(54) ПОТОЧНАЯ ЛИНИЯ ДЛЯ СБОРКИ И СВАРКИ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ И ПЕРЕСТАНОВКИ ИХ С ОДНОЙ ТЕХНОЛОГИЧЕСКОЙ ПОЗИЦИИ
Изобретение относится к сварке, а именно К конструкции поточной линии для сборки и сварки цилиндрических изделий и перестановки их с одной позиции на другую.
Известна поточная линия для сборки и сварки цилиндрических изделий и перестановки их с одной технологической позиции на другую, содержащая расположенные вдоль поточной линии наклонные скаты, между которыми на основании скатов установлены смонтированные на поворотных рычагах роликоопоры для вращения изделий и передачи их с одного ската на другой 1 .
Недостатками известной конструкции являются отсутствие накопления на скатах цилиндрических изделий н невозможность передачи цилиндрических изделий обратно на листогибочные вальцы для калибровки.
Известно устройство для.сварки изделий цилиндрической формы и их перестановки с . одной технологической позиции на другую, , состоящее из дополнительного подпружиненного относительно основания поворотного рычага, выполняющего функцию отсскателя, смонНА ДРУГУЮ
шрованного на основании в одрой плоскости с основным поворотным двуплечим рычагом, одно плечо дополнительного поворотного двуплечего рычага оснащено подпружиненной относительно него поворотной собачкой 2.
Недостатками известной конструкции являются невозможность передачи изделия для калибровки на листогибочные вальцы, а также недостаточная надежность и производительность отсекателя.
10
