Изобретение относится к прокатному производству, а именно к прокатке листов и полос, например, в клетях кварто. Известен способ повышения точности прокатки в клетях кварто путем распора подушек валков :Г1еременным усилием, реал зуемым с помощью гидроцилиндров, установленных между подушками опорных валков. Давление в этих цилиндрах изменяют с помощью регулятора давления. Недостатком известного способа являет ся.то, что в период, когда усилие распора :не регулируется регулятором /например, когда колебания толщины полосы меньше, чем зона нечувствительности регулятора/, точность прокатки определяется только выравнивающей способностью клети, жесткость которой недостаточна для существен ного уменьшения разнотолщинности полос.Цель изобретения - разработка способа повышения точнсхзти прокатки в клетях с гидрораспором подушек валков, при котором разнотолщинпость полос существенно уменьшилась бы iie только во время рабртьТрегулятора давления распора, но и в периоды времени, когда усилие распора регулятором усилия распора не изменяется. Это достигается тем, что при колебаниях толщины полосы ниже порога зоны Н€ -чувствительности регулятора усилия pacno-i :ра, т.е. в период пауз в работе регулято:ра давления, создают замкнутый объем жидкости .Б гидроцилгндрах распора подушек валков, закрывая обратный управляемый клапан, расположенный перед гидроиилипд;рами распора подушек валков. Закжнутый объем жидкости в гидроци- линдрах распора играет роль жесткого эле мента, напрягающего клеть. Известно, что жесткость напряженной кле.я М н.к. равна Мн.к. , где М - жесткость ненапряженной клети; М - жесткость элемента, напряганющего клеть (в данном случае жесткость замкнутого объема жидкости в гидроиилинлpax).
Следовательно при реализации предлага емого способа жесттсость клети увеличивается в,
MHJL 4- ЙН-раз. МГ Мк
Соответственно уменьшается и разнотол ишнность полосы.
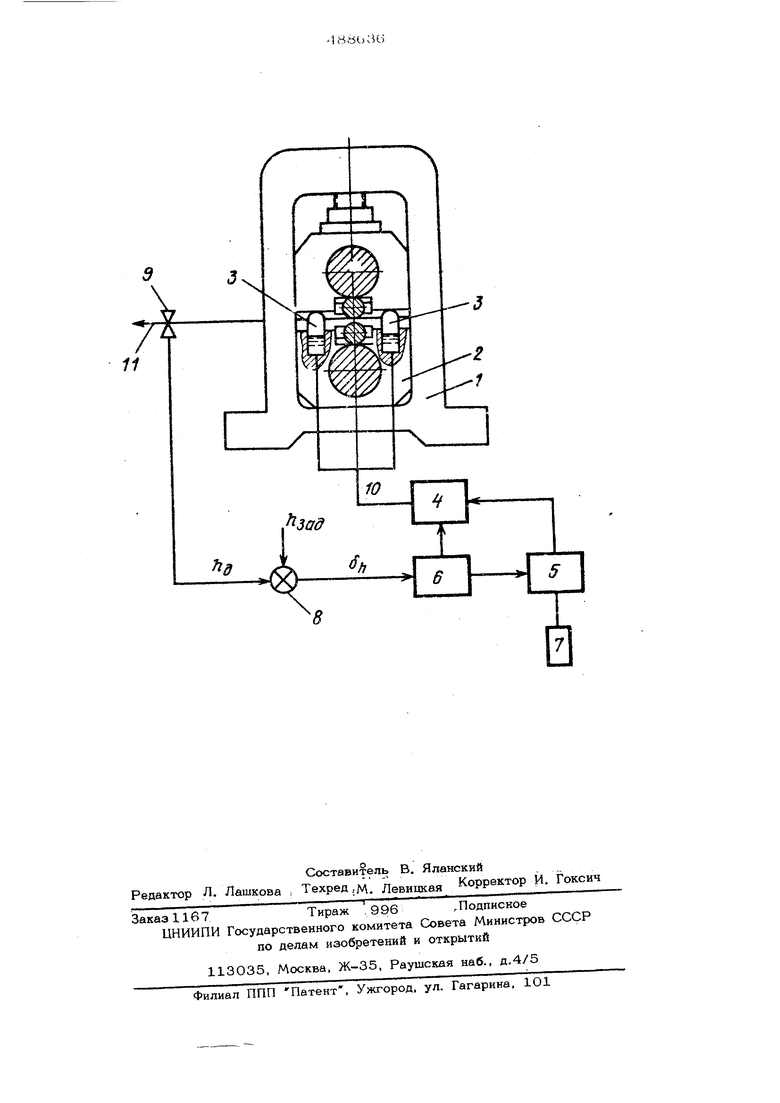
На чертеже схематически изображено устройство для реализации предлагаемого способа.
