1
Изобретение относится к литейному производству, в частности к оборудованию и технологической оснастке кокильного литья.
Известна стопочная форма, включающая секционные кокили, крышку и цент- ровой песчаный стержень, образующий полость стояка с системой литниковых ходов к полостям форм и с выступами, образующими местные пережимы поперечного сечения стояка ij.
Недостатком такой стопочной формы является то, что разобщение металла в полости стояка по высоте формы происходит не сразу, не в первоначальный момент после окончания заливки, а по истечении довольно продолжительного промежутка времени, когда в местных пережимнь1х сечениях псзлости стояка произойдет кристаллизация, затвердевание металла. ,у В связи с этим значительная часть расплава из верхних полостей стояка перетекает в нижние полости, в результате чего отливки в нижних секционных кокилях
подпитываются качественно, причем зна- чительная часть металла в нижних полостях стояка остается неиспользованной, т. е. здесь имеет место ненужный, непроизводительный перерасход металла, тогда как верхние секционные отливки остаются неподпитанными.
Цель изобретения - повышение эф()ек- тивн-ости разобщения металла в полости стояка по высоте формы и улучшение технологических возможностей формы.
Поставленная цель достигается тем, что пережимные выступы со стороны верхних поверхностей снабжены вертикально установленными центровыми полыми стаканами, верхние торцы которых в промежуточных полостях стояка расположены под ниншими поверхностями смежных верхних пережимных выступов, а верхний торец стакана в верхней полости стояка расположен ниже верхнего торца центрового стержня.
