Изобретение относится к вспомогательному оборудованию при обработ ке деталей, а именно к конструкции устройства для передачи изделий с одной позиции на другую, которое может быть использовано в поточной линии сборки и сварки корпусов гидроцилиндров . Известна поточная линия для сбор ки и сварки цилиндрических изделий в состав которой входит устройство для передачи изделий с одной позиции на другую, содержащая основание на котором установлены наклонный ск дзе стойки с подшипниками для осей двух поворотных участков направляющей наклонного ската, роликоопоры и два пневмоцилиндра 1. Работа на поточной линии осуществляется следующим образом. С помощью пневмоцилиндров поворотные участки направляквдей устана ливаются в крайнее верхнее положение. Изготовляемое изделие по наклонному скату скатывается до поднятого в крайнее верхнее положение поворотного участка направляющей и при опускании последнего в крайнее нижнее положение опускается - и ложится на роликоопору., где производится выполнение необходимой операции. При необходимости изделие возвраицается с помощью привода. Для снятия изделия с роликоопоры и подачи его на наклонный скат пневмоцилиндрами поворотные участки направляющей поворачиваются в верхнее положение. В верхнем положении один из поворотных участков направляющей располаг ается под углом наклона к направляющей ската, а другой поворачивается на угол, достаточный для выталкивания изделия на наклонный скат, по которому оно скатывается на следующее рабочее место и т.д. Недостатком известной поточной линии является то, что один из концов поворотной части направлягацей расположен между опорными роликами, а линия оснащена дополнительным поворотным участком направляющих, расположенным за роликовым вращателем, что снижает производительность, так как последовательное срабатывание поворотных участков направляющих увеличивает время передачи изделия на последующую позицию. Кроме того, отсутствие дополнительных .устройств для гашения скорости перемещения свариваемого изделия снижает эксплуатационную надежность линии, так как не обеспечивает безударного приема изделия на роликоопоры.
Известно также устройство для передачи изделий с одной позиции на другую, содержащее смонтированные на основании последовательно установленные роликоопоры, в разрыве между которыми размещены наклонные скаты, а также механизм передачи изделия с предыдущей роликоопоЕ)Ы на. последующую 2 ,
Однако такое устройство малопроизводительно и ненадежно в эксплуатации, так как им не обеспечивается безударная передача изделия на последующую роликоопору.
Для повышения производительности и эксплуатационной надежности путем обеспечения безударной передачи изделия на последующую позицию, механизм передачи изделия выполнен в виде смонтированного на статине и перпендикулярного к продольной оси наклонных скатов приводного вала и установленных на валу, симметрично относительно продольной оси наклонных скатов двуплечих рычагов, на одном плече калуцого из которых со стороны пр дыдущей роликоопоры размещен один регулируемый упор для изделия, а на другом плече имеются два регулируемых упора, один из которых расположен на конце этсЗго плеча, а другой - между концом плеча и приводным валом двуплечего рычага.
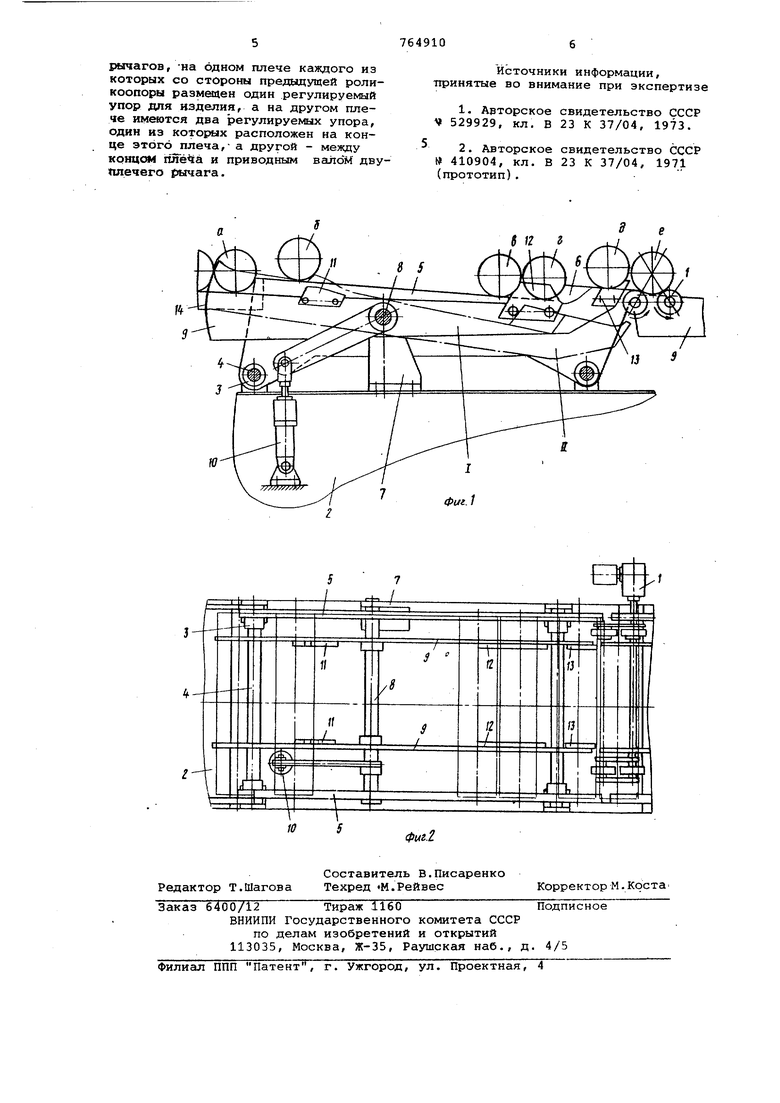
На фиг, 1 изображено устройство с вырезом, вид сбоку; на фиг. 2 то же, вид в плане.
