Изобретение относится к литейному производству, в частности к оборудованию для изготовления оболочковых полуформ.
в основу способа иэготрвления оболочковых полуформ положено отверждение фо1 ювочной смеси, нанесенной на нагретую до заданной температуры модельную оснастку, существенно важным является поддержание заданной температуры модельной оснастки на всех этапах технологического цикла изготовления полуформ. Снижение температуры модельной оснастки ведет к увеличению времени формообразования и снижению производительности, а перегрев оснастки приводит к браку полуформ.
Известна шестипозиционная карусельная машина для изготовления оболочковых полуформ, в которой нагрев модельных комплектов производится в проходной печи, расположенной ниже моделей 1.
Недостаток машины - отсутствие индивидуального регулирования температуры каждого модельного комплекта, вследствие нагрева модельных комплектов в общей проходной-печи, в которой поддерживается температура, оптимальная лишь для какой-то усредненной модели-представителя.
Известна также многопозиционная карусельная машина для изготовления оболочковых полуформ с двумя проходными кольцевыми печами для раздельного нагрева модельных комплектов перед очередным формированием и для отверждения полуформ 2.
Однако и этой машине присущи те же недостатки, что и вышеупомянутой машине.
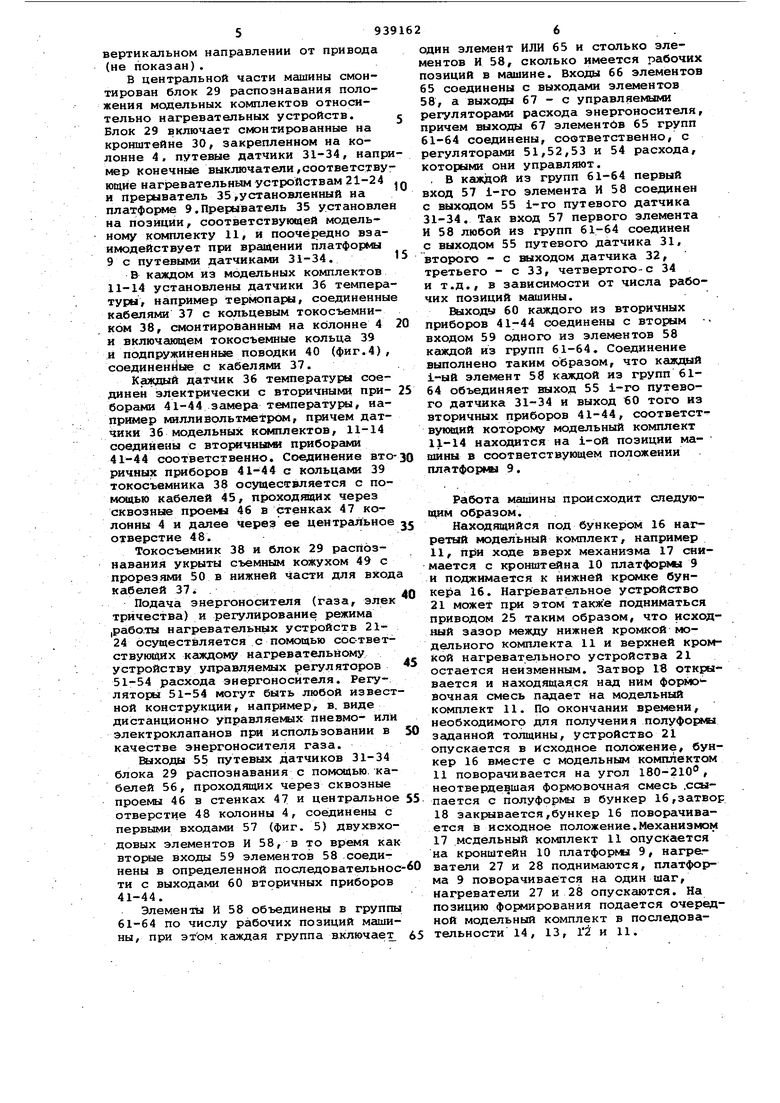
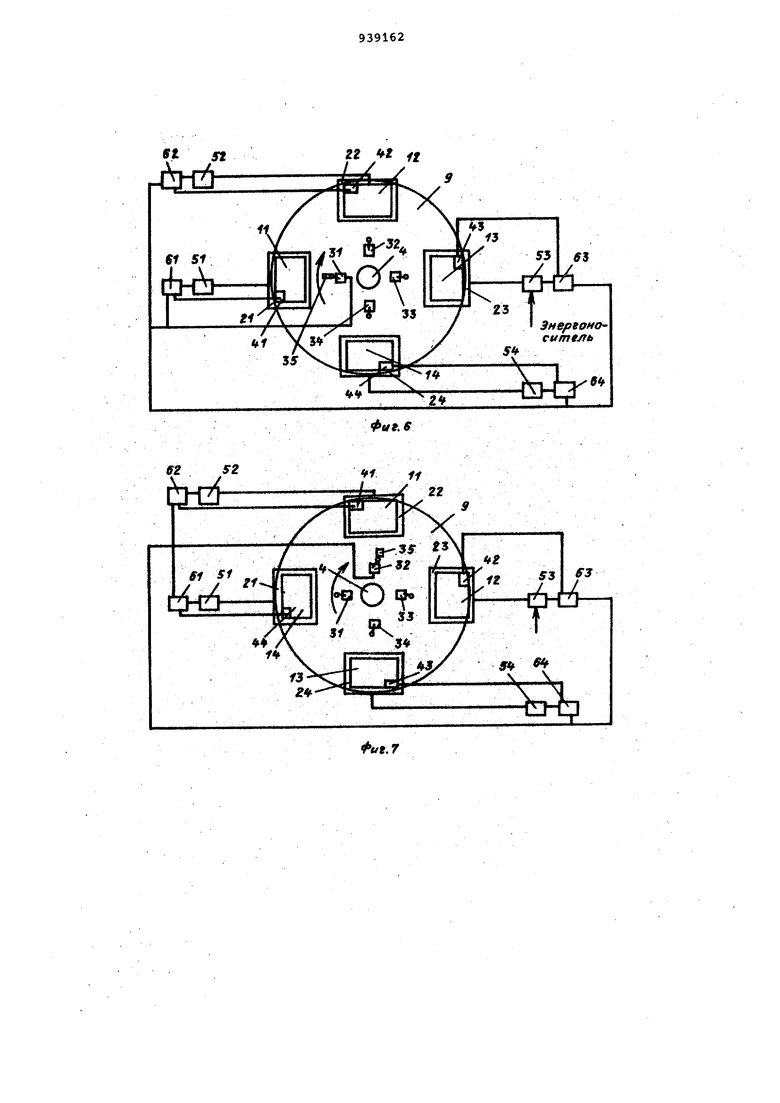
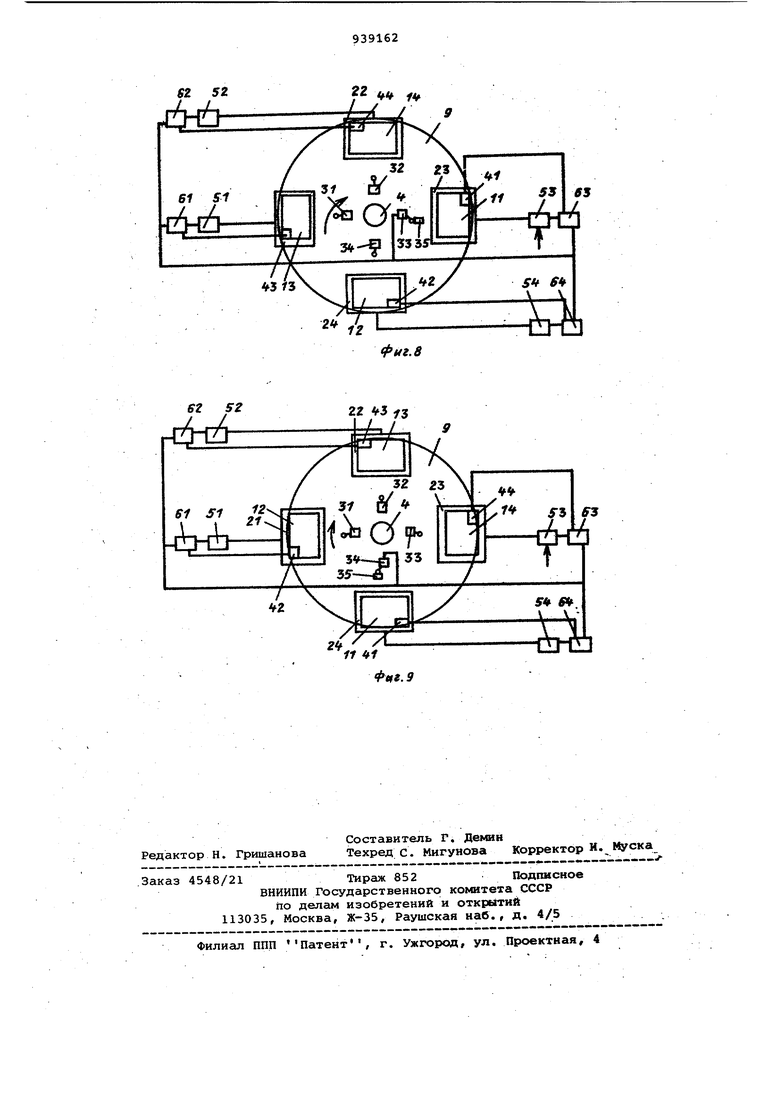