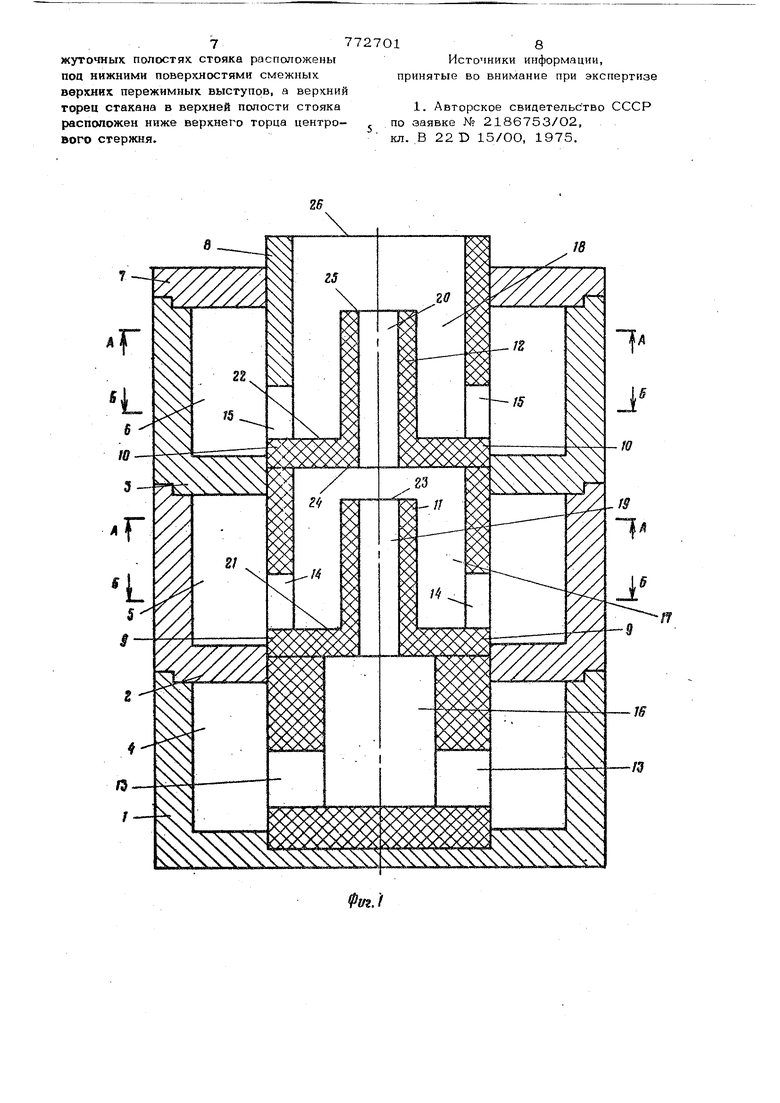
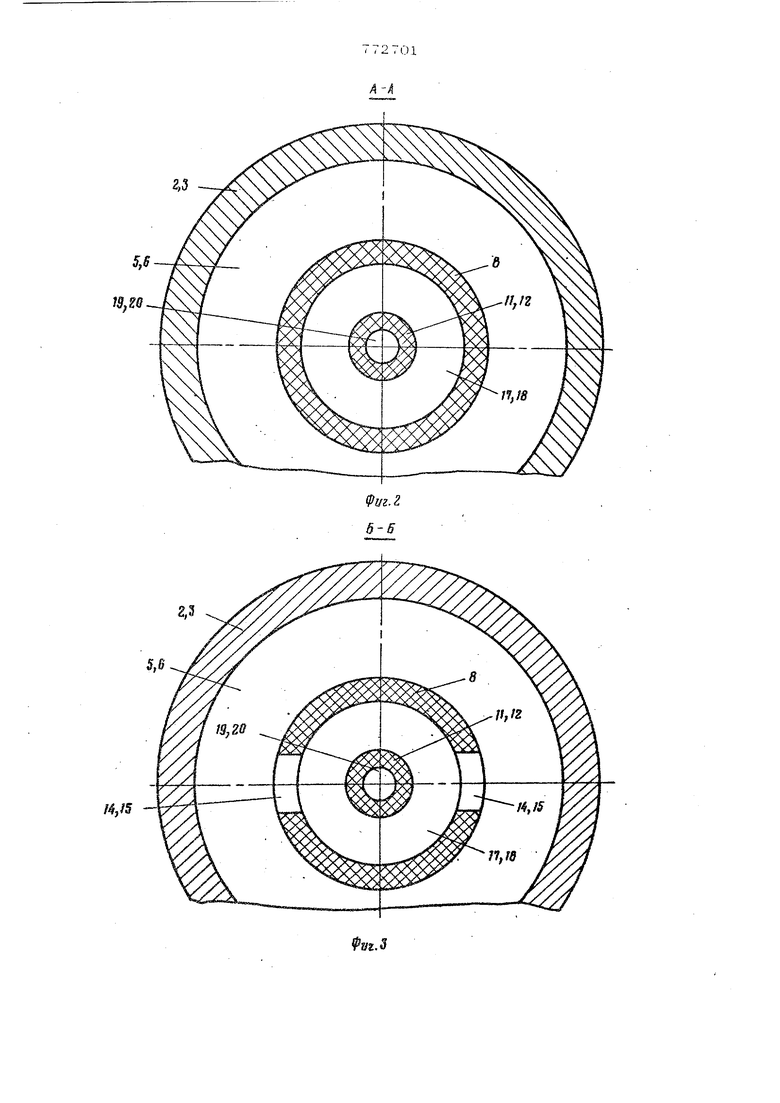
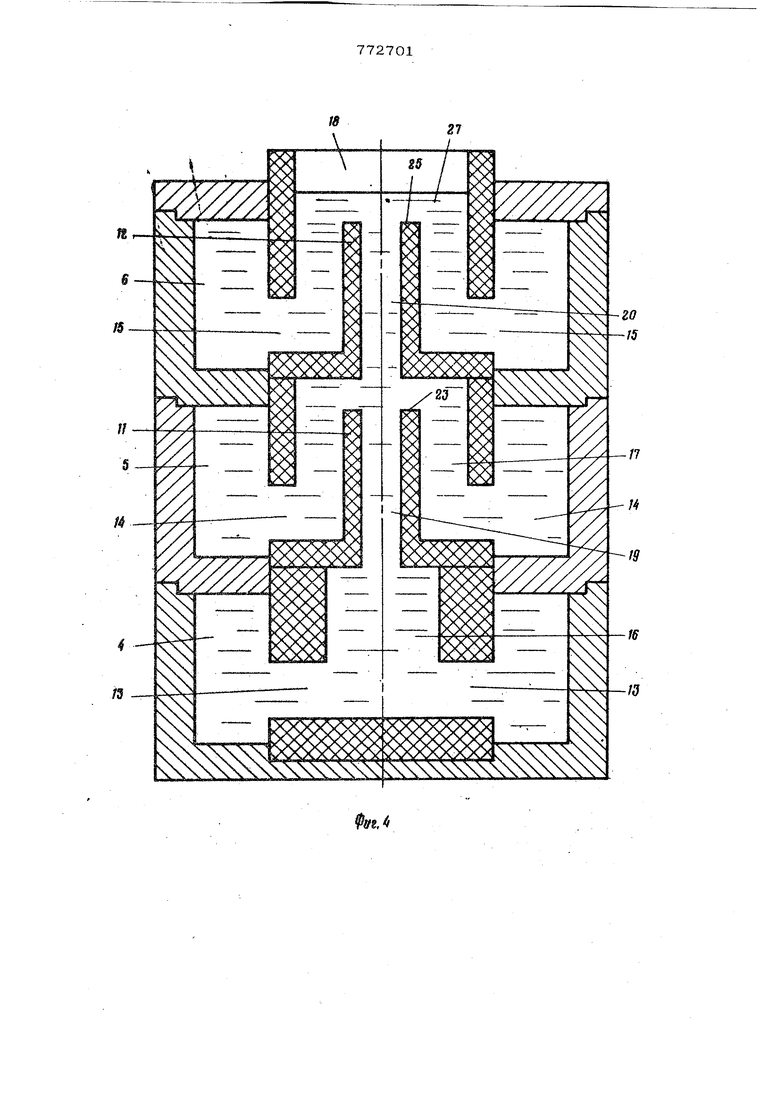
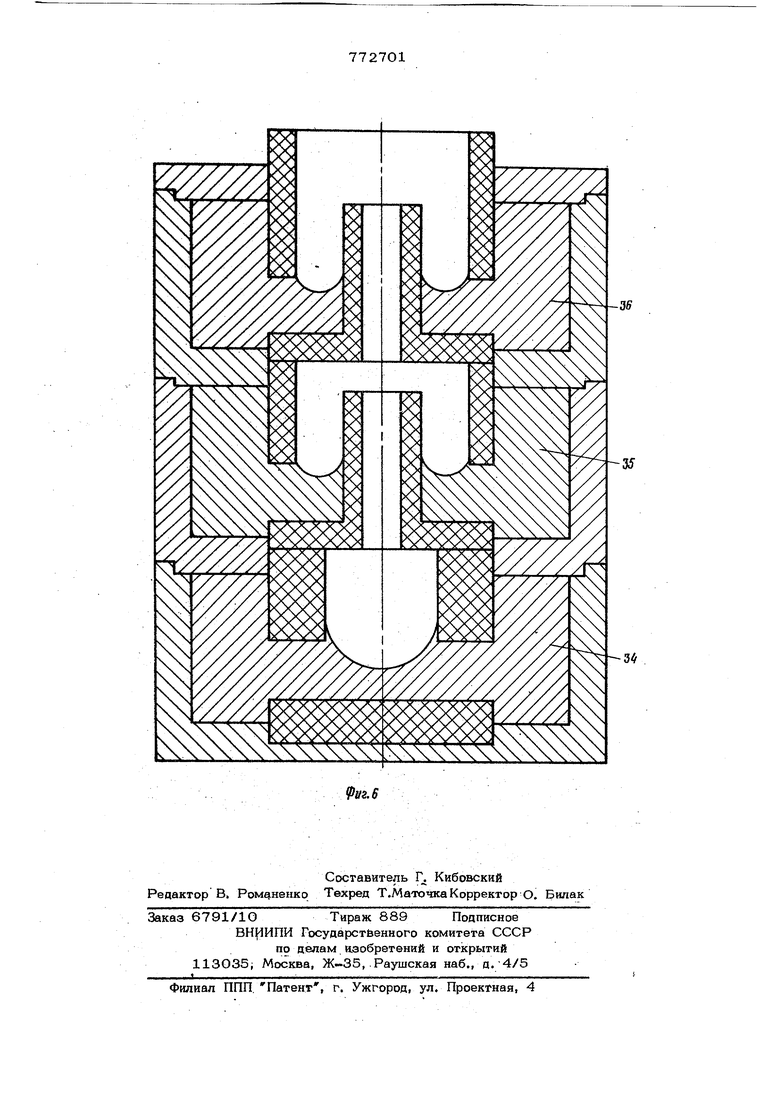
Предлагаемая конструкция позволяет разобщить металл в полости стояка по 37 ысоте формы без кристаллизации послед него в пережимных сечениях полости стояка, когда металл находится еще в жидком состоянии. На фиг. 1 схематически изображена линейная стопочная форма в сборе, разрез; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 стопочная форма в сборе совместно с залитым металлом, сразу после заливки; на фиг. 5 - то же, в первонача ный момент кристаллизации расплава; на .фиг, 6 - то же, на финишной стадии крис таллизации. Литейная стопочная форма состоит из секционных кокилей 1,2 и 3 с полостями 4,5 и 6 для секционных отливок, крышки 7, центрового стержня 8 с пережимными выступами 9 и 10, вертикальными полыми стаканами 11 и 12, литнвковыми ходами 13, 14 и 15. Полость стояка в стержне 8 разделена пережимными выступами 9 и 1О и вертикальными полыми стаканами 11 и 12 на прлости прибылей 16, 17 и 18 и пережимные полости 19 и 20 поперечно го сечения стояка. Секционные кокили 1-3 предназначены для формирования в их полостях 4 - 6 секционных отливок, пережимные полости 19 и 20 служат для подачи рас плава в нижние секционные формы при заливке, литниковые ходы 13 - 15 - дл поступления жидкого металла при заливке в полости 4-6 для секционных отливок, полости прибылей 16 - 18 - для