Изобретение относится к сварке, k именно, к конструкции поточной линии для сборки и сварки цилиндрических изделий.
По основному авт.св. № 529929 известна поточная линия для сборки и сварки цилиндрических изделий, содержащая основание с составными направляюь-щми, несущими наклонный скат, в разрыве которого размещен роликовый вращатель с опорными роликами, причем участок направляющей, расположенный перед роликовым вращателем выполнен с возможностью поворота в вертикальной плоскости, а один из концов поворотной части направляющей расположен между опорными роли- ками, при этом линия оснащена приводшлм поворотным участком направляющих, расположеннымза роликовым вращателемС Недостатком известной поточной линии является то, что для обеспечения работы линии загрузка ее может быть произведена только одним изделием и только тогда, когда поворотные участки подняты вверх ча угол, достаточный для выталкивания предыдущего изделия, что приводит к значительному снижейию производительности линии
IB связи с простоями ее в период загрузки единичными изделиями.
Цель изобретения - повыиение производительности линии за счет обеспечения возможности накопления изделий на направляющих наклонного ската.
Эта цель достигается тем, что поточная линия для сборки и сварки цилиндрических изделий, содержащая
10 основание с составными направляющими, несущими наклонный скат, в разрыве которого размещен роликовый вращатель с опорными роликами, причем участок направляющей, расположенный перед
15 роликовым вращателем, выполнен с возможностью пойброта в вертикальной плоскости, один из концов поворотной части направляющей расположен между опорнь1ми роликами, а линия
20 оснащена приводным поворотным участком направляющих, расположенным за роликовым вращателем и дополнительно снабжена отсекателями, закрепленными на оси поворота участка направляю25щей наклонного ската,-расположенного перед роликовым вращателем.
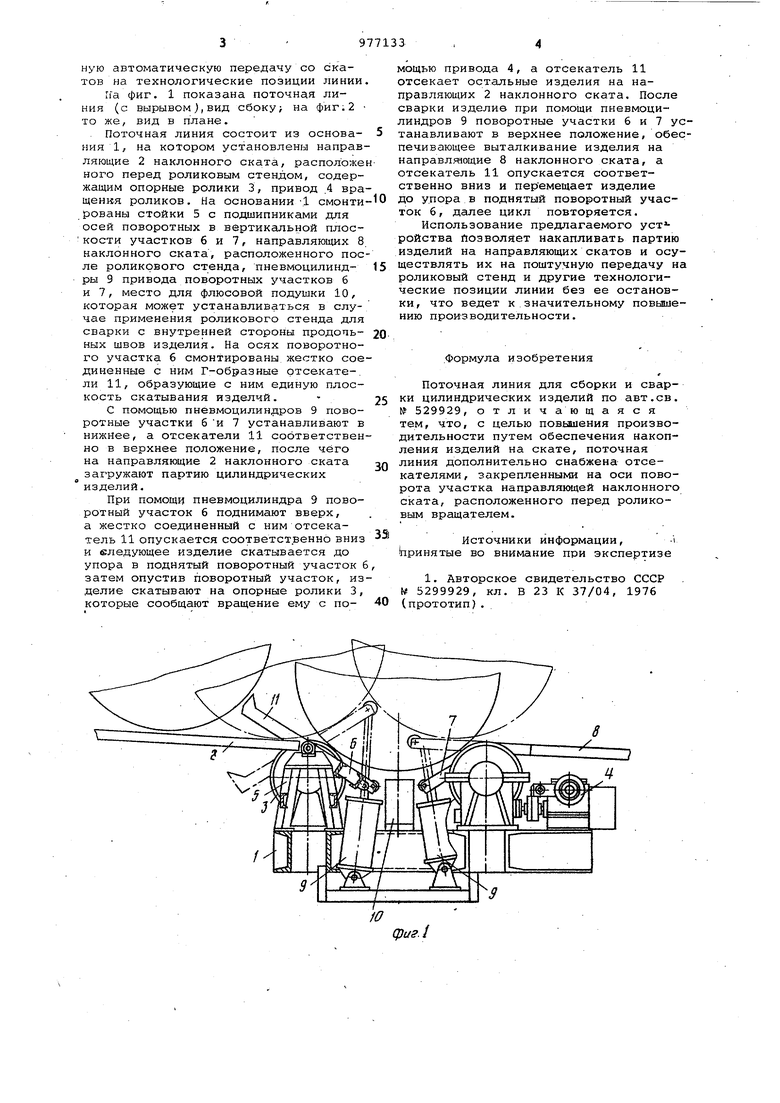
Такое конструктивное решение дает возможность одновременно загружать, и накапливать на направляющих наклон30ных скатов партию изделий и их поштучную автоматическую передачу со скатов на технологические позиции линии ГГа фиг. 1 показана поточная линия (с вырывом)|Вид сбоку; на фиг.2 то же, вид в плане. , Поточная линия состоит из основаНИН 1, на котором установлены направ ляющие 2 наклонного ската, расположе ного перед роликовым стендом, содержащим опорные ролики 3, привод .4 вра щения роликов. На основании смонти рованы стойки 5 с подшипниками для осей поворотных в вертикальной плоскости участков 6 и 7, направляющих 8 наклонного ската, расположенного пос ле роликового стенда, пневмоцилиндры 9 привода поворотных участков б и 7, место для флюсовой подушки 10, которая может устанавливаться в случае применения роликового стенда для сварки с внутренней стороны продольных швов изделия. На осях поворотного участка б смонтированы жестко сое