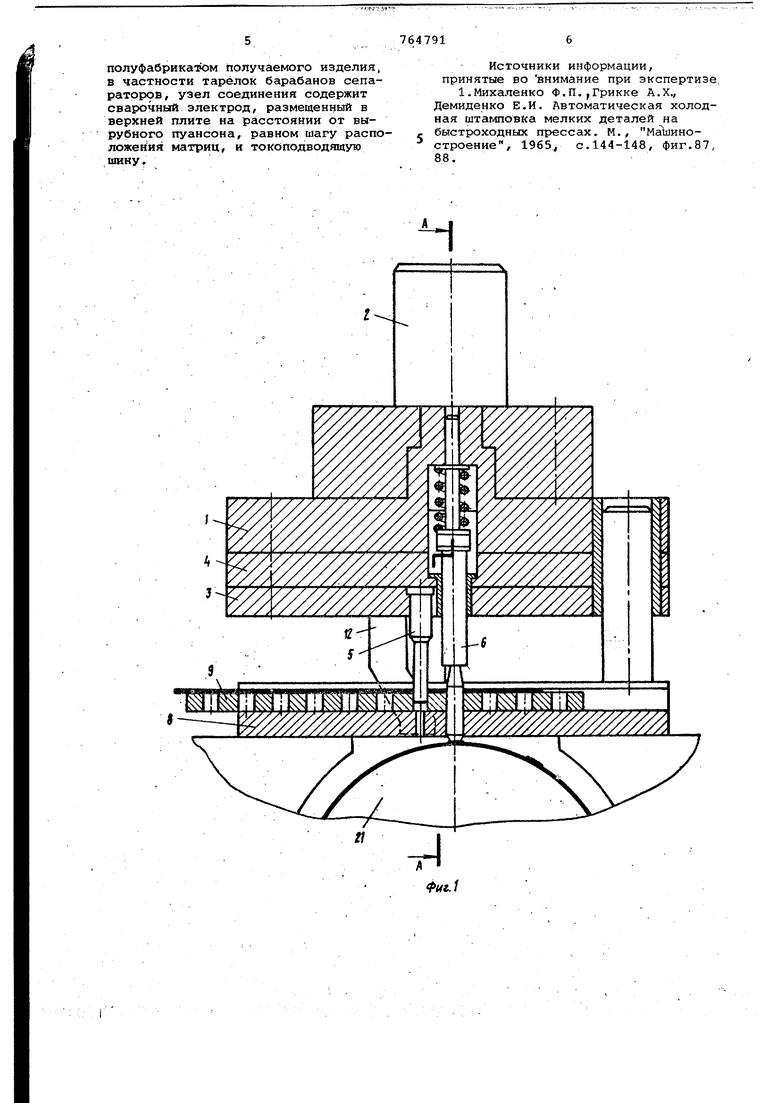
верхней плите прикреплен клин 12, с нижним концом которого взаимодействует подвижная пластина 9. В продольном пазу пластины размещены планки 13 и 14. В каждой планке выполнено окно, в которое входит клин 12. Верхняя планка 14 имеет окно несколько большее, чем нижняя планка, и подпружинена относительно клина. Таким образом верхняя планка смещена относи--fg aStio, тголожения нижней планки на клине.