накопления в них жидкого металла с целью подпитки секционных отливок при их кристаллизации. В качестве примера на чертежах пред ставлена трехсекционная стопочная форма, в которой основные элемента-детали имеют форму тел вращения, при этом количество элементов ограничено небольшим числом: секционных кокилей три, пережимных выступов два, вертикал ных полых выступов два, полостей прибылей три, литниковых ходов по два в каждой секционной форме. Пережимные выступы со стороны вер них поверхностей снабжены вертикальны ми полыми стаканами вокруг местных пережимов поперечных сечений полости стояка, в частности пережимной выступ 9 со стороны верхней поверхности 21 снабжен вертикальным стаканом 11 вокруг местного пережима поперечного сечення полости 19 стояка, пережимной .выступ 1О со стороны верхней поверхности 22 снабжен вертикальным полым стаканом 12 вокруг местного пережима поперечного сечения полости 20 стояка. При этом верхние торцы вертикальных полых выступов в промежуточных полостях стояка расположены ниже нижних поверхностей смежных верхних пережимных выступов, в частности верхний торец 23 вертикального полого стакана 11 в промежуточной прлости стояка расположен ниже нижней поверхности 24 смежного верхнего пережимного выступа 1О, а верхний торец 25 вертикального полого стакана 12 в верхней полости стояка расположен ниже верхнего торца 26 центрового стержня 8. Сборку стопочной формы осуществляют путем последовательной установки друг на друга секционных кокилей 1-3 простановки центрового стержня 8 (который может состоять из