со
О5
о: со
4
к
1
Изобретение относится к сварке, а именно к прямоточным поточным линиям для сборки и Сварки, преимущест венно цилиндрических изделий.
Целью изобретения является повышение качества путем безударного транспортирования изделий.
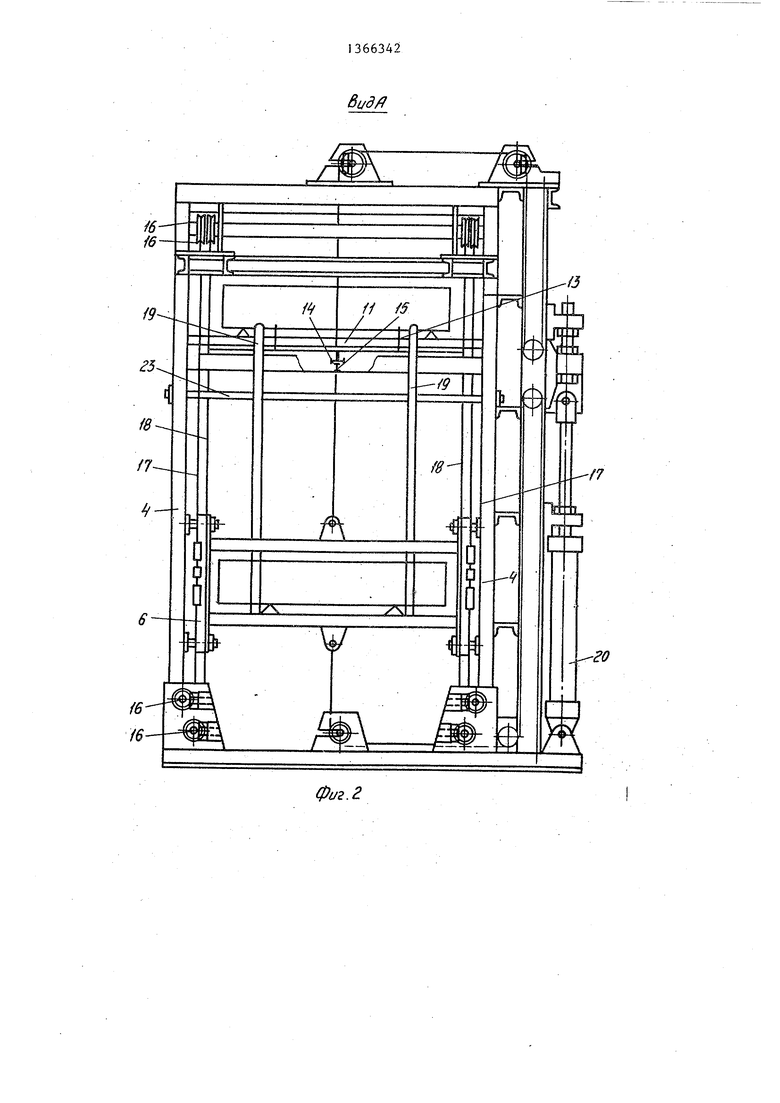
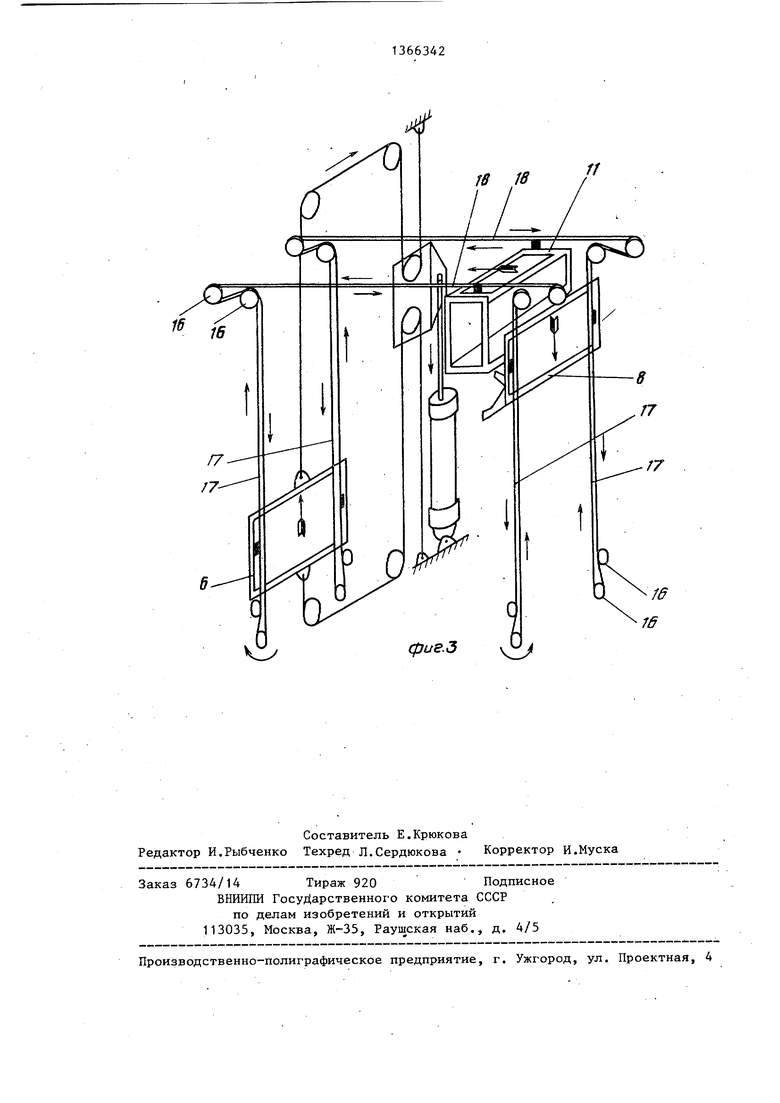
На фиг. 1 изображена поточная линия, общий вид; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - кинематическая .схема линии.
Поточная линия содержит питатель 1, отводящий лоток 2, сборочно-сва- рочное приспособление 3, перегружа- тель издел 1я с питателя 1 на приспособление 3, включающий в себя две пары вертикальных направляющих 4 и 5 выполненных в виде стоек, каретку 6 с наклонным лотком 7, каретку 8 с наклонным лотком 9 и упором 10, установленным на кронштейне, дополнительную каретку.11 с наклонньм лотком 12 и рычагом 13, одно плечо которого снабжено роликом 14, взаимодействующим с копирной направляющей 15, закрепленной на стойке 4.
Каретки 6, 8 и 11 связаны между собой гибкой связью, например канатом, образующим две симметрично рас
положенные П-образные парные и параллельно расположенные ветви прн помощи блоков 16, установленных в верхних и нижних частях металлоконструкции внутри габарита перегружателя.
