1
Изобретение относится к сварке, а именно к конструкции поточной линии для сборки и сварки цилиндрических изделий и передачи их с одной техноло-j гической позиции на другую,преимущественно в поточной линии последовательно расположенных одинаковьох единиц технологического оборудования.
Известно устройство для сварки 10 изделий цилиндрической формы и их перестановки с одной технологической позиции на другую, которое содержит смонтированный на основании наклонный скат и поворотный двуплечный |5 рычаг, на оси поворота которого установлен приводной ролик, расположенный заподлицо с плоскостью наката, при этом на одном плече рычага, направленном в сторону наката, установ- 20 лен холостой ролик, а другое плечо рычага выполнено изогнутым и снабжено :криволинейным пазом, взаимосвязанным с фиксатором, закрепленным на основании. Устройство также снабже- 25 но дополнительным подпружиненным относительно основания поворотным рычагом, выполняющим функции отсекателя, смонтированным на основании в одной плоскости с основным пово- 30
ротным .двуплечим рычагом; при этом одно плечо дополнительного поворотного двуплечего рычага оснащено подпружиненной относительно него поворОтной собачкой, взаимодействующей с изогнутЕлм плечем основного поворотного двуплечего рычага Щ .
Данное устройство не долускает возможности при необходимости пропуска изделия мимо какой-либо технологический позиции.
Известна также поточная линия для сборки и сварки цилиндрических изделий и передачи их с одной технологической позиции на другую, преимущественно в поточной линии последовательно расположенных одинаковых единии технологического оборудования, со-/ держащая смонтированные на основации вдоль поточной линии наклонные скаты, между которыми в корпусах наклонных скатов установлены на поворотных рычагах перекладчики изделий с одного ската на другой, а высота начала каждого последующего наклонного ската превышает высоту каждого предыдущего ската 2 .
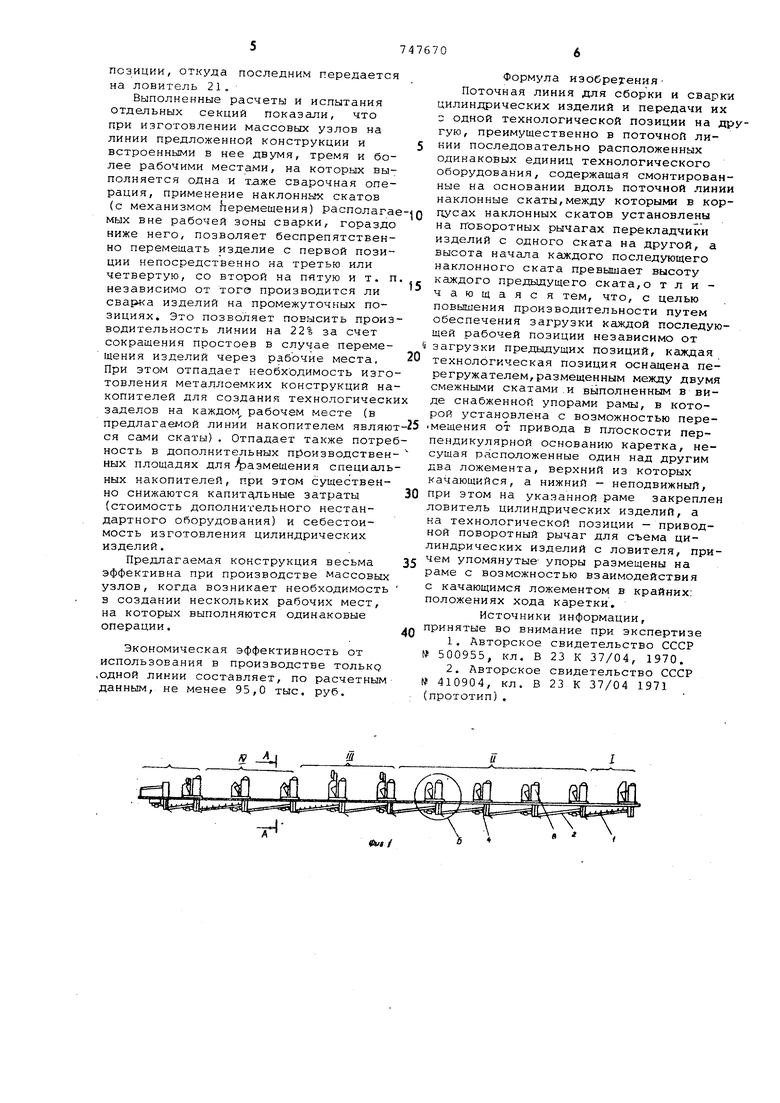
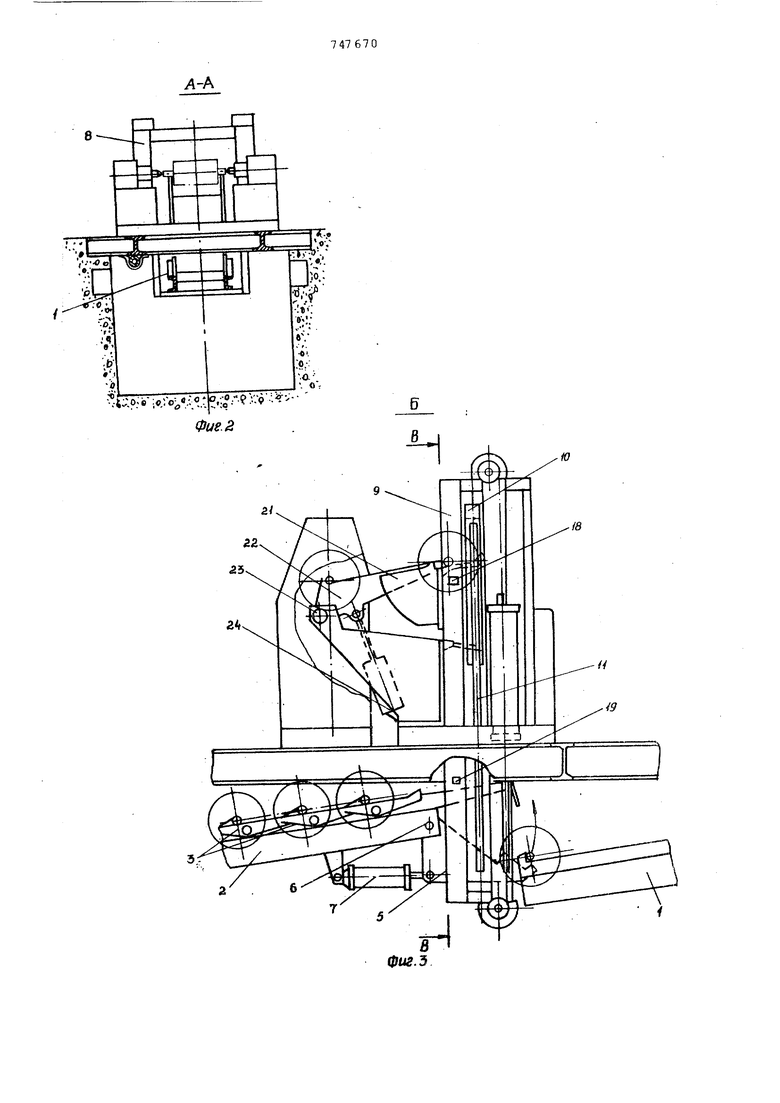
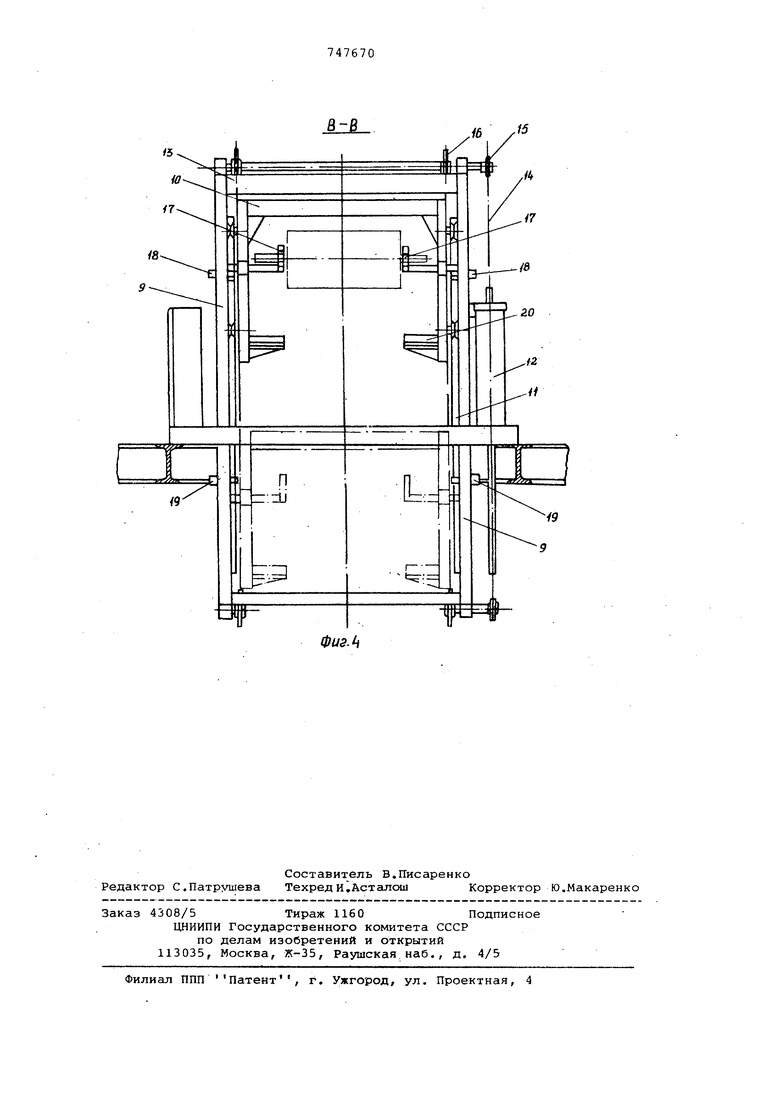
Недостатком этой поточной линии является то, что она малопроизводи тельна, так как не обеспечена загруз ка каждой последующей рабочей позиции независимо от загрузки предьадущих позиций. Цель изобретения - создание такой конструкции поточной линии, которая была бы более производительна благодаря обеспечению загрузки каждой последующей рабочей позиции независимо от загрузки предыдущих позиций, Указанная цель достигается тем, что каждая технологическая позиция оснащена перегружателем, размещенным между двумя смежными скатами и ВЕзшол н4нным в виде снабженной упорами рам некоторой установлена с возможность перемещения от привода в плоскости перпендикулярной основанию каретка, несущая расположенные один над другим два ложемента, верхний из которых -качающийся, а нижний - неподвижный , при этом на указанной раме закреплен ловитель цилиндрических изделий, а на технологической позиции - приводной поворотны} рычаг для съема цилиндрических изделий с.