отдельных частей), установки и закрепления крышки 7. Необходимая точность фиксирования секционных кокилей и крышки 7 относительно друг друга достигается за счет выполнения соответствующих цилиндрических или конических замков в секционных кокилях по поверхностям разъема. Выполнение цилиндрических или конических замков (на фиг. 1, 4-6 показаны одноступенчатые цилиндрические замки) в секционных кокилях 1 - 3 и крышке 7 со стороны плоскостей разъема является наиболее целесообразным, так-как достигается наибольшая точностьфиксации, следовательно,- наибольшая точность секционных отливок в силу того, что исключаются смещения секционных кокилей и крышки относительно друг друга и этим самым предотвращается образование перекосов в секционных отливках. При этом учитываются в наибольшей степени колебания размеров секционных кокилей за счет изменения температурных коэффициентов линейного расширения при нагревании - охлаждении элементов формы залитым металлом. В тех случаях, когда стопочная форма имеет большую высоту, центровой стер- )кень 8 с целью удобства сборки выполняют составным и тогда сборку формы осуществляют постепенным наращением путем поочередного чередования установки секционных кокилей и отдельных частей центрового стержня 8. Заливку стопочной формы (фиг. 4) осуществляют путем подачи жидкого металла 27 в верхнюю полость прибыли
18, при этом жидкий металл 27 заполняет все полости формы: секционные полости 4-6 для отливки, литниковые коды 13 - 15, полости прибылей 16 18 и пережимные полости 19 и 2О поперечного сечения стояка.