Каретки 6 и 8, установленные в стойках с возможностью вертикального перемещения, с двух сторон соединены с наружными ветвями каждой пары канатов 17, а каретка 11 соединена с внутренними ветвями 18.
Перегружатель .содержит также плоский ё ертикальный упор 19 (двойной, симметрично расположенный) и, например, пневмоцилиндр 20, осзтцествляю- щий перемещение кареток при помощи канатов с удвоением хода штока пнев- моцилиндра. Съемник 21 связан тягами 22 со штангой 23. Питатель 1 загружен изделиями 24, которые удерживаются отсекателем.
Линия работает следующим образом.
Каретка 6 в крайнем нижнем положении загружена изделием 24. Каретка 8 в крайнем верхнем положении также загружена изделием 24. Упор 10 каретки 8 приподнимает штангу 23, которая благодаря тягам 22 переводит
10
1Г
20
25
3663422
(рычаги съемника 21 в крайнее верхнее положение. Изделие 24 скатывается с рычагов съемника,и сварочное приспособление 3 освобождается от изделия 24. Каретка 11 расположена в крайнем правом положении. Рычаг 13 благодаря тому, что ролик 14 взаимодействует со скосом направляющей 15, находится в крайнем нижнем положении ниже уровня наклонного лотка 12. Изделие 24 свободно скатывается с лотка 12, и каретка 11 освобождается от изделия.
