1
Изобретение относится к станкостроению и может быть использовано для резки преимущественно прутков и труб.
Известны устройства для резки невращающихся деталей, содержащие корпус с установленными в нем двумя шпиндельными головками с отрезным инструментом, привод головок и механизм их подачи 1.
Однако таким устройством нельзя полностью разрезать невращающиеся детали.
Для обеспечения полной разрезки детали предлагаемое устройство снабжено механизмом совместного поступательного перемещения шпиндельных головок, выполненным в виде винтовой пары и двуплечего рычага, одно плечо которого соединено с винтом упомянутой пары, а другое - с механизмом подачи головок.
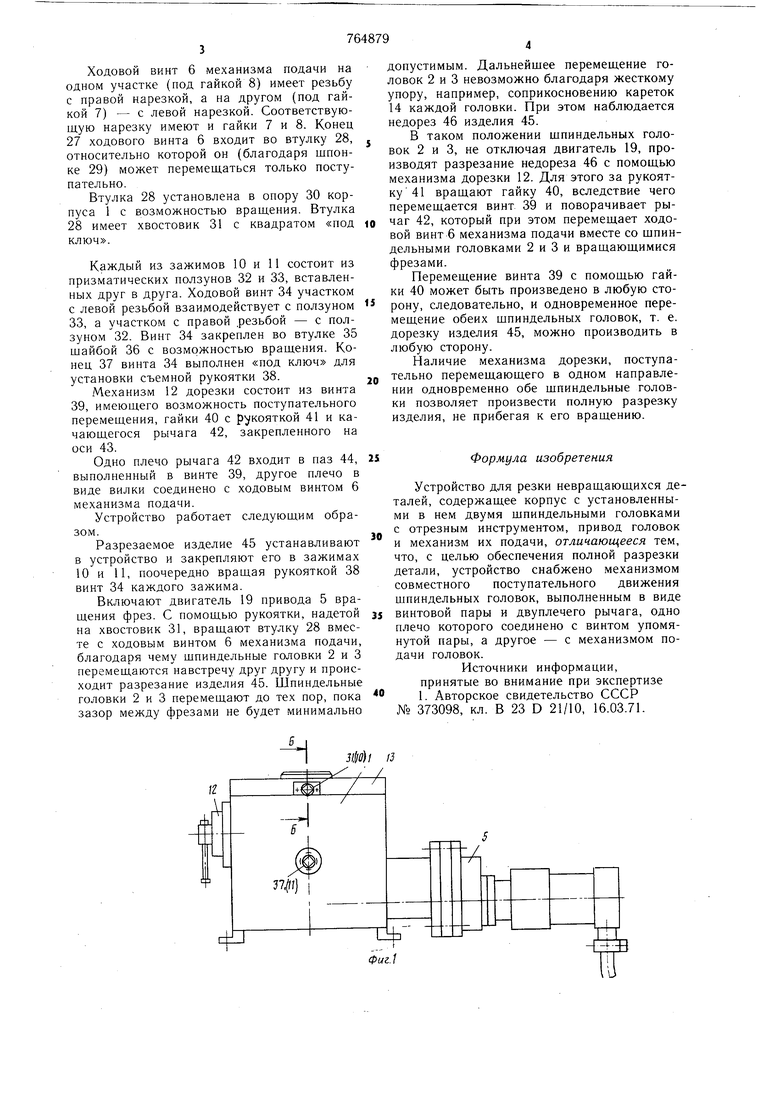
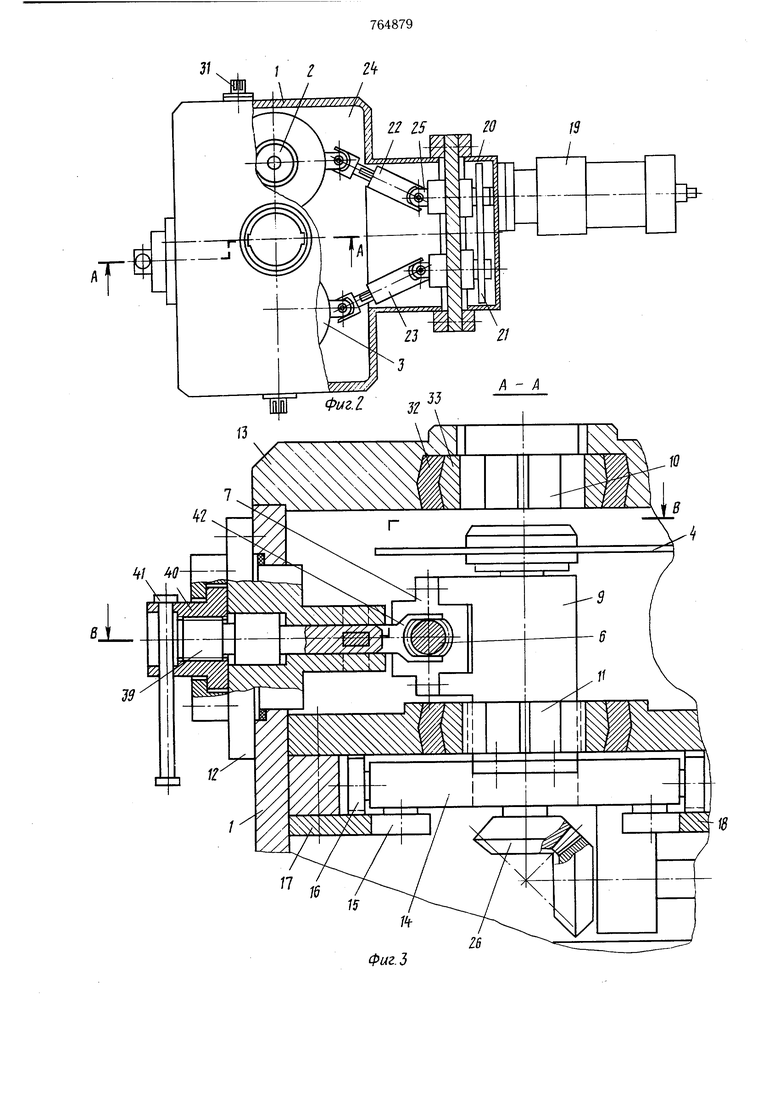
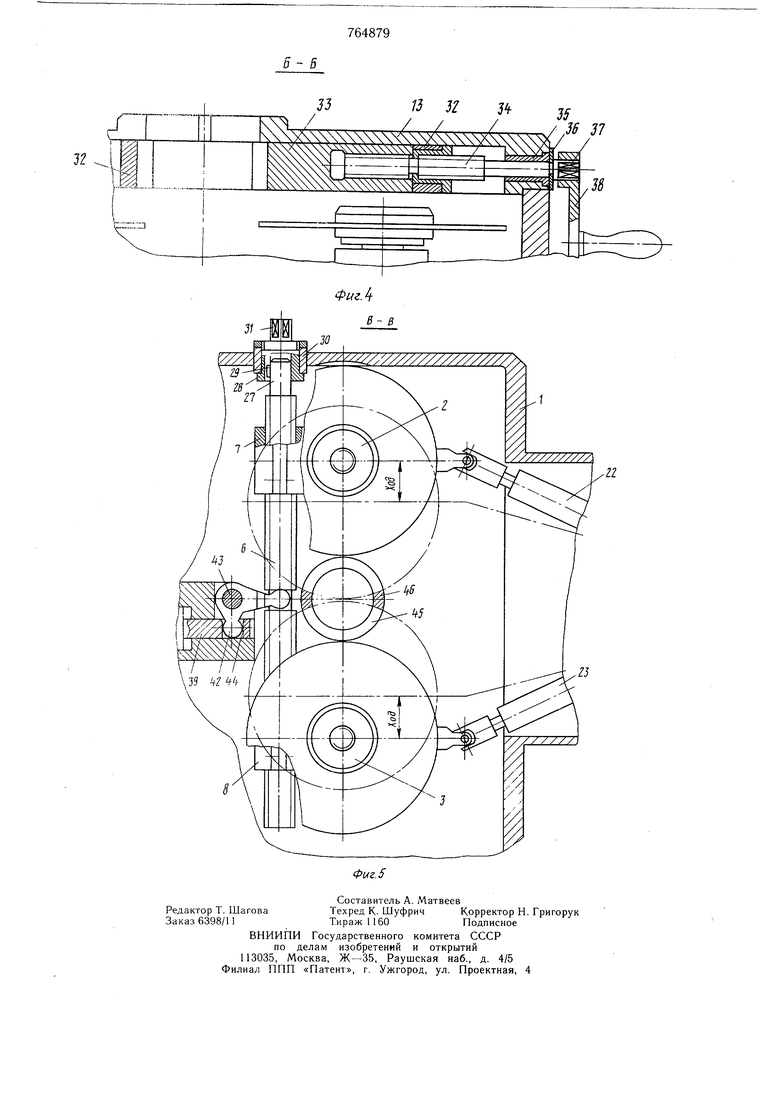
На фиг. 1 изображено предлагаемое устройство, общий вид; на фиг. 2 - показан вид сверху с частичным разрезом по листу расположения привода щпиндельных головок; на фиг. 3 - механизм совместного перемещения щпиндельных головок (разрез А-А на фиг. 2); на фиг. 4 - разрез Б-Б
на фиг. 1; на фиг. 5 - разрез В-В на фиг. 3.