ловителя , причем упомянутые упоры размещены с возможностью взаимодействия с кдчаиоидамся ложементом в крайних поло жениях хода каретки. Такое конструк: ивное решение позволяет беспрепятственно при необходимости пропускать изделие с одной технологической позиции на любую дру гую, минуя промежуточные, что позволяет производить работы на любой тех нологической позиции при одновременном пропуске помимо нее обрабатывае мого изделия с предыдущей технологи ческой позиции на любую последующую чем увеличивается производительност линии в целом. Также прямой поток обрабатьгваемых изделий через технологические позиции не требует специальных обходных транспортных устройс и накопителей, что сокращает потребность в дополнительных производстве . ных площадках На фиг. 1 схематически изображен общий вид поточной линии для сварки барабанов кормоизмельчителей; на фиг 2 - разрез Д-А на фиг. 1; на фиг. 3 узел Б фиг. 1; на фиг. 4 - разрез В-В- на фиг. 3. Поточная линия включает пять технологических позиций l,ll,ni,lV,MV каждая из которых содержит оборудозан{1е для производства технологичес ких операций соединенных с соседни ми наклонными скатами 1 и 2, снабже ными отсекателями 3, предназначенны ми для накопления обрабатываемых из делий. Между наклонными скатами 1 и 2 установлены передатчики 4, выполненные в виде двухплечего рычага 5, установленного-на оси 6, предназначенного для захвата обрабатываемого изделия и связанного с приводом в в де цилиндра 7,, Над перекладчиком 4 размещен перегружатель 8, содержашиг раму 9, внутри которой в верхнем положении установлена каретка 10 с возможностью вертикального перемещения в направляющих 11 и приводимая в движение цилиндром приво/;а 12 через цепи 13 и14 и звездочки 15 и 16. На каретке 10 закреплены верхний качающийся ложемент 17, взаимодействующий в верхнем положении каретки 10 с упором 18, а в нижнем-с упором 19,и нижний неподвижный ложемент 20, На раме 5 перегружателя 8 в его верхней части закреплен ловитель 21 взаимодействующий с захватом 2,2, устано.