После включения пневмопривода 20 канаты привода, связанные с кареткой 6, начинают перемещать заг ружен- ную изделием 24 каретку 6 вверх.Так как каретка 6 связана гибкой связью с каретками 8 и 11, то каретки 8 и 11 также начинают перемещаться, Каретка 8 с загруженным изделием 24 опускается, а свободная от изделия каретка 11 начинает перемещаться справа налево. При этом нижнее плечо рычаг а 13 с роликом 14 перемещается со скошенного участка; направляющей 15 на ровный участок, и рычаг 13 занимает крайнее верхнее
30 положение, исклю,чающее скатывание изделия 24 по лотку 12. Каретка 8 опускаясь, опускает штангу 23 с тягой 22, благодаря чему рычаги съемника 21 опускаются в крайнее ниж-35 нее положение. При своем дальнейшем движении каретка 8 лотком 9, на котором находится изделие 24, входит между рычагами съемника 21. Изделие перемещается с лотка 9 на наклонные рычаги съемника 21 и, прокатываясь по ним, попадает в сварочное приспособление 3, после чего каретка 8 останавливается.
В то же время каретка 6 приближается к верхнему положению, а каретка 11 с поднятым рычагом 13 приближается к крайнему левому положению. Незадолго до останова направляющие 19- перестают удерживать изделие 24 и оно свободно скатывается на лоток 12 приближающейся каретки 11 до упора в рычаг 13. Привод отключается, и каретки останавливаются.
После проведения необходимых сваgg рочных операций при изготовлении изделия на сварочном приспособлении вновь включается пневмопривод и каретки начинают движение в обратную сторону.Свободная от изделий 24 ка40
45
50
ретка 6 начинает движение вниз, а каретка 8 - вверх. Загруженная изделием 24 каретка 11 перемещается слев направо. При подходе к крайнему верхнему положению каретка 8 упором 10 начинает поднимать штангу 23. Одновременно съемника 21 начинают подниматься в верхнее крайнее положение и снимают изделие 24 со сварочного приспособления. В крайнем верхнем положении каретки 8 рычаги съемника устанавливаются наклонно и изделие прокатывается по ним на лоток и перемещается на следующую позицию обработки. .
При подходе к крайнему правому положению ролик 14 рычага 13 каретки 11 наезжает на скошенную поверхность направляющих 15. Рычаг 13 опускается и пропускает изделие 24, которое свободно прокатывается по лотку 12 на лоток 9 каретки 8.
Каретка 6, подходя к своему нижнему положению, останавливается, одновременно воздействуя на датчик, который дает команду на включение отсекателя питателя 1. После ераба- тьшания отсекателя новое изделие из питателя прокатывается на лоток 7 до упора в плоские направляющие 19. Включается пневмопривод, и цикл работы повторяется.
1366342
Формула изобретения Поточная линия длясборки и сварки, содержащая смонтированные в тех- нологической последовательности питатель, сборочно-сварочное приспособление, перегружатель изделий, выполненный в виде двух стоек, расположенных по обе стороны сборочно-сва0 рочного приспособления, и двух кареток с наклонными лотками, смонтированных на стойках и кинематически связанных между собой, и съемник изделий с тягами, упор для изделия,
5 закрепленный на одной из стоек, и упор для тяг, смонтированный на каретке второй стойки, о т л и ч а ю - щ а я с я тем, что, с целью повы- , шения качества путем безударного
0 транспортирования изделий, на стойке с упором для изделия закреплена копирная направляющая, перегружатель дополнительно снабжен кареткой с наклонным лотком, смонтированной с
5 возможностью возвратно-поступательного перемещения между лотками и оснащенной двуплечим рычагом с роликом на одном из плеч, установленнымс возможностью взаимодействия с копир0 ной направляющей стойки, а вторая стойка оснащена штангой, смонтированной с возможностью возвратно-поступательного перемещения и взаимодействия с упором каретки и соединенной с тягами съемника изделий.