Наиболее близкая к предлагаемой поточная линия для сборки и сварки цилиндрических изделий и перестановки их с одной технологической позиции на другую, содержащая смонтированное на основании технологическое оборудование, в разрьше между единицами обору15дования закреплены наклонные скаты, на каждом из которых установлен подпружиненный отсекатель, а также размещенные на основании рьУчажные перегружатели с каждой единицы тех20нологического оборудования на наклонный скат 3.
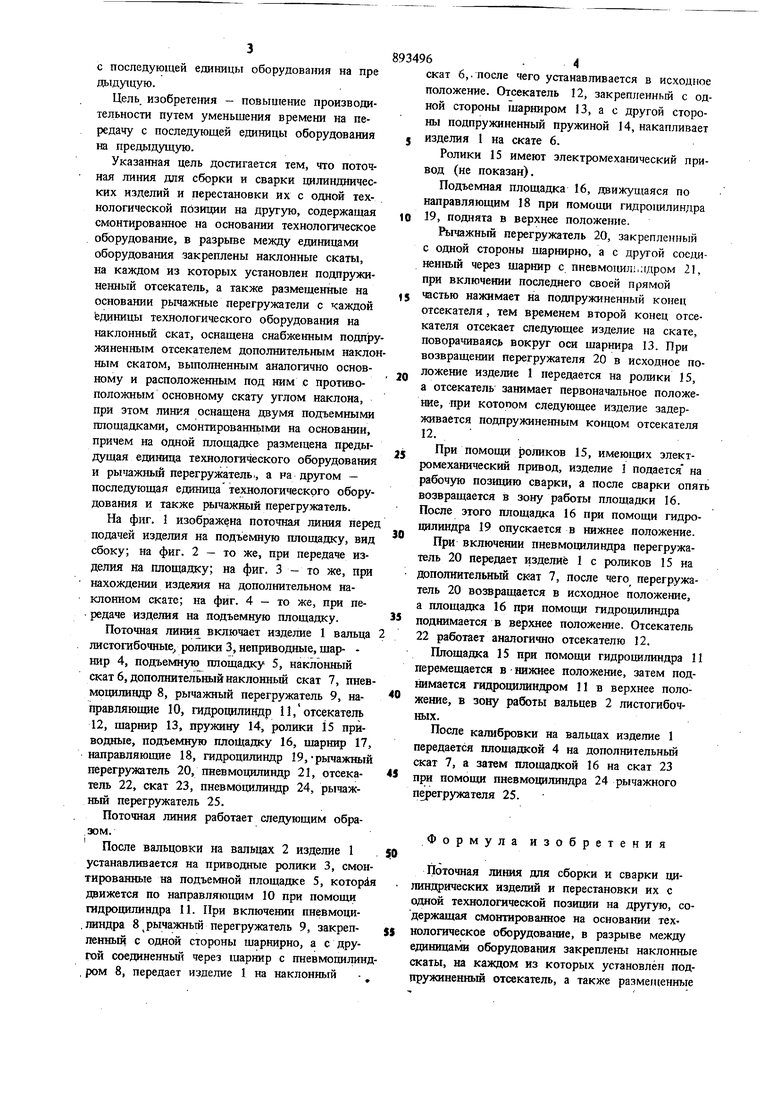
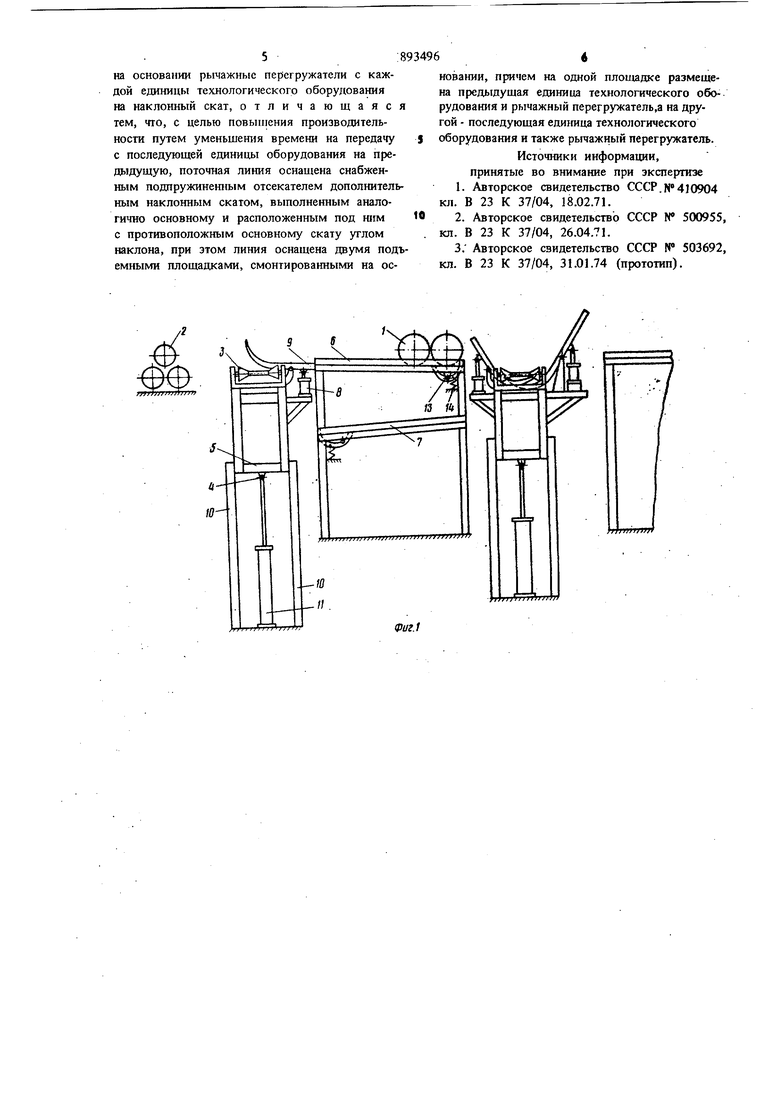
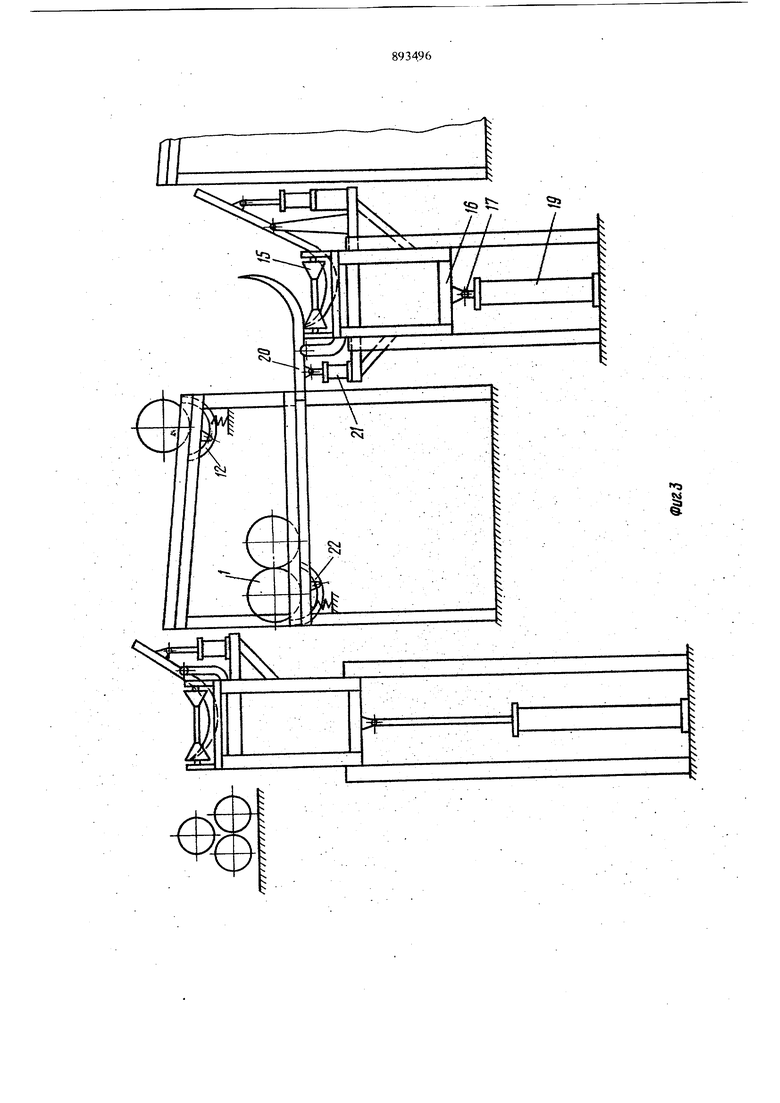
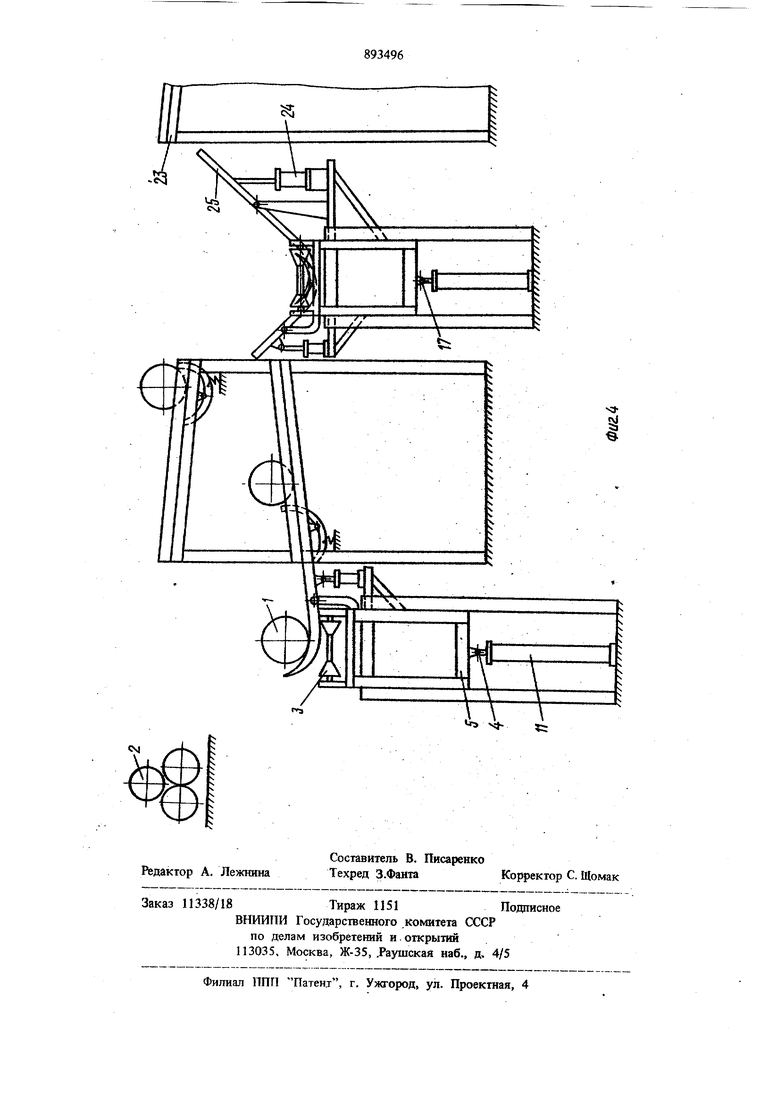
Однако известная конструкция малопроизводительна, так как велико время на передачу с последующей единицы оборудования на пре дыдутцую. Цель, изобретения - повышение производительности путем уменьшения времени на передачу с последующей единицы оборудования на предыдущую. Указанная цель достигается тем, что поточная линия для сборки и сварки цилинднических изделий и перестановки их с одной технологической позиции на другую, содержащая смонтированное на основании технологическое оборудование, в разрьгее между единицами оборудования закреплены наклонные скаты, на каждом из которых установлен подпружиненный отсекатель, а также размещенные на основании рычажные перегружатели с каждой единицы технологического оборудования на наклонный скат, оснащена снабженным подпру жиненным отсекателем дополнительным накло ным скатом, выполненным аналогично основному и расположенным под ним с противоположным основному скату углом наклона, при этом линия оснащена двумя подъемными площадками, смонтированными на основании, причем на одной площадке размещена предыдущая единица технологического оборудования и рыижный перегружатель., а на другом - последующая единица технологического оборудования и также рычажный перегружатель. На фиг. 1 изображена поточная линия пере подачей изделия на подъемную площадку, вид сбоку; на