1
Изобретение касается механизации перегрузки кирпича и Кс1мней с .сушильных вагонеток на обжоговые и может найти применение в промышленности строительных материалов.
Известна установка дпя перегрузки кирпича и блоков с сушильной ва;гонетки на обжиговую, в которой сушильная вагонетка с кирпичами, .лежащими., поярусно на деревянных рамках (рейках), располагается на поворотном круге. Разгрузка производится съемником, подвижная рама которого несет на себе ряд полок/ по количеству полок сушильной вагонетки. При подъеме подвижной рамы рейки с кирпичами снимают с вагонетки, а вагонетку выкатывают в .исходное положение.
В этой установке съем кирпичей производится с помощью стационарного съемника. Разгружается сначала одна часть вагонетки, а потом поворотный круг подает под разгрузку другую часть вагонетки 1.
Однако такая установка предназначена для разгрузки изделий только одного типоразмера, транспортирующихся в вагонетках на сушильных
рамках, а перегрузка изделий с вагонетки производится в два приема и только в направлении, перпендикулярном к стационарному съемнику. Наиболее близким к предложенному по технической сущности является устройство для группирования и последующей укладки рамок с кирпичом-сырцом на полочные вагонетки, включающее рольганг, транспортер для передачи рамок с кирпичом-сырцом к полкам подъемников-накопителей, расположенных на концах этого транспортёра, каждый из его подъемников-накопителей выполнен в виде рамы с прикрепленной к ней подвижнбй в вертикальном направлении кареткой с вилами, а рама подъемника закреплена с возможностью поворота относительно вертикальной оси посредством, например, гидроцилиндра. Полочная вагонетка выполнена многоярусной. Каждый ярус образуется из консольных опор, имеющих ширину, меньшую ширины изделий. Опоры яруса расположены с шагом, большим ширины укладываемых изделий 2.
Конструкция такой многоярусной вагонетки не позволяет разгружг1тъ ее
в один прием, а также производить разгрузку изделий различных типоразмеров тем же устройством, а наличие сушильных рамок удлиняет технологический процесс, усложняет перегрузочные работы, увеличивает трудозатраты и стоимость оборудования.
Целью изобретения является обеспечение разгрузки многоярусной вагонетки непосредственно, с полок в один приём изделий любых последующих типоразмеров.;
Это достигается тем, что консольные подхваты на каретке съемника закреплены горизонтальными ряд и связаны со смонтированными на каретке механизмами одновременно изменения расстояния между консольными подхватами в каждом ряду и изменения расстояния между ярусам горизонтальных рядов консольных подхватов, при этом верхний горизонтальный ряд закреплен жестко, а расстояние между полками вагонетк на каждом ярусе и лентами конвейера больше ашрины консольных - подхватов. Механизм изменения расстояния между консольными подхватами в каждом горизонтальном ряду выполнен из горизонтальных планок, установленных в пазах рамы каретки, соединенных вертикальными осями и вертикальными приводными вертикальными . приводными ступенчатьими , несущими гори- , зонтальные ряды консольных подхватов, и связанных с горизонтсшьными приводными винтами. Механизм изменения шага между ярусами горизонтальных рядов консольных подхватов может быть выполнен в вид приводных вертикальных ступенчатых винтов, причем шаг резьбы ступене винта от неподвижного горизонтально ряда к подвижным горизонтальным ряд кратен натурально1 1у ряду чисел, а приводные винты выполнены с участка левой и правой резьбы.