| название | год | авторы | номер документа |
|---|---|---|---|
| Перегружатель изделий | 1987 |
|
SU1479252A1 |
| Загрузочное устройство | 1982 |
|
SU1024223A2 |
| Поточная линия для сборки и сварки металлоконструкций | 1979 |
|
SU785006A1 |
| Поточная линия для сборки и сварки изделий | 1980 |
|
SU925607A1 |
| Автомат для приварки к торцам труб элементов соединительной арматуры | 1974 |
|
SU640830A1 |
| Механизированная поточная линия для сборки и сварки металлоконструкций | 1983 |
|
SU1174219A1 |
| Устройство для упаковки изделий в мешки из термосклеивающегося материала | 1978 |
|
SU765120A1 |
| Устройство для сборки запрессовкой и сварки с подачей присадочной проволоки цилиндрического тела с концевыми элементами | 1986 |
|
SU1368148A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ БЛОКОВ ПРЕССОВАНИЕМ, ПРЕСС-ФОРМА И ЛИНИЯ ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 1995 |
|
RU2087307C1 |
| Поточная линия для сборки и сварки металлоконструкций | 1980 |
|
SU893492A1 |
Изобретение относится к области сварки, а именно к прямоточным поточным линиям для сборки и сварки, преимущественно цилиндрических изделий. Целью изобретения является повьппение качества. При включении привода каретка (К) 6с изделием 24 перемещается по стойке 4 вверх, К 8 с изделием - по стойке 5 вниз, а К 11 без изделия - к стойке 4. При достижении каретками крайних положений изделие 24 с К 6 поступает в К 11, а с К 8 - на рычаги съемника 21 изделий и по ним - на сборочно- сварочное приспособление 3. По завершении сварочных операций К 8 перемещается вверх. При этом посредством тяг 22 снимается съемником 21 изделие 24 с приспособления 3 в передается на отводящий лоток 2. К 6 опускается, К 11 с изделием перемещается к стойке 5. При достижении каретками крайних положений К 6 загружается с питателя 1 изделием, с К 11 при опускании рычага 13 изделие скатывается на К 8. Далее цикл повторяется. Таким образом, обеспечивается безударная транспортировка изделия на каретках, что позволяет устранить переносы изделия. 3 ил. i СЛ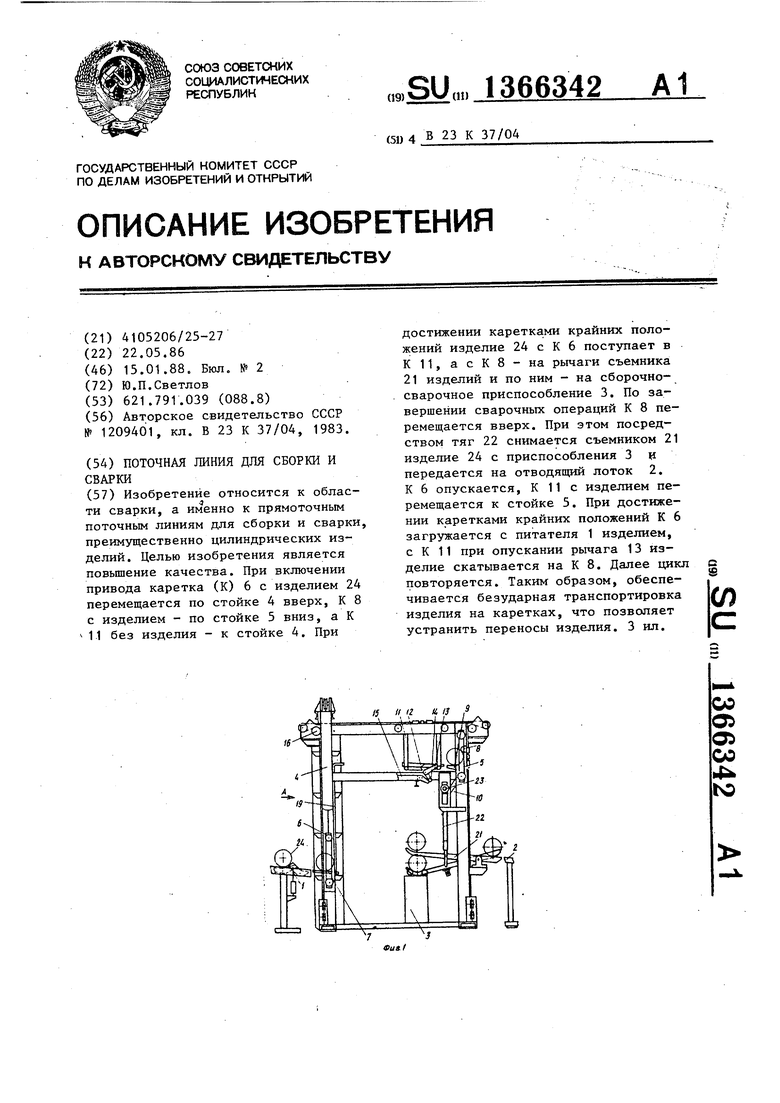
фаг. г
фие.З у
| Поточная линия для сборки и сварки | 1983 |
|
SU1209401A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