В первоначальный момент, когда уровень жидкого металла 27 находится выше верхних торцов 23 и 25 вертикальных полых стаканов 11 и 12, все секционные формы являются сообщенными сосудами.
В дальнейшем процессе пребывания расплава в стопочной форме происходит значительное уменьшение его объема
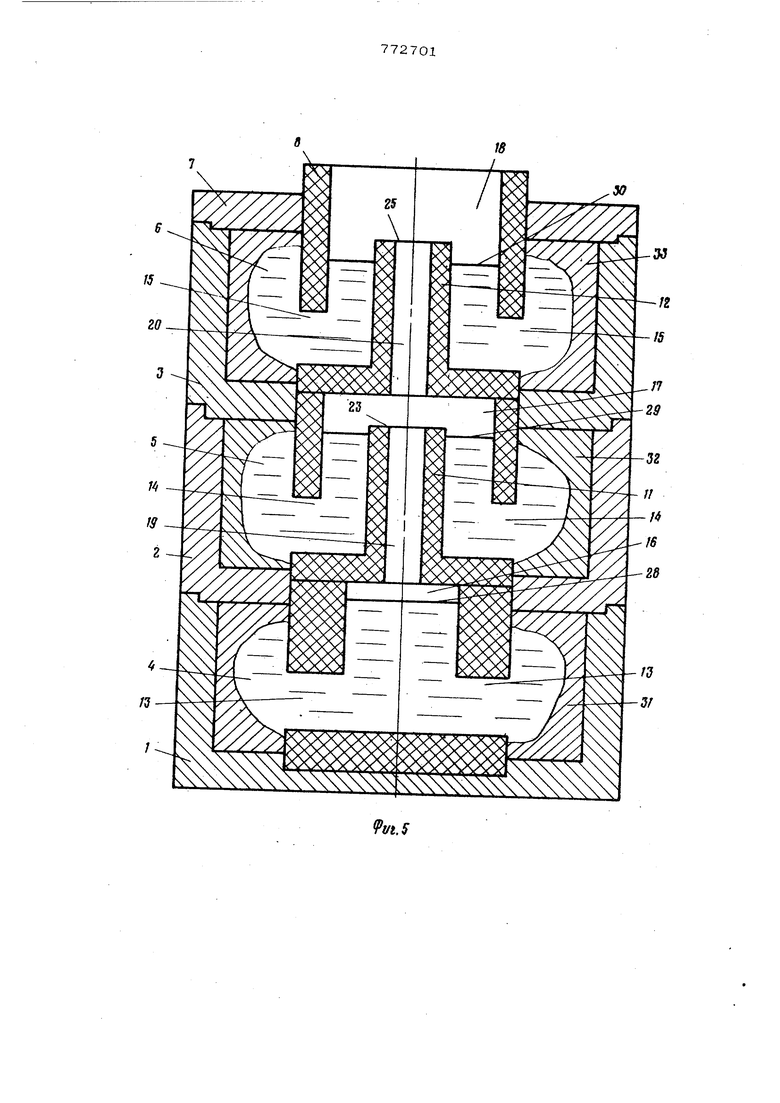
вследствие понижения температуры при охлаждении и частичной кристаллизации порций металла в полостях секционных отливок, в результате чего имеет место интенсивное понижение уровней 28, 29 и ЗО зеркала металла в полостях прибылей 16 -18, при этом уровень 29и ЗО зеркала металла в полостях прибылей 17 и 18 опускается ниже верхних торцов 23 и 25 вертикальных полых стаканов 11 и 12, пережимные полости 19 и 2О освобождаются от расплава и в этот период происходит разобщение залитого расплава по высота стопочной формы (фиг; 5). После этого все секцион- ные формы в стопке являются независимыми дру от друга, так что последующая кристаллизация металла в них происходит по самостоятельным процессам.
Процесс затвердевания металла в сек ционных формах протекает в следующей последовательности.