фиг. 2 - то же, при передаче изделия на площадку; на фиг. 3 - то же, при нахождении изделия на дополнительном наклонном скате; на фиг. 4 - то же, при передаче изделия на подъемную площадку. Поточная линия включает изделие 1 вальца листогибочные/ ролики 3, иеприводные, шар- нир 4, подъемную площадку 5, наклонный скат 6, дополнительный наклонный скат 7, пнев моцилиндр 8, рычажный перегружатель 9, направляющие 10, гидроцилиндр 11, отсекателъ 12, щарнир 13, пружину 14, ролики 15 приводные, подъемную плоШадку 16, шарнир 17 направляющие 18, гидроцилиндр 19,-рычажный перегружатель 20, пневмоцилиндр 21, отсекатель 22, скат 23, пневмоцилиндр 24, рычажный перегружатель 25. Поточная линия работает следующим обра,эом. После вальцовки на вальцах 2 изделие 1 устанавливается на приводные ролики 3, смон тированные на подъемной площадке 5, котора движется по направляющим 10 при помощи гадроцилиндра 11. При включении пневмоци.линдра 8 рычажный перегружатель 9, закрепленный с одной стороны щарнирно, а с другой соединенньш через щарнир с пневмопилин ром 8, передает изделие 1 на наклонный 6.4 скат 6,. после чего устанавливается в исходное положение. Отсекатель 12, закрепленный с одной стороны шарниром 13, а с другой стороны подпружиненный пружиной 14, накапливает изделия 1 на скате 6. Ролики 15 имеют электромеханический привод (не показан). Подъемная площадка 16, движущаяся по направляющим 18 при помощи гидропилиндра 19, поднята в верхнее положение. Рычажный перегружатель 20, закрепленный с одной стороны щарнирно, а с другой сосццненный через шарнир с пневмоцшп.