Изобретение относится к обработке металлов, в частности-к шлифованию и полированию, и может быть использовано для зачистки внутренней сферической поверхности шаровых баллонов и аналогичных деталей с ограниченным доступом инструмента.
Известен способ зачистки, реализованный в устройстве для шлифования поверхностей, заключающийся в том, что обрабатывающую головку поджимают упругим прижимом к обрабатываемой поверхности и производят обвод строчками. Устройство содержит опорный узел, шлифовальную головку, в виде маятника и механизм прижима.
Известен также способ, реализованный в устройстве для шлифования внутренней поверхности изделий с ограниченным доступом инструмента, заключающийся в том, что обрабатываемую поверхность вращают относительно контактного элемента, а устройство содержит основание с парами направляющих роликов, контактный элемент, пневмоцилиндр и кинематически связанный с ним шарнирный параллелограмм.
Недостатком дачных способов и устройств является то, что при их использовании невозможно обработать всю поверхность сферы, так как контактный элемент фиксирован в меридиональной плоскости сферы, а упругости пневмоцилиндра недостаточно для качественного отслеживания изменяющихся участков обрабатываемой поверхности. Кроме того, в случае перемещения контактного элемента вдоль оси вращения детали будет
ч
со
00
изменяться скорость относительного перемещения детали и инструмента, а следовательно, и интен-сивность съема материала на различных участках обрабатываемой поверхности. Все это в комплексе снижает технологические возможности способа и качества обработки.
Цель изобретения - повышение качества обработки и расширение технологических возможностей при шлифовании внутренних сферических поверхностей изделий.
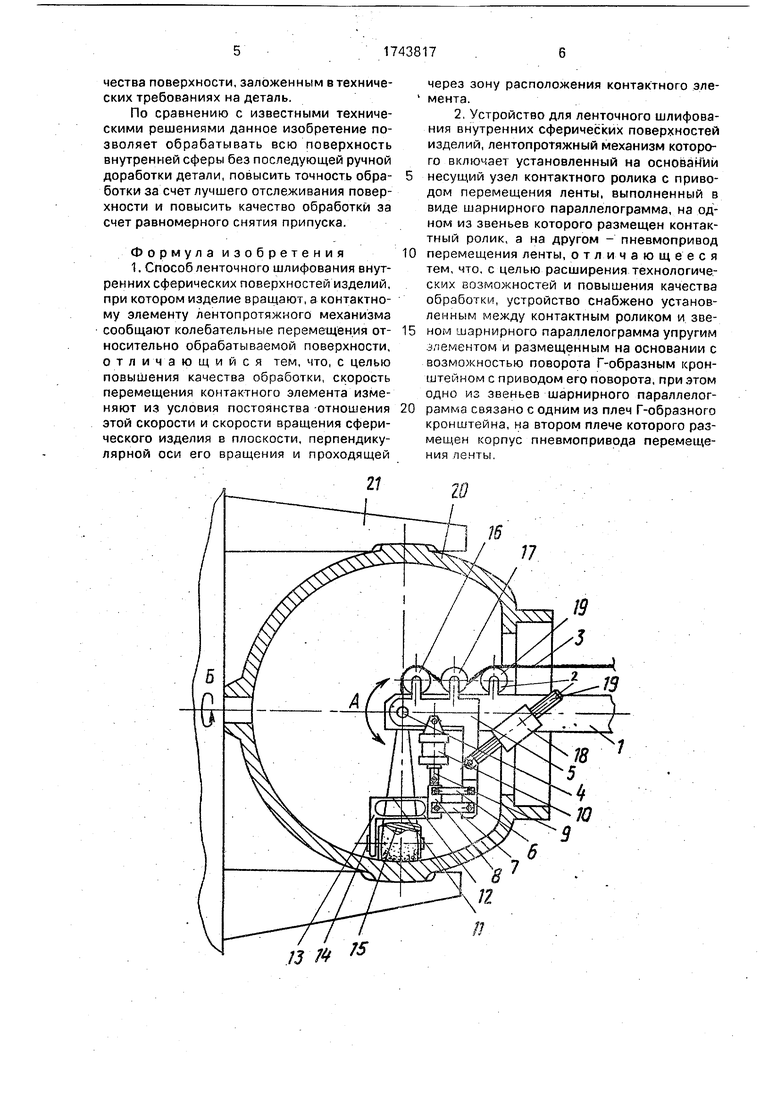
Способ ленточного шлифования внутренних сферических поверхностей и устройство для его реализации поясняются схемой (см. чертеж), на которой изображено устройство в зоне обработки, общий вид.