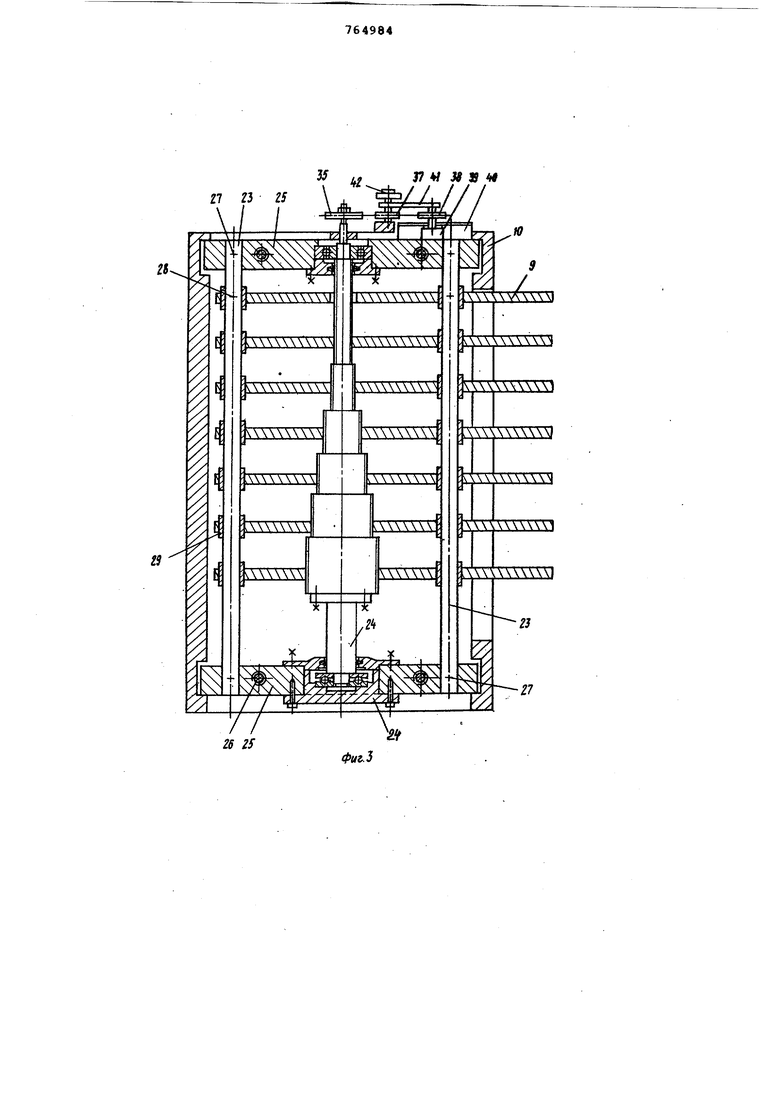
На фиг. 1 изображено предложенное устройство, общий вид; на фиг. то же, план; на фиг. 3 - подхваты вертикальный разрез; на фиг. 4 полая рама, план.
Устройство включает многоярусную вагонетку 1, съемник 2 и передаточный конвейер 3. Вагонетка имеет стойки 4 с полками ярусов 5, вь;полненных для каждого ряда изделий из двух открылков, прикрепленных к стойкам 4. На полках 5 уложены изделия - кирпичи 6. Вагонетка 1 перемещается по направляющим рельсам 7, имеющим упоры 8. Съемник 2 содержит горизонтальные ряды консольных подхватов 9, имеющих длину больше.длины вагонетки 1 и ширину больше ширины изделий, поярусно укрепленных на вертикально расположенной каретке, выполненной в вид полой рамы 10, обхватывающей своими роликами 11 стойку 12. Рама 10 подвешена к стойке 12 канатом 13, огибающим блок 14 стойки 12 и приводящимся в движение барабаном лебедки 15. Стойка 12 своими ходовыми колесами 16 опирается на дорожку 17 и может пов.орачиваться относительно вертикальной оси 18 с плечом 19. Конвейер 3 выполнен из ремней 20, огибающих барабаны 21, расставленны попарно так, что расстояние между ремнями каждой пары несколько больше ширины подхвата 9 съемника 2, и барабан 22. Конструктивно горизонтаные ряды консольных подхватов 9 связаны с рамой 10 следующим образо (фиг. 3). Каждый горизонтальный ряд консольных подхватов 9 насажен на вертикальные, параллельные и распоженные в одной плоскости, ориентироные поперек рамы 10, оси 23 и 24,
Средняя ось 24 имеет особую винтовую нарезку и является приводной при переналадке вертикального шага горизонтальных рядов консольных подхватов, а наружные оси 23 служат направляющими. Оси 23 и 24 удерживаются в постоянном положении одна относительно другой скрепляющими планками 25, находящимися в пазах верха и низа pat/ta 10. Фиксирование шага 25 и, следовательно, шага между подхватам и 9 в каждом горизонтальном ряду осуществляется гс ризонтальными винтами 26, попарно взаимодейству ощими с верхними и нижними планками 25. Оси 23 прикреплены к планкам 25 болтами 27 и образуют вместе с осями , вертикалные жесткие системы. При этом верхний горизонтальный ряд консольны подхватов закреплен болтами 28 на осях 23 и не соприкасается с осью 24. Остальные ряды консольных подхватов 9 свободно СИДЯТ на осях ,23 своими втулками 29, удерживаясь ниже верхнего горизонтального ряда консольных подхватов через определенный шаг винтовой нарезки осей 24. Винтовую- нарезку осей 24 подбирают таким образом, чтобы при изменении вертикального шага между первым и вторым горизонтальными рядами консольных подхватов 9 остальные шаги изменялись соответственно. В связи с различными направлениями смещения рядов подхватов 9 и планок 25 вертикальные оси имеют одностороннюю направленно резьбы, а горизонтальные винты 26 - разностороннюю (фиг. 4), половина левой и половина с правой резьбой. Оси 24 и винты 26 имеют привод изменения вертикального шага горизонтальных рядов консольных подхвтов 9 и привод изменения шага
между консольными подхватами 9 .в каждом горизонтальном ряду.