диненные с ним Г-образные ртсекате-. ли 11, образующие с ним единую плоскость скатывания изделий. С помощью пневмоцилиндров 9 поворотные участки б и 7 устанавливают в нижнее, а отсекатели 11 соответствен но в верхнее положение, после чего на направляющие 2 наклонного ската загружают партию цилиндрических ° изделий. При помощи пневмоцилиндра 9 поворотный участок 6 поднимают вверх, а жестко соединенный с ним отсекатель 11 опускается соответственно вниз и еледующее изделие скатывается до упора в поднятый поворотный участок 6 затем опустив поворотный участок, из делие скатывают на опорные ролики 3, которые сообщают вращение ему с помощью привода 4, а отсекатель 11 отсекает остальные изделия на направляющих 2 наклонного ската. После сварки изделие при помощи пневмоцилиндрОБ 9 поворотные участки б и 7 устанавливают в верхнее положение, обеспечивающее выталкивание изделия на направляющие 8 наклонного ската, а отсекатель 11 опускается соответственно вниз и перемещает изделие до упора в поднятый поворотный участок б, далее цикл повторяется. Использование предлагаемого уст ройства Позволяет накапливать партию изделий на направляющих скатов и осуществлять их на поштучную передачу на роликовый стенд и другие технологические позиции линии без ее остановки, что ведет к значительному повышению производительности. .Формула изобретения Поточная линия для сборки и сварки цилиндрических изделий по авт.св. № 529929, о т л и ч а ю щ а я с я тем, что, с целью повьаиения производительности путем обеспечения накопления изделий на скате, поточная линия дополнительно снабжена отсекателями, закрепленными на оси поворота участка направляющей наклонного ската, расположенного перед роликовым вращателем. Источники информации, -i принятые во внимание при экспертизе 1. Авторское свидетельство СССР W 5299929, кл. В 23 К 37/04, 1976 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для сборки цилиндрических изделий | 1975 |
|
SU529929A1 |
| Устройство для передачи изделий с одной позиции на другую | 1978 |
|
SU764910A1 |
| Поточная линия для сборки и сварки конструкций | 1979 |
|
SU863278A1 |
| Устройство для сборки и сварки кольцевых швов труб с фланцами | 1987 |
|
SU1433730A1 |
| Поточная линия для сборки и сварки цилиндрических изделий и перестановки их с одной технологической позиции на другую | 1980 |
|
SU893496A1 |
| Устройство для сварки изделий цилиндрической формы и их перестановки с одной технологической позиции на другую | 1971 |
|
SU500955A1 |
| Автоматизированная поточная линия | 1976 |
|
SU727384A1 |
| Поточная линия для сборки под сварку,сварки и испытания цилиндрических резервуаров | 1981 |
|
SU986689A1 |
| Механизированная линия для изготовления триангелей тормозной рычажной передачи тележек грузовых железнодорожных вагонов | 1977 |
|
SU763054A1 |
| Автоматизированная поточная линия для сборки и сварки колес из двух заготовок | 1981 |
|
SU1229000A1 |