Основание 1 устройства установлено на суппорте станка (не показан). На основании 1 установлена пара направляющих роликов 2, несущих ветви абразивных лент 3, движущихся в противоположных направлениях, и ось 4, на которой с возможностью разворота установлен Г-образный кронштейн 5, На кронштейне 5 установлен шарнирный параллелограмм 6, содержащий планки 7 и рабочее звено 8, соединенное со штоком 9 привода 10 поворота Г-образного кронштейна. Упругий элемент 1 1 звеном 12 шар- мирно соединен с параллелограммом б, а звеном 13 связан с осью 14 контактного элемента 15. Пары направляющих роликов 16 и 17 установлены на Г-образном кронштейне 5, и абразивная лента 3 охватывзэт их последовательно с двух сторон. Программируемый привод 10 шарнирно закреплен на основании 1, а его исполнительный механизм 19, соединенный с одним из плеч Г-об- разного кронштейна, сообщает ему разворот по стрелке А. Обрабатываемая деталь 20 установлена в базовом приспособлении 21 станка и получает вращение по стрелке Б,
Способ ленточного шлифования внутренних сферических поверхностей раскрывается при описании работы устройства,
Обрабатываемую деталь 20 устанавливают в базовое приспособление 21 и сообщают ей вращение по стрелке Б, Шток 9 пневмопривода 10 перемещают вверх, при этом соответственно перемещается звено 8 шарнирного параллелограмма 6 за счет планок 7, звено 12 упругого элемента 11, звено 13 и контактный элемент 15 на оси 14. Устройство с движущейся абразивной лентой 3 вводят внутрь детали, перемегцают шток пневмоцилиндра привода 9 в обратном направлении и выполняют операции в нзправ- лении, обратном описанному выше.
Контактный элемент 15 с абразивной лентой 3 вводят в контакт с обрабатываемой поверхностью детали 20, включают привод 18 поворота Г-образного кронштейна 5 с
исполнительным механизмом 19, установленный на основании 1, перемещают Г-об- разный кронштейн 5, закрепленный на оси 14, установленной в центре сферы О, и разворачивают контактный ролик 15 относительно этой оси в меридиональной плоскости сферы. Абразивная лента 3 (инструмент), установленная на контактном ролике 15, отслеживает обрабатываемую поверхность без изменения исходной формы заготовки за счет использования упругих свойств безынерционного пружинного параллелограмма 11 даже в случае неточной сварки заготовки и несцентрированной ее установки в базовом приспособлении. Тренме в пневмоцилиндре в момент страгива- ния не обеспечивает этих качеств при отсутствии упругого элемента- пружинного пора;.. лограмма.
В связи с гем, что диаметр сферы при
перемещении инструмента в меридиональной плоскости изменяется при развороте Г-образного кронштейна в связи с перемещением точки контакт контактного элемента 1Ь, изменяется время контактирования
инструмента с обрабатываемой поверхностью, а следовательно, изменяется съем металла с единицы площади изделия. Для устранения данного явления скорость обвода инструментом меридионального сечения
изделия изменяют, увеличивая ее в полярных областях сферы и уменьшая с увеличением дмаметра из условия сохранения постоянства соотношения скорости обвода к скорости вращения изделия в плоскости,
перпендикулярной оси вращения и проходящей через зону расположения контактного Элемента.