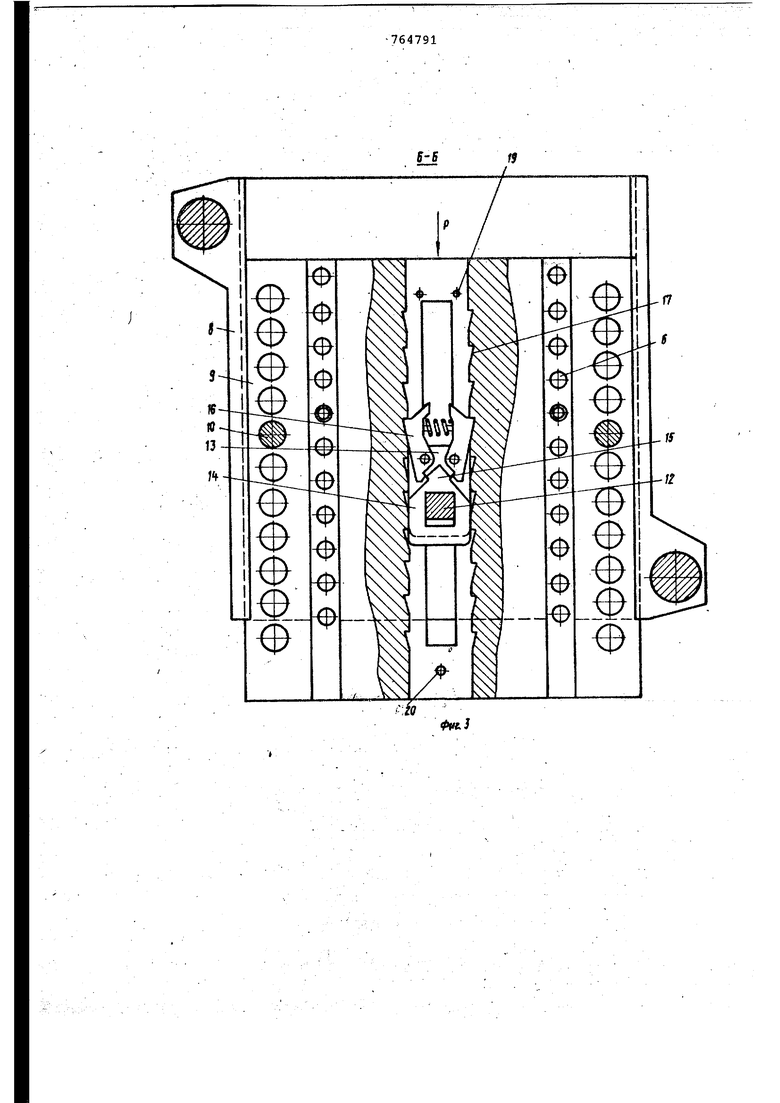
Верх:няя планка имеет наконечник 15. На нижней планке 13 смонтированы две собачки 16, подпружиненные одна относительно другой и взаимодействующие с храповыми зубьями 17, выполненными в накладках 18, жестко скрепленными с подвижной пластиной 9, а также с наконечником 15 верхней планки 14. На подвижной пластине размещены упоры 19 и 20,которые могут взаимодействовать с собачками 16 и верхней йланкой 14 соответственно. В подвижной пластине гнезда .под матрШы вып6лТ1ёны в два ряда с шагом между ними, равным. шагу храповых зубьев 17 или расстоянию от вырубного пуансона до сварочного электрода 6. В нижней неподвижной плите 8 имеются две пары отверстий, соответствующих вырубному пуансону и электроду. Под нижней неподвижной плитой размещен узел шагово го перемещения полуфабриката тарелки барабана сепаратора, предсгтавляющего собой тонкостенный конус. ПолуфабриГ Ш Тё ЖйавЛиваёГеййа-соЬг вё-т-ствующий держатель, который снабжен поворотным механизмом (не показан). Этот механизм обеспечивает прерывистый поворот полуфабриката 21 вокруг оси держателя 22.
Штамп-автомат работает следующим образом.
На держателе укрепляется полуфабрикат тарелки барабана сепаратора 21 и укладываются Дйё ленты или полосы на подвижную пластину 9. Полоса или ленты могут быть прижаты соответствующими устройствами (не показаны), Подвижная пластина занимает крайнее положение, в котором собачки 16 N взаимодействуют с упорами 19. При, опусканиг-if.верхней половины штампа направляющие конические штыри в соог вё ствукядиб им отверстия нижней половины штампа, буфер 11 сжимается, вырубными пуансонами выру. баются детали. При дальнейшем опус- кании верхней половииы Штампа КЙШ 12 взаимодействует с нижней планкой
131иТ ШёйВДаё ёШ Г7йащ авЛенйи,
упора 20. При этом собачки 1б nejjeскакивают на один зуб, а подвижная пластина остается неподвижной. Во время обратного хода верхней ho ловинй штампа клин 12, взаимодействуя с другой кромкой кона гшанки 13, Перемещает планку в направлении
упоров 19, а собачки перемещают подзвижнУю плаМку на один шаг.