В первую очередь образуются твердые злок 31, 32 и 33 металла, непосредстт венно контактирующие с металлическими секционными кокилями и крышкой, так как здесь имеет место ускоренное охлаждение вследствие повышенной теплопровод носги, при этом в полостях 4 - 6 кокилей формируются секционные отливки подпитка которых осуществляется через литниковые ходы 13 - 15 за счет расплава, находящегося в полостях прибылей 16 - 18 (фиг. 5).
В связи, с тем, что в процессе заливк через полости прибылей 16 - 18, литниковые ходы 13 - 15 и местн|ле пережимы 19 и 20 поперечных сечений стояка протекает большая масса расплава и все эти элементы центрового стержня 8 поавергаются нагреву практически до температуры расплава, а также в связи с тем, что теплопроводность песчаного стержня 8 значительно меньше, чем
теплопроводность металлических секционных кокилей и крышки, и расплав в полостях прибылей 16-18 окружен стенками элементов песчаного стержня 8 то при этом обеспечиваются благоприятные условия для получения плотных секционных отливок 34, 35 и 36, так как подпитывающий металл в полостях прибылей 16 - 18 наиболее длительное время находится в жидком состоянии и затвердевает в последнюю очередь - после расходования большей части на подпитку отливок (фиг. 5 и 6).
Из-за наличия вертикальных полых выступов предлагаемая стопочная форма позволяет производить разобщение металла, залитого в форму, в полостях стояка по высоте формы в первоначальный момент заливки, когда металл .находится в жидком состоянии, что имеет большое практическое значение, так как строго гарантируется распределение подпитывающих доз, порций расплава по секционным формам, причем это происходит независимо от величин местных пережимов попе речного сечения полостей стояка, которые являются мерой пропускной способности расплава при заливке стопочной формы.
Следовательно, предлагаемая стопочная форма позволяет выбирать расчетные величины местных пережимов поперечных сечений стояка и этим самым обеспечивает необходимую пропускную способность расплава, благодаря чему выполняется соблюдение важнейшего технологического параметра - скорости заполне- ния расплавом полостей форм под отливки, что является главным условием получения высококачественных отливок.
Формула изобретения
Литейная стопочная форма, включающая секционные кокили, крышку и центро вой песчаный стержень, oбpavзyющий полость стояка с системой литниковых хо дов к полостям форм и с выступами, образующими местные пережимы поперечно ного сечения стояка, о тл и ч а ю - ш а я с я тем, что, с целью повышения эффективнск:ти разобщения металла в попости. стояка по высоте формы и улучшения технологических возможностей формы пэрежимные выступы со стороны верхних поверхностей снабжены вертикально установленными центровыми полык и стаканами, верхние торцы которых в промежуточнык полостях стояка расположены поц нижними поверхностями смежных верхних пережимных выступов, а верхний торец стакана в верхней полости стояка расположен ниже верхнего торца центрового стержня.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР по заявке N 2186753/О2, кл. В 22 D 15/ОО, 1975.
| название | год | авторы | номер документа |
|---|---|---|---|
| Литейная стопочная форма | 1980 |
|
SU900958A2 |
| Центробежная стопочная форма | 1977 |
|
SU698718A1 |
| Литейная стопочная форма | 1978 |
|
SU740393A1 |
| Литейная стопочная форма | 1974 |
|
SU485822A1 |
| Литейная стопочная форма | 1978 |
|
SU764843A1 |
| Литниковая система для заливки крупногабаритных тонкостенных отливок, представляющих собой тела вращения из магниевых сплавов в атмосфере защитного газа, в формы из ХТС | 2019 |
|
RU2738170C1 |
| КОКИЛЬ ДЛЯ ЛИТЬЯ ЛОПАСТЕЙ КОРАБЕЛЬНЫХ ГРЕБНЫХ ВИНТОВ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2014 |
|
RU2602314C2 |
| Литниковая система для центробежного литья с вертикальной осью вращения | 1985 |
|
SU1338967A1 |
| Центробежная стопочная форма | 1979 |
|
SU793707A1 |
| Стопочная форма | 1981 |
|
SU988443A1 |
/4,/5 A-A
Фиг. 2 6-5