Пример. Шаровой баллон из стали ЗОХГСА с внутренним диаметром 180 мм обрабатывают абразивной лентой ЗАК 14А25 при скорости ленты 25 м/с при ширине ленты 20 мм. Усилие прижима контактного элемента 60° по Шору, диаметр ролика 30 мм. Усилие прижима контактного ролика 1,6 кг. Скорость вращения детали 50 1 /мин. Скорость обвода ролика по полусфере в меридиональной плоскости шарового баллона изменяют от 10 мм /с на уровне максималь- ного диаметра до 30 мм/с в полярной области сферы. Снимаемый припуск за три прохода составляет 0,3 мм при высоте микронеровностей 1,25 мкм.
Достигаемые параметры обработки удовлетворяют требованиям точности и качества поверхности, заложенным в технических требованиях на деталь.
По сравнению с известными техническими решениями данное изобретение позволяет обрабатывать всю поверхность внутренней сферы без последующей ручной доработки детали, повысить точность обра- ботки за счет лучшего отслеживания поверхности и повысить качество обработки за счет равномерного снятия припуска.
Ф о р м у л а и з о б р е т е н и я
1. Способ ленточного шлифования внутренних сферических поверхностей изделий, при котором изделие вращают, а контактному элементу лентопротяжного механизма сообщают колебательные перемещения от- носительно обрабатываемой поверхности, отличающийся тем, что, с целью повышения качества обработки, скорость перемещения контактного элемента изменяют из условия постоянства отношения этой скорости и скорости вращения сферического изделия в плоскости, перпендикулярной оси его вращения и проходящей
через зону расположения контактного элемента.
2, Устройство для ленточного шлифования внутренних сферических поверхностей изделий, лентопротяжный механизм которого включает установленный на основании несущий узел контактного ролика с приводом перемещения ленты, выполненный в виде шарнирного параллелограмма, на одном из звеньев которого размещен контактный ролик, а на другом - пневмопривод перемещения ленты, отличающееся тем, что, с целью расширения технологических возможностей и повышения качества обработки, устройство снабжено установленным между контактным роликом и звеном шарнирного параллелограмма упругим элементом и размещенным на основании с возможностью поворота Г-образным кронштейном с приводом его поворота, при этом одно из звеньев шарнирного параллелограмма связано с одним из плеч Г-образного кронштейна, на втором плече которого размещен корпус пневмопривода перемещения ленты
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для шлифования сферического торца | 1980 |
|
SU876379A1 |
| УСТРОЙСТВО ДЛЯ ЛЕНТОЧНОГО ШЛИФОВАНИЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ АППАРАТОВ | 2001 |
|
RU2209717C2 |
| Устройство для шлифования профильных деталей широкой абразивной лентой | 1973 |
|
SU524677A1 |
| Устройство для шлифования деталей круглого сечения из древесины | 1981 |
|
SU1007934A2 |
| Устройство для шлифования деталей из древесины | 1983 |
|
SU1094725A1 |
| Устройство для ленточного шлифования | 1989 |
|
SU1646828A1 |
| ЛЕНТОЧНО-ШЛИФОВАЛЬНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ДНИЩ | 2003 |
|
RU2251477C2 |
| Устройство для обработки асферических поверхностей | 1981 |
|
SU1028480A1 |
| Устройство для копировальной обработки асферических поверхностей | 1981 |
|
SU996174A2 |
| Устройство для шлифования деталей круглого сечения из древесины | 1977 |
|
SU709336A2 |
Использование: для зачистки внутренней сферической поверхности шаробалло- нов. Сущность изобретения: способ предусматривает обкатку обрабатываемой поверхности контактным роликом с абразивной лентой по полусфере в плоскости ее меридионального сечения относительно оси, проходящей через центр сферы с отслеживанием обрабатываемой поверхности упругим контактом инструмента. При этом скорость обкатки выбирают переменной из условия сохранения постоянства скорости относительного перемещения обрабатываемой поверхности и инструмента. Устройство, реализующее способ, содержит подвижный кронштейн, связанный с основанием посредством оси, закрепленной на последнем, упругим элементом, связанным с шарнирным параллелограммом и с осью контактного элемента, и дополнительными двумя парами на- правляющих роликов, связанных с абразивной лентой, 2 с. п.ф-лы, 1 ил, СО с
/3 №
/7
19
| Устройство для зачистки сварных швов | 1981 |
|
SU986741A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Авторское свидетельство СССР № 1607220, кл | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