Устройство состоит из роликоопор 1, установленных на основании 2, на котором в опорах 3 установлены с возможностью перемещения на валах
4две боковины 5 - с выступгиии б, образующие наклонный скат для свариваемых изделий. Между боковинами
5на опоре и валу 8 закреплены , двуплёЧие рычаги 9, взаимодействующие через вал 8 с поршневым приводом 10. Двуплечие рычаги 9 снабжены регулируемыми упорами 11, 12 и 13, предназначенными для гашения скорости движения свариваемого изделия и исключения возможности удара по роликоопорам 1.
На основании 2 установлен накопитель 14.
Работа предлагаемого устройства осуществляется следующим образом.
Предварительно в наладочном режиме производится перемещение изделия из положения а в д в слелующем порядке.
После срабатывания поршневого привода 10 двуплечие рычаги, 9 пёра.мещаются из положения I в положение I . При этом изделие из накрпителя 14 или роликоопор 1 (положение а) по двуплечим рычагам перемещается до регулируемого упора 11 (положение б). При перемещении двуплечего рычага в положение 1 изделие из положения б по боковинам 5 скатывается в положение в до регулируемого упора 12, одновременно левыми концами двуплечих рычагов 9 захватывается очередное изделие. При повторном срабатывании поршневого привода 10 и перемещении двуплечих рычагов в положение Н изделие из поние г, а очередное изделие из положения в в б. При перемещен двуплечих р)ачагов в положение J изделие соответственно перемещается (первое из,положения г в д, а второе из Уб в в). После этого устройство: включается в автоматический режим работы. Срабатывает поршневой привод 10 и перемещает двуплечие рычаги 9 в положение . При этом из накопителя снимается очередное изделие, а первое перемещается из положения д в положение е на роликоопоры. Во время выполнения технологической операции на роликоопорах двуплечие рычаги перемещаются в положение 1 , а очередное изделие устанавливаетс в положения д, в и а. Перемещением регулируемых упоров 11, 12 и 13 выбирается оптимальный безударный режим работы линии в зависимости от диаметра свариваемых изделий,
Использование устройства для передачи изделий с одной позиции на другую в поточной линии для сборки и сварки корпусов гидроцилиндров повышает производительность до 10%, а также эксплуатационную надежность.
Формула изобретения
Устройство для передачи изделий с одной позиции на другую, содержащее смонтированные на основании последовательно установленные роликоопоры, в разрыве между которыми размещены наклонные скаты, а также механизм передачи изделия с предыдущей роликоопоры на последующую, о т ли чающееся тем, что,
5 с цЪлью повышения производительности и эксплуатационной надежности путем обеспечения безударной передачи изделия на последующую роликоопору, механизм передачи изделия вы0 полней в виде смонтированного на статине и перпендикулярного к продольной оси наклонных скатов приводного вала и установленных на валу симметрично относительно продольс ной оси наклонных скатов двуплечих
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подачи цилиндрическихиздЕлий | 1979 |
|
SU846204A1 |
| Автоматическая линия для сварки обечаек | 1985 |
|
SU1292967A1 |
| Поточная линия для сборки и сварки цилиндрических изделий и перестановки их с одной технологической позиции на другую | 1980 |
|
SU893496A1 |
| Поточная линия для сборки и сваркицилиНдРичЕСКиХ издЕлий и пЕРЕСТАНОВКииХ C ОдНОй ТЕХНОлОгичЕСКОй пОзицииНА дРугую | 1979 |
|
SU829382A1 |
| Поточная линия для сборки и сварки цилиндрических изделий | 1981 |
|
SU977133A2 |
| Поточная линия для сборки и сварки | 1986 |
|
SU1366342A1 |
| Поточная линия для сборки и сварки цилиндрических изделий и передачи их с одной технологической позиции на другую | 1978 |
|
SU747670A1 |
| УСТРОЙСТВО ДЛЯ ПОШТУЧНОЙ ПОПЕРЕЧНОЙ ПЕРЕДАЧИ ПРОКАТА | 1993 |
|
RU2048222C1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ИЗДЕЛИЙ НА ТРАНСПОРТНЫЙ РОЛЬГАНГ | 1993 |
|
RU2057697C1 |
| Устройство для сборки и сварки прямоугольных разъемов для плат печатного монтажа | 1978 |
|
SU766802A1 |