Привод изменения шага между ярусами горизонтальных рядов консольным подхватов 9состоит из четырех звездочек 30, жестко сидящих на концах винтов 26. Звездочки 30 соедине между собой цепью 31. Одна из звездочек является приводной и имеет приводную рукоятку 32 с подпружиненным штифтом 33, фиксируемым в одном из отверстий листа 34, закрепленного на раме 10. Привод изменения шага между консольными подхваТс1ми 9 в каждом горизонтальном ряду состоит из звездочек 35, жестко закрепленных на осях 24. Звездочки 35 связаны цепью 36 со звездочкой 37, входящей в состав блока .звездочек, и со звездочкой 38, свободно сидящей, на оси ползуна 39, находящегося в направляющих 40, укреплен ных на планках 25. На оси звездочки 38 свободно посажена тяга 41, други своим концом свободно сидящая на теле блока звездочек,располагаясь между звездочками блока 37 и 42.Блок звездочек свободно сидит на неподвижной оси 43,жестко закрепленной на брусе 44.Звездочки 42 блоков соединены с приводной звездочкой 45, ось которой также укреплена на брусе 44 цепью 46. ПриврднЖЯ; звездочка 45 имеет рукоятку 47 с вывинчивающимися штиф.том 48.
Описанные приводы могут иметь взамен ручного машинный привод.
Устройство работает следующим образом.
Вначале съемник 2 устанавливают в положение I. Для этого.рама 10, охватывающая своими роликами 11 вертикальную раму 12, которая опирается ходовыми колесами 16 на дорожку 17, перемещается по этой дорожке и поворачивается относительно вертикальной оси 18 плечом 19, в положение I.
Вагонетка 1, выполнена в виде многоярусной кассеты, под каждого яруса 5 которой снабжен сквозными проходными проемами, по рельсам 7 подводится до упоров 8. При этом горизонтальные ряды подхватов 9. (длина которых больше длины вагонетки 1), укрепленных на раме 10, проходят в пространство между ярусами 5 и кирпичс1ми 6 так, что свободные концы консольных подхватов 9 полностью пронизывают это пространство. Затем включают лебед 15 и канат 13 поднимает раму 10 с консольными подхватами 9 до тех пор пока все ярусы кирпичей 6 примутся консольными подхватами 9..рсвЪбожденная от кирпичей вагонетка 1 отводится и направляется на следующую загрузку кирпичей 6.
После отъезда вагонетки 1 съемник 2 перемещают в положение II, при котором консольные подхваты 9 оказываются над конвейером 3, а их оси совпадают с осями каждой пары ремней 20, огибающих барабаны 21 и 22, расстояние попарно так, что расстояние между ремнями каждой пар несколько больше ширины консольных подхватов 9 съемника 2. Затем лебедка 15 опускает канат 13, и рама 10 с консольными подхватами 9 постепенно опускается. При этом горизонтальный ряд консольных подхватов 9 проходит между ремнями 2 07 через передаточный конвейер 3, оставляя на нем кирпичи 6. Передаточный конвейер 3 транспортирует кирпичи 6 к обжиговой вагонетке. После разгрузки нижнего горизонтального ряда, подхватов 9 таким же образом разгружают остальные, срздава ; на конвейере поток.кирпича.Переналадку габаритов системы консольных подхватов 9 рамы 10 осуществляют при изменении габаритов сушильной вагонетки и типоразмеров кирпича, или керамических камней следующим образом,
Зажим винтового 48 рукоятки 47 вывинчивают из отверстия бруса 44. Затем вводят подпружиненный штифт 33 и прокручивают рукоятку 32. При этом через цепь 31 и звездочки 30 прокручивают горизсзнтальные винты 26. Последние своей левой и правой резьбой сдвигают или раздвигают в зависимости от направления вращения планки 25, так как устанавливают одинаковый горизонтальный шаг, через оси 23 и 24 во всех горизонтальных рядах консольных подхватов 9. После этого отпускается подпружиненный штифт 33 в от..верстие листа 34, т.е. фиксирует.ся новое положение горизонтальных шагов консольных подхватов 9.
При переналадке шага между консольными подхватами каждого горизонтального ряда происходит смещение положения направляющих 40 и вместе с ними ползунов 39 со звездочками 38. Так как в резьбе осей 24 имеет место самоторможение благодаря весу консольных подхвато 9, звездочки 38 и блок звездочек 37-42 свободно проворачиваются в цепи 36, не изменяя вертикального шага горизонтальных рядов консольн подхватов 9.. Для измерения вертиK bHoroi шага горизонтальных рядо консольных подхватов 9 рукоятку 47 проворачивают в ту или другую сторону. После этого штифт 48 вводят расположенное против него отверсти .бруса 44.
Таким образом съемник готов к разгрузке сушильной вагонетки с изделиями новых типоразмеров.
За время,затрачиваемое, на раь. грузку съемников изделий из вагонетки, осуществляется отвод разгруженной перед этим вагонетки и подвод по рельсам 7 новой груженой вагонетки, после чего цикл повторяется.
Благодаря тому, что каретка съемника выполнена в виде полой, рамы с пазами в верхней и нижней частях, в которыхрасположены с возможность перемещения планки, связанные между собой вертикальными, несущими консольные подхваты, и горизонтальными винтами, имеющими.нарезку, каждый участок которой обеспечивает удвоенное смещение консольных подхватов по вертикали и горизонтали,, можно производить разгрузку много- ярусной вагонетки в один прием для любых изделий последующих типоразмеров с исключением при этом сушильных рамок. Кроме того, разгрузку вагонеток можно осуществлять последовательно на несколько конвейерных линий, расположив их в радиальном направлений от съемника. При этом число подхватов съемника равно числу вертикальных и горизонтальных рядов разгружаемых изделий.
Формула изобретения
Устройство для перегрузки изделий , содержащее многоярусную вагонетку с полками, съемщик изделий с вагонетки,включающий вертикальную., стойку, выполненную с возможностью радиального поворота в горизонтальной плоскости,и перемещаемую по стойке каретку, на раме которой поярусно закреплены коксольные подхваты, а текже ленточный передаточный конвейер, о т л и ч а ю щ ее с я тем, что с целью обеспечения разгрузки многоярусной вагонетки непосредственно с полок в один прием изделий любых последующих типоразмеров,консольные подхваты 2 на каретке съемника закреплены горизонтальными рядами и связаны со смонтированными на каретке механизMaNaS одновременного изменения расстояния между консольными подхваQ тами в каждом ряду и изменения расстояния между ярусами го изонтальных рядов консольных подхватов, . при этом верхнийгоризонтальный ряд закреплен жестко,а расстояние между полками вагонетки на каждом
5 ярусе и лентами конвейера .большеширины консольных подхватов.
2.Устройство по п. 1, о т л ичающееся тем, что механизм изменения расстояния между консольными подхватами в каждом горизон- / тальном ряду выполнен из горизонтальных планокТ установленных в пазах рамы каретки, соединенных вертикальными осями и вертикальными
5 приводными ступенчатыми винтами, несущими горизонтальные ряды консольных подхватов, и связанных с горизонтальными приводными винтами.
3.Устройство по п. 1, о т л и0 чающееся тем, что механизм
изменения.шага между ярусами горизонтальных рядов консольных подходов выполнен в виде приводных верти кальных ступенчатых винтов, при5 чем шаг резьбы ступеней винта от н одвижного горизонтального ряда к подвижным горизонтальным рядам, кратен натуральному ряду чисел, а приводные винты выполнены с участками левой и правой резьбы.
0 Источники информации,
принятые во внимание при экспертизе
1. Авторское свидетельство, СССР № 363594, кл, В 28 В 13/00, 1968. 2 . Авторское свидетельство СССР
5 246367, кл. В 28 В 15/00,1968
(прототип). ,
15
Фи.}
LtJ7 4/ л я 4
/
/0
п
16
35 35 W
ЛО
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для резки и укладки кирпича-сырца на консольные сушильные вагонетки | 1981 |
|
SU1022814A1 |
| Установка для многострунной резки и укладки кирпича на сушильные вагонетки | 1984 |
|
SU1186497A1 |
| Автоматическая линия для производства керамических изделий | 1986 |
|
SU1369898A1 |
| Установка для резки и укладки кирпича-сырца на сушильную вагонетку | 1988 |
|
SU1622131A1 |
| Установка для резки и укладки кирпича на сушильные вагонетки | 1985 |
|
SU1294621A1 |
| Автоматическая линия погрузки кирпича на печные вагонетки | 1983 |
|
SU1159787A1 |
| Автоматическая линия для изготовления и укладки строительных изделий на сушильные вагонетки | 1985 |
|
SU1247295A1 |
| Автоматическая линия для разгрузки бетонных элементов на поддонах из сушильных вагонеток | 1982 |
|
SU1115906A1 |
| Автомат-разгрузчик изделий с сушильной вагонетки | 1982 |
|
SU1033336A1 |
| Линия разгрузки камерных сушил и укладки керамических изделий в пакеты для обжига | 1985 |
|
SU1288079A1 |