вленным на оси 23 с возможностью поворота и соединенным с приводом 24 (например цилиндром) его поворота. Работа предлагаемой поточной линии осуществляется следующим образом. По окончании какой-либо технологической операции захват 22 дополнительного перегружателя 8 под воздействием привода 24 поворачивается вокруг оси 23 по часовой стрелке и обрабатываемое изделие, скатываясь с захвата 22, перекладывается в нижний неподвижный ложемент 20, закрепленный на каретке 10, после чего захват 22 возвращается в исходное положение и ,снимая с ловителя 21 другое обрабатываемое изделие, перемещает его в место обработки, то есть на технологическую позицию. Затем каретка 10 в направляющих 11 и, приводимая в движение цилиндром 12, опускается вниз. При этом, обработанное изделие снимается с нижнего неподвижного ложемента 20 на наклонный скат 2, по которому обрабатываемое изделие передается на другую технологическую операцию. В то же время, перекладчик 4, поворачиваясь .вокруг оси 6 против часовой стрелки, приводимый в движение цилиндром 7, снимает новое обраоатываемое изделие с предЕВдущего ската 1 и укладывает на верхний качающийся ложемент 17, взаимодействующий с упором 19, Далее каретка К) в направляющих 11 возвращается в свое исходное верхнее крайнее положение. По достижении крайнего верхнего положения.кареткой 10 верхний качающийся ложемент 17, взаимодействуя с упором 18, поворачивается и выгружает обрабатываемое изделие на ловитель 21. При необходимости передачи обрабгстываемого изделия, например с I технологической позиции на четвертый станок П технологической позиции, происходит блокировка работы перегружателей 8 предыдущих станков данной по,зиции,и обрабатываемое изделие из ската 1, предусматривающего их накопление, передается по скатам 2 с помощью перекладчиков 4 до перегружателя 8 четвертого станка 1 технологической позиции, откуда последним передается на ловитель 21. Выполненные расчеты и испытания отдельных секций показали, что при изготовлении массовых узлов на линии предложенной конструкции и встроенными в нее двумя, тремя и более рабочими местами, на которых выполняется одна и тлже сварочная операция, применение наклонных скатов (с механизмом Ьеремешения) располага мых вне рабочей зоны сварки, гораздо ниже него, позволяет беспрепятственно перемещать изделие с первой позиции непосредственно на третью или четвертую, со второй на пятую и т. п независимо от того производится ли свагжа изделий на промежуточных позициях. Это позволяет повысить произ водительность линии на 22% за счет сокращения простоев в случае перемещения изделий через рабочие места, При этом отпадает необходимость изго товления металлоемких конструкций на копителей для создания технологическ заделов на каждом, рабочем месте (в предлагаемой линии накопителем являю ся сами скаты), Отпадает также потре ность в дополнительных производствен ных площадях для размещения специаль ных накопителей, при этом существенно снижаются капитальные затраты (стоимость дополнительного нестандартного оборудования) и себестоимость изготовления цилиндрических изделий. Предлагаемая конструкция весьма эффективна при производстве массовых узлов, когда возникает необходимость в создании нескольких рабочих мест, на которых выполняются одинаковые операции. Экономическая эффективность от использования в производстве толькр .