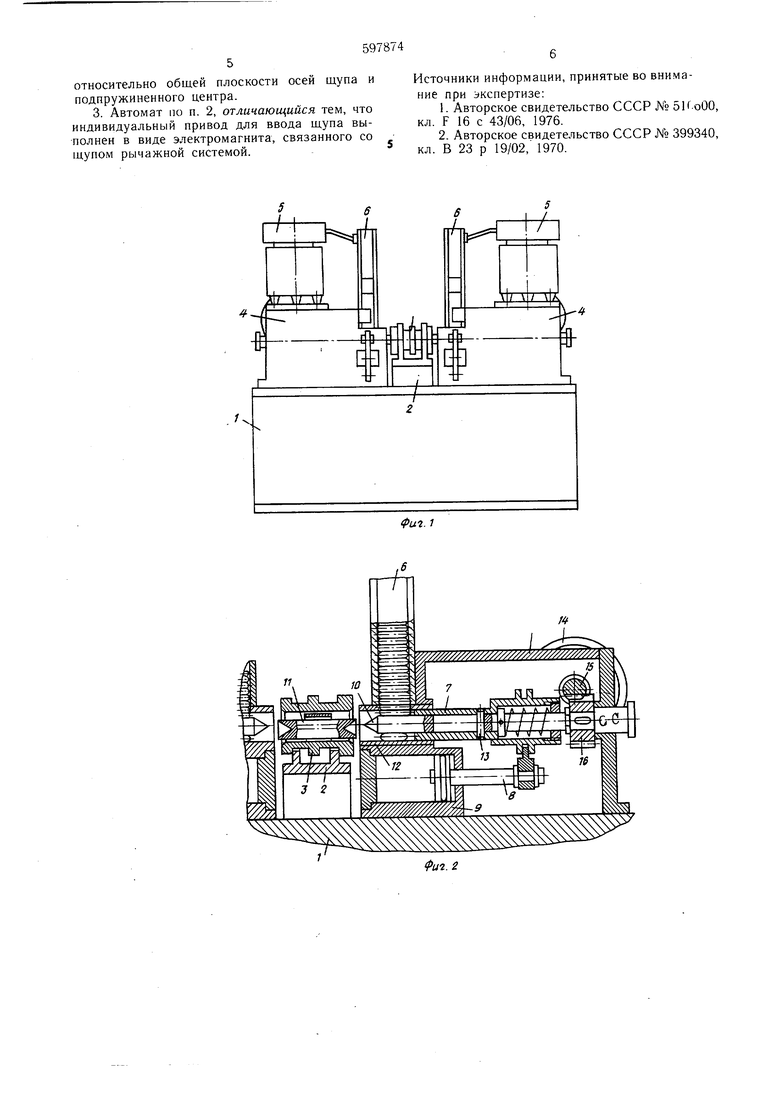
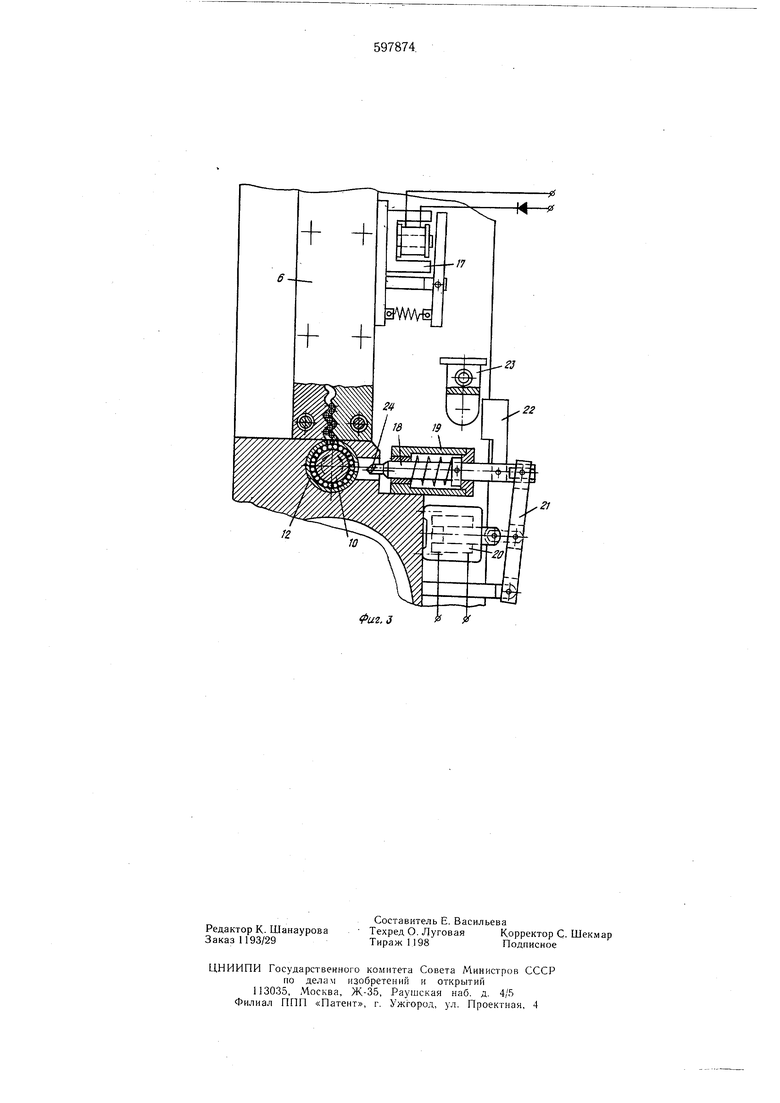
35 узла (например блока шестерен коробки riepieдач автомобильного двигателя) и два комплектовочных приспособления 4, расположенных по обе стороны от приспособления 2 и снабженных бункерами 5 и лотками 6 для иголок. Внутри комплектовочного приспособления 4 размеи ен толкатель 7 (фиг. 2), обеспечивающий подачу иголок в корпус 3 и связанный со штоком 8 силового цилиндра 9. В отверстии толкателя устаноБлен--подпружиненный центр 10, обеспечиваюш,ий фиксацию оси 11 подшипникового узла. Лоток 6 жестко связан с втулкой 12, о.кватываюшей центр 10 с кольцевым зазором для набора по его окружности комплекта иголок. Центр 10 связан с толкателем при помоши штифта 13 (фиг. 2) и имеет привод для возвратно-вращательного движения, состоящий, например, из реверсивного силового цилиндра 14 со штоком-рейкой 15, взаимодействующей через шестерню 16 с центром 10. На лотка.х 6 установлены электромагнитные вибраторы 17, предотвращающие задержку и залипание иголок в ручьях лотков катущки вибраторов, которые включены в сеть переменного тока через диод. Кро.ме того, комплектовочное приспособление 4 снабжено механизмом контроля комплектности иго.кж перед их установкой, состоящим из щупа 18 (фиг. 3), расположенного в стакане 19 и подпружиненного к его торцу; индивидуального привода ц;упа в виде э.аектромагнита 20, связанного со щупом рычажной системой 21. Щуп через пластину 22 связаь; с бесKOHTiiKTHbiM концевым выключагслс;-Л1 23. Конец щупа вьпюлнен конусным. 11,ля предотвращения заклинивания иголок при в;-;аил1одействии со щупом ось конического наконечника 24 щупа смещена относительно его основпОЙ оси. Автомат работает следуюищ: образом. Корпус 3 собираемого узла б.пока шестерни коробки передач с раз.мещеьп1ым11 Б нем осью и распорной втулкой устанавливается в приспособлении 2 (фиг. 2), где фиксируется соосно с комплектовочными приспособления.мп 4. В то же время иголки движутся в лотках 6 под действием собственного веса и вибр/пцип, создаваемой электромагнитными вибраторами 17 (фиг. 3). Иголки входят во втулку 12 через окно, расположенное в ее верхней части. Подпружиненный центр 10 в это время осуществляет непрерывное возвратно-вращательное движение с приводом от реверсивного силового цилиндра 14 (фиг. 2) через щток-рейку 15 и шестерню 16. Центр поворачивается в ту и другую сторону на угол не менее 180°. Тем самьш обеспечивается заполнение иголками кольцевого зазора между центрами и втулкой 12. Через определенное вре.мя, необходимое для набора комплекта иголок, цилиндр 14 откл ючается. Включается электромагнит 20 (фиг. 3), который через рычажную систему 21 вводит конический наконечник 24 щупа в отверстие втулки 12. При отсутствии хотя бы одной иголки в комплекте конический наконечник 24 щупа раздвигает иголки и проходит в зазор между ними. При этом пластина 22 входит в контакт с кольцевым выключателем 23, который дает сигнал о неполном комплекте При наличии полного комплекта наконечник щупа упирается в иголки, и концевой выключател ь не срабатывает. Для предотвращения случайного заклинивания иголки между наконечником щупа и подпружиненным центром при неполном комплекте (в результате совпадения линий действия силы давления щупа и силы реакции центра) ось конуса наконечника смещена с общей плоскости осей щупа и центра на величину, больщую половины радиуса иголки. При этом линии действия указанных сил не совпадают и создается сила, сдвигающая иголки в кольцевом зазоре. Кроме того, при упоре в иголки щуп совершает осевое колебательное движение с малой амплитудой, в.ызванное вибрацией якоря однофазного электромагнита 20 вследствие неполного его вытягивания. Эта вибрация дополнительно облегчает ввод наконечника щупа между роликами. Через определенное время (2-3 сек) электромагнит 20 отключается, и щуп под действием пружины отходит в исходное положение, после чего включается силовой цилиндр 9 (фиг. 2), который через шток 8 воздействует на толкатель 7. При движении толкателя связанный с ним подпружиненный центр Ю центрирует ось 11 подшипникового узла. При дальнейщем движении толкатель своим торцом вводит комплекты иголок .между осью 11 и корпусом 3 с двух сторон, учитывая одновременную работу обоих комплектовочных приспособлений 4. После этого толкатели обоих приспособлений с центрами возвращаются в исходное положение, вновь включаются цилиндры 14 вращения центров 10, и происходит набор комплектов иголок. Цикл сборки повторяется. Формула изобретения 1.Автомат для сборки подшипниковых узлов с игольчатыми роликами, содержащий смонтированное на станине приспособление для установки корпуса собираемого нодщипникового узла и расположенные по обе его сторон ы комплектовочные приспособления с бункерами и питателями в виде лотков, а также снабженные каждое подпружиненным центром, взаимодействующим с осью корпуса подшипникового узла и толкателем, связанным с соответствующими штоком силового цилиндра, отличающийся те.м, что, с целью улучщения качества сборки, повышения производительности и надежности работы автомата, каждое комплектовочное приспособление снабжено механизмом контроля комплектности иголок перед их установкой в корпус, а лоток питателя связан с электромагнитным вибратором, при этом подпружиненный центр связан с приводом для возвратно-вращательного движения центра. 2.Автомат по п. 1, отличающийся те.м, что механизм контроля комплектности иголок выполнен в виде цилиндрического щупа с индивидуальным приводом и концевого выключателя, связанного со щупом, при этом щуп имеет конусный наконечник с осью конуса, с.мещенной
относительно общей плоскости осей щупа и подпружиненного центра.
3. Автомат по п. 2, отличающийся тем, что индивидуальный привод для ввода щупа выполнен в виде электромагнита, связанного со щупом рычажной системой.
Источники информации, принятые во внимание при экспертизе:
1.Авторское свидетельство СССР № 51 оОО, кл. F 16 с 43/06, 1976.
2.Авторское свидетельство СССР № 399340 кл. В 23 р 19/02, 1970.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки подшипниковых узлов с игольчатыми роликами | 1990 |
|
SU1749571A1 |
| Автомат для сборки подшипниковых узлов | 1984 |
|
SU1257309A1 |
| Линия для сборки узлов | 1989 |
|
SU1722771A1 |
| Автомат для садки кирпича на печные вагонетки | 1978 |
|
SU766864A1 |
| АВТОМАТ ДЛЯ СБОРКИ ИГОЛЬЧАТЫХ ПОДШИПНИКОВ | 1970 |
|
SU425003A1 |
| Способ сборки радиальных шариковых подшипников с углом заполнения шарами более 180 @ и устройство для его осуществления | 1978 |
|
SU1135933A1 |
| Устройство для комплектации иглами подшипников карданного типа | 1985 |
|
SU1260573A1 |
| АВТОМАТ ДЛЯ СБОРКИ | 1992 |
|
RU2005586C1 |
| Устройство для упаковывания цилиндрических изделий | 1984 |
|
SU1303496A1 |
| АВТОМАТ ДЛЯ КОНТРОЛЯ РАЗМЕРОВ БАЛЛОНОВ ЭЛЕКТРОННОЛУЧЕВЫХ ТРУБОК | 1971 |
|
SU296173A1 |
%%й% ; : %%%%%й
Pui.2
+ +
+ +
9
3WWe
-21
22
Фиг, 3in