лдром 21, при включении последнего своей прямой щстью нажимает на подпружиненный конец отсекателя, тем временем второй конец отсекателя отсекает следующее изделие на скате, поворачиваясь вокруг оси шарнира 13. При возвращении перегружателя 20 в исходное положение изделие 1 передается на ролики 15, а отсекатель занимает первоначальное положение, при котором следующее изделие задерживается подпружиненным концом отсекателя 12.. При помощи роликов 15, имеющих электромеханический привод, изделие 1 подается на рабочую позицию сварки, а после сварки опять возвращается в зону работы площадки 16. После этого площадка 16 при помощи гидроцилиндра 19 опускается в нижнее положение. При включении пневмоцилиндра перегружатель 20 передает изделие 1 с роликов 15 на дополнительный ск-ат 7, после чего перегружатель 20 возвращается в исходное положение, а площадка 16 при помощи гидроцилиндра поднимается в верхнее положение. Отсекатель 22 работает аналогично отсекателю 12. Площадка 15 при помощи гидроцилиндра 11 перемещается в нижнее положение, затем поднимается гидроцилиидром 11 в верхнее положение, в зону работы вальцев 2 листогибочных. После калибровки на вальцах изделие 1 передается площадкой 4 на дополнительный скат 7, а затем площадкой 16 на скат 23 при помощи пневмодалиндра 24 рычажного перегружателя 25. Формула изобретения Поточная линия для сборки и сварки цилиндрических изделий и перестановки их с одной технологической позиции на другую, содержащая смонтированное на основании технологическое оборудование, в разрыве между единицагли оборудования закреплены наклонные скаты, на каждом из которых установлен подпружиненный отсекатель, а также размещенные 5; на основании рычажные перегружатели с каждой единицы технологического оборудования на наклонный скат, отличающаяс тем, что, с целью повьппения производительности путем уменьшения времени на передачу с последующей