Устройство для резки изделий содержит корпус 1, щпиндельные головки 2 и 3 с фрезами 4, общий привод 5 вращения фрез щпиндельных головок, механизм подачи в виде ходового винта 6 с гайками 7 и 8, присоединенными к корпусу 9 каждой щпиндельной головкой, зажимы 10 и 11 и механизм совместного перемещения шпиндельных головок 12.
Корпус 1 устройства сверху закрыт крыщкой 13.
Каждая шпиндельная головка 2 и 3 установлена на каретке 14 с роликами 15 и 16, перемещающимися по неподвижным направляющим 17 и 18.
Привод 5 вращения фрез щпиндельных головок состоит из двигателя 19, двух цилиндрических шестерен 20 и 21, обеспечивающих вращение в разные стороны, и двух телескопических валов 22 и 23 с шарнирными муфтами 24 и 25, передающих вращение от щестерен 20 и 21 коническим шестерням 26 и далее валу поступательно перемещающейся шпиндельной головки (на чертеже не показан). Ходовой винт 6 механизма подачи на одном участке (под гайкой 8) имеет резьбу с правой нарезкой, а на другом (под гайкой 7) - с левой нарезкой. Соответствующую нарезку имеют и гайки 7 и 8. Конец 27 ходового винта 6 входит во втулку 28, относительно которой он (благодаря шпонке 29) может перемещаться только поступательно. Втулка 28 установлена в опору 30 корпуса 1 с возможностью вращения. Втулка 28 имеет хвостовик 31 с квадратом «под ключ. Каждый из зажимов 10 и 11 состоит из призматических ползунов 32 и 33, вставленных друг в друга. Ходовой винт 34 участком с левой резьбой взаимодействует с ползуном 33, а участком с правой резьбой - с ползуном 32. Винт 34 закреплен во втулке 35 шайбой 36 с возможностью вращения. Конец 37 винта 34 выполнен «под ключ для установки съемной рукоятки 38. Механизм 12 дорезки состоит из винта 39, имеющего возможность поступательного перемещения, гайки 40 с рукояткой 41 и качающегося рычага 42, закрепленного на оси 43. Одно плечо рычага 42 входит в паз 44, выполненный в винте 39, другое плечо в виде вилки соединено с ходовым винтом 6 механизма подачи. Устройство работает следующим обраРазрезаемое изделие 45 устанавливают в устройство и закрепляют его в зажимах 10 и 11, поочередно вращая рукояткой 38 винт 34 каждого зажима. Включают двигатель 19 привода 5 вращении фрез. С помощью рукоятки, надетой на хвостовик 31, вращают втулку 28 вместе с ходовым винтом 6 механизма подачи, благодаря чему шпиндельные головки 2 и 3 перемещаются навстречу друг другу и происходит разрезание изделия 45. Шпиндельные головки 2 и 3 перемещают до тех пор, пока зазор между фрезами не будет минимально допустимым. Дальнейшее перемещение головок 2 и 3 невозможно благодаря жесткому упору, например, соприкосновению кареток 14 каждой головки. При этом наблюдается недорез 46 изделия 45. В таком положении шпиндельных головок 2 и 3, не отключая двигатель 19, производят разрезание недореза 46 с помощью механизма дорезки 12. Для этого за рукоятку41 вращают гайку 40, вследствие чего перемещается винт 39 и поворачивает рычаг 42, который при этом перемещает ходовой винт 6 механизма подачи вместе со шпиндельными головками 2 и 3 и вращающимися фрезами. Перемещение винта 39 с помощью гайки 40 может быть произведено в любую сторону, следовательно, и одновременное перемещение обеих шпиндельных головок, т. е. дорезку изделия 45, можно производить в любую сторону. Наличие механизма дорезки, поступательно перемещающего в одном направленим одновременно обе шпиндельные головки позволяет произвести полную разрезку изделия, не прибегая к его вращению. Формула изобретения Устройство для резки невращающихся деталей, содержащее корпус с установленными в нем двумя щпиндельными головками с отрезным инструментом, привод головок и механизм их подачи, отличающееся тем, что, с целью обеспечения полной разрезки детали, устройство снабжено механизмом совместного поступательного движения шпиндельных головок, выполненным в виде винтовой пары и двуплечего рычага, одно плечо которого соединено с винтом упомянутой пары, а другое - с механизмом подачи головок. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 373098, кл. В 23 D 21/10, 16.03.71. -.Ж