Поэтому при очередном ходе верхней половины штампа вниз, вырубленные детали, находящиеся в матрицах, перес мещены на позицию соединения, оказываются против электродов 6, протаски-. ваются ими к полуфабрикату тарелки барабана сепаратора, устанавливаются на ней и привариваются, в это времй
вырубные пуайсоны вырубают новую паРУ деталей, которые перемещаются в матрицах на позицию соединения, а полуфабрикат тарелки барабана сепаратора поворачивается на необходимьШ УГОЛ. Вырубка деталей и их приварка.
5 происходит до тех пор, пока подвижная пластина не сместится в крайнее положение к упору 20. Верхняя планка 14 взаимодействует .с упором 20, смещается в направлении собачек 16, наконечник 15 верхней планки разводит в стороны собачки 16, которые при дальнейшем перемещении верхней планки соединяются с ней. Силовое устройство в это время смещает подвижную пластину в направлении, указанном стрелкой- Р до тех пор, пока упоры 19 не йыведут собачки из зацепления с наконечником верхней планки. Последняя под действием
пружины возвратится в исходное положение и подвижная пластина возвратится в начальное положение.
,После удаления готового изделия обрабатываемая: полоса устанавливается на штампе вновь со смещением на
половину шага вырубки.
В другом варианте исполнения штамма-автомата подачу полосы или ленты для вырубки деталей производят с
помощью автономного механизма (не показан). Этот штамп работает аналогично описанному и разница заключается лишь в том, что подвижная пластина совершает круговое перемещёние.- .
Формула изобретения
Шт,амп-авто1;1ат последовательного действия для В1ырубки детгшей из полосы или ленты и соединения их с полуфабрикатом получае мого изделия, содержащий пуансон дЛя вырубки деталей из полосы или ленты, установленный в верхней плите, узел шагового перемещения вырубленной детали на позицию соединения, несущий матрицы, расположенные с постоянным шагом, и оснащенный храповым механизмом, узел шагового перемещения полуфабриката, соединяемого с вырубЛенными деталями, и узел соединения, отличающийся тем, что, с целью получения изделий со сварным
соединением вырубленных деталей с
полуфабрикатом получаемого изделия, в частности тарелок барабанов сепаратор9В, узел соединения содержит сварочный электрод, размещенный в верхней плите на расстоянии от вырубного пуансона, равном шагу расположения матриц, и токоподводящую шину.
Источники информации, принятые во внимание при экспертизе:
1.Михаленко Ф.П.,Грикке А.Х., Демиденко Е.И. Автоматическая холодная штамповка мелких деталей на быстроходных прессах, М., МаЫиностроение, 1965, с.144-148, фиг.87, 88.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки полосового и ленточного материала | 1987 |
|
SU1473884A1 |
| Установка для штамповки деталей из полосового и ленточного материала | 1987 |
|
SU1442300A1 |
| Штамп с отключаемыми пуансонами | 1987 |
|
SU1609536A1 |
| ШТАМП ПОСЛЕДОВАТЕЛЬНОГО ДЕЙСТВИЯ | 1973 |
|
SU383500A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
| Штамп последовательного действия | 1990 |
|
SU1808444A1 |
| Штамп совмещенного действия | 1976 |
|
SU653005A1 |
| Штамп последовательного действия | 1989 |
|
SU1606238A1 |
| Штамп совмещенного действия | 1975 |
|
SU592488A1 |
| Устройство для штамповки деталей из листового материала В.И.Васильева | 1989 |
|
SU1660805A1 |