единицы оборудования на предыдущую, поточная линия оснащена снабженным подпружиненным отсекателем дополнитель ным наклонным скатом, выполненным аналогично основному и расположенным под ним с противоположным основному скату углом наклона, при этом линия оснащена двумя под емными площадками, смонтированными на основании, причем на одной площадке размещена предыдущая единица технологического оборудования и рычажный перегружатель,а на другой - последующая еди1шца технологического оборудования и также рычажный перегружатель. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР.N«410904 кл. В 23 К 37/04, 18.02.71. 2.Авторское свидетельство СССР N 500955, кл. В 23 К 37/04, 26.04.71. 3. Авторское свидетельство СССР ГС 503692, кл. В 23 К 37/04, 31.01.74 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для сборки и сварки цилиндрических изделий и передачи их с одной технологической позиции на другую | 1978 |
|
SU747670A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1980 |
|
SU893488A1 |
| Поточная линия для сборки и сварки конструкций | 1979 |
|
SU863278A1 |
| Механизированная линия для изготовления триангелей тормозной рычажной передачи тележек грузовых железнодорожных вагонов | 1977 |
|
SU763054A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1980 |
|
SU893492A1 |
| Поточная линия для сборки и сварки цилиндрических изделий | 1981 |
|
SU977133A2 |
| Поточная линия для сборки и сварки рамных металлоконструкций | 1975 |
|
SU919842A1 |
| Устройство для сборки и сварки кольцевых швов труб с фланцами | 1987 |
|
SU1433730A1 |
| Поточная линия для изготовления сварных изделий | 1981 |
|
SU998067A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1980 |
|
SU939174A1 |
VJ
. . Г . -1
Фиг.}