одной линии составляет, по расчетным данным, не менее 95,0 тыс. руб. Формула изобре :ення Поточная линия для сборки и сварки цилиндрических изделий и передачи их с одной технологической позиции на другую, преимущественно в поточной линии последовательно расположенных одинаковых единиц технологического оборудования, содержащая смонтированные на основании вдоль поточной линии наклонные скаты, между которы «1И в корпусах наклонных скатов установлены на пОБОротных рычагах перекладчики изделий с одного ската на другой, а высота начала каждого последующего наклонного ската превышает высоту каждого предыдущего ската,о т л и чающаяся тем, что, с целью поВЕлшенИя производительности путем обеспечения загрузки каждой последующей рабочей позиции независимо от загрузки предыдущих позиций, каждая технологическая позиция оснащена перегружателем, размещенным между двумя смежными скатами .и выполненным в виде снабженной упорами рамы, в которой установлена с возможностью перемещения от привода в плоскости перпендикулярной основанию каретка, несущая расположенные один над другим два ложемента, верхний из которых качающийся, а нижний - неподвижный, при этом на указанной раме закреплен ловитель цилиндрических изделий, а на технологической позиции - приводной поворотный рычаг для съема цилиндрических изделий с ловителя, причем упомянутые- упоры размещены на раме с возможностью взаимодействия с качающимся ложементом в крайних: положениях хода каретки. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 500955, кл. В 23 К 37/04, 1970. 2.Авторское свидетельство СССР № 410904, кл. В 23 К 37/04 1971 (прототип),
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия для изготовления длинномерных балок | 1988 |
|
SU1611671A1 |
| Поточная линия для сборки и сварки цилиндрических изделий и перестановки их с одной технологической позиции на другую | 1980 |
|
SU893496A1 |
| Автоматизированная поточная линия | 1976 |
|
SU727384A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1976 |
|
SU656788A1 |
| Автоматическая линия для изготовления деталей типа топоров | 1989 |
|
SU1727945A1 |
| Автоматическая линия для сварки обечаек | 1985 |
|
SU1292967A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1976 |
|
SU725856A1 |
| Установка для сварки изделий | 1989 |
|
SU1794616A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1980 |
|
SU939174A1 |
| Поточная линия для сборки и сварки плоскостных ферм | 1977 |
|
SU749606A1 |
(€ (fl
-И/in ffl Qfl
я
Фие.2
В-В
щi6 /5