Наиболее близкой по технической сущности, к предлагаемой является многопозиционная карусельная машина, которая содержит многопозиционную поворотную относительно центральной колонны платформу с установленными на ней модельными комплектами, устройства для формообразования отвер«ждения и снятия оболочковых полуфор «, индивидуальные для каждой рабочей позиции стационарные нагревательные устройства с регуляторами расхода энергоносителя по числу позиций машины, установленные под модельными комплектами на каждой рабочей позиции машины, датчики температуры для каждого модельного комплекта и их соединение. Благодаря наличию нагревательных устройств на каждой рабочей позиции машина обеспечивает наивысшую производительность, в связи с тем,, что нагревательные устройства индивидуал ны для каждой позиции.возможна отладка,каждого нагревательного устрой ства На заданную температуру, что обеспечивает разность температур по зонам нагрева и способствует более равномерному нагреву модельных комплектов 3, Однако указанная машина обеспечивает возможность поддержания оптимальной температуры лишь для моделипредставителя , что снижает эксплуата ционные характеристики оборудования. Кроме того, в случае, если изготавли ваемые полуфорьвл резко отличны по своим технологическим параметрам, то их одновременное изготовление вообще невозможно, так как невозможно обеспечить температуру каждого модельного комплекта даже в пределах максимальных допусков, что ограничивает применение высