1
Изобретение относится к обработке выпуклых симметричных изделий, в частности кинескопов, и может быть использовано в радиоэлектронной, оптичес кой, металлообрабатывающей и др. промыцшенностях.
Известен способ обработки выпук- лых гиперболических поверхностей оптических деталей, при котором меж- JQ ду контактным элементом в виде линейчатого гиперболоида и вращающейся заготовкой перемещают ленту 1.
Недостатками указанного способа являются малая рабочая поверхность 5 инстру-мента, малая скорость резания и несовпадение векторов скорости инструмента и детали на участках детали, расположенных по разные стороны от оси симметрии.20
Учитывая, что при обработке вргодающихся деталей, вектора скоростей вращения участков, лежащих по разные стороны от оси вращения, направлены в противоположные стороны, рабочая 25 скорость обработки указанных участков при шлифовании одной ветвью будет различаться на величину 2Vд (Уд- скорость детали), что и приведет к обще.му снижению шероховатости и качест- ЗО
ва обрабатываемой поверхности. Кроме того шлифовальные ленты с увеличением ширины имеют малую устойчивость, аалмазоносные яенты из-за технологических трудностейне изготавливаются шириной более 200 мм. I Цель изобретения - повышение качества обработанной поверхности и производительности. .
Поставленная цель достигается
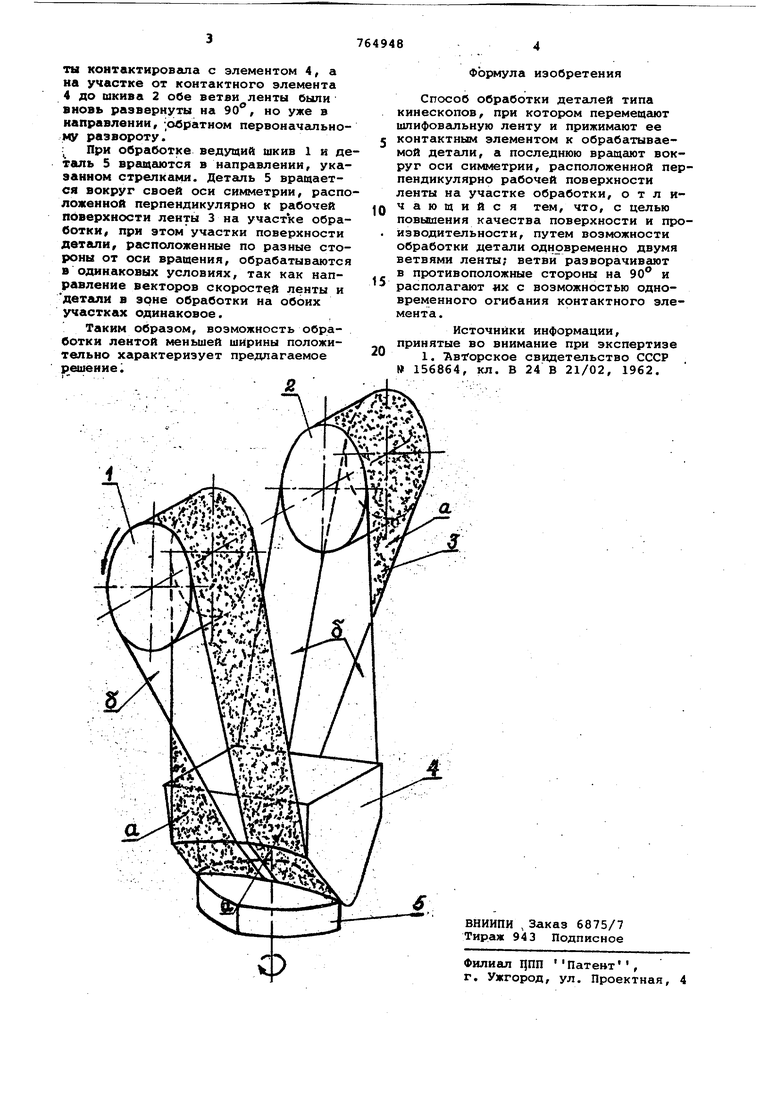
тем, что шлифование производят беско вечной лентой, ветви которой.разворачивают на 90 и прижимают их,контактным элементом к симметрично располо-. женным поверхностям обрабатываемой детали.
На чертеже схематически изображено предлагаемое устройство. : На ведущем 1 и ведомом 2 шкивах расположена абразивная лента 3, оги- бающая одновременно свои1«ш двумя вет:вями контактный элемент 4, кото1 ай 1поджимает указанные ветви ленты рабочей поверхностью а к обрабатываемой поверхности детали 5. При этом на участке от шкива 1 до контактного элемента 4 ветви ленты разворачивают в противоположные стороны на 90 так, чтобы нерабочая поверхность б лен
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для двухстороннего шлифования деталей аэродинамического профиля абразивными лентами | 1978 |
|
SU905009A1 |
| Способ шлифования сложнопрофильных изделий | 1981 |
|
SU965733A1 |
| Способ ленточного шлифования | 1984 |
|
SU1247244A1 |
| Способ ленточного шлифования внутренних сферических поверхностей изделий и устройство для его реализации | 1989 |
|
SU1743817A1 |
| Способ центробежной обработки деталей и устройство для его осуществления | 1990 |
|
SU1781009A1 |
| СПОСОБ ЛЕНТОЧНОГО ШЛИФОВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2142872C1 |
| Устройство для ленточного шлифования | 1978 |
|
SU882728A2 |
| Станок для шлифования выпуклых асферических поверхностей оптических деталей алмазным инструментом | 1980 |
|
SU901027A1 |
| Ленточно-шлифовальный станок | 1979 |
|
SU880700A1 |
| Устройство для сообщения шлифовальной ленте поперечных осциллирующих движений | 1978 |
|
SU787157A1 |