Устройство содержит станину 1 клети кварто, подушки 2 опорных валков, гидро-« цилиндры 3 распора подушек опорных eaj ков, обратный управляемый клапан 4, р гулятор 5 давления хшдкости, блок 6 уп™ равления регулятором давления и обратным управляемым клапаном, насосную уотановку 7, элемент. 8 сравнения, толишно мер 9, трубопровод 10 и прокатываег гую полосу 11,
Способ реализуется следующим образом
Hd элемент 8 сравнения от тол1Щ1Ном&« ра 9 поступает сигнал П действительной толщины полосы, сравнивается с заданной hyy толщиной полосы н отклонение bh-hg- поступает в блок 6 управления р© гулятором давления и обратным управляемым клапаном. Из блока 6 ynpst aeHH на обратный управляемый клапан 4 и регуля тор 5 давления -подают сигналы, воздейс - вуюшие на них так, что .обратный управля-. емый клапан 4 открывается,, а регулятор S давления изменяет давление жидкости, поступающей от насосной установки к гидро цилиндрам 3 распора подушек 2 опорных Эалков, а следовательно и упругую дефор.. мацию элементов клети таким образом, что ртклонение О уменьшается. При уменьш&даи 5/г. До значения, при котором perynHгор 5 давления входит в зону нечувствительности (при наступлении паузы в его .аботе), из блока 6 управления на обрат ный управляемый клапан 4 подают сигнал, закрывающий его.
При этом жидкость запирается в замк- нутом объеме, ограниченном гидроцилннд- рами 3, обратным управляемым клапаном4 h трубопроводом 10. Замкнутый объем жидкости обеспечивает саморегулирование рас-гвора в опредьленном интервале изменениятолщины полосы. При постоянстве давления металла на валки, давление в гидроцилиндрах 3 не меняется. При изменении, например, увеличении давления металла, на валки, давление в гидроцилиндрах 3 уменьшается за счет увеличения замкнутого объема, в котором находится жидкость. Общее растягивающее усилие, действующее на клеть уменьшается. Уменьшение общего
|)астягиваюшего усилия зависит от соотношения жесткости клети и жесткости замк- дутого объема, .
Если же отклонение о а возростает на |только, что регулятор 3 давления выхоДйт из 43ощл нечувствительности, бл:ок 6 управления додает сигнал на открывание обратногоЧ равлнемого клапана 4. Таким образом регтлированиё толшлны полосы происходит на протяжении всего времени
прокатки полосы.. При этом в зависимости от величины отгслонения h. происходит регулирование либо с помощью регулятора давления, лнбо саморегулирование с по- мошью замкнутого объема, создаваемого
закрытием обратного управляемого клапана 4 при уменьшении отклонения о. до значения, при котором регулятор 5 давления входит в зону нечувствительности. Предлагаемый способ сушественкю по-
Бышает точность прокатки полос.
Предмет изобретения
Способ повышения точности прокатки
полос в клетях прокатных станов, оборудованных гидроаилин.арами распора подушек валков, регулятором давления жидкое-
ти в гидроцилиндрах путем изменения дав- пения ккдкости в гидроиилиндрах распора подушек валков в сторону отработки рассогласования толщины, отличающийся тем, что, с целью повышения
степени выравнивания разнотолшинности полосы, в периоды времени, в течение ко- торых колебание толщины полосы не превышает порога зоны нечувствительности регулятора давления, в гидроцилиндрах
распора отсекают замкнутый объем жид... кости.
| название | год | авторы | номер документа |
|---|---|---|---|
| Система для автоматического регулирования толщины полосы | 1980 |
|
SU910252A1 |
| Устройство для автоматического регулирования разнотолщинности проката | 1978 |
|
SU766691A1 |
| Способ повышения точности прокатки полос | 1981 |
|
SU956084A2 |
| Устройство для стабилизации межвалкового зазора прокатной клети | 1980 |
|
SU931256A1 |
| Способ выборки люфтов в приводе прокатной клети кварто | 1978 |
|
SU745569A2 |
| Устройство автоматического регулирования толщины прокатываемой полосы | 1990 |
|
SU1731321A1 |
| Способ регулирования толщины полосы на прокатном стане | 1979 |
|
SU977077A1 |
| Устройство для противоизгиба рабочихВАлКОВ | 1979 |
|
SU810314A1 |
| Устройство для автоматического регулирования разнотолщинности проката | 1979 |
|
SU880533A2 |
| Устройство автоматического устранения проскальзывания рабочих валков относительно опорных | 1978 |
|
SU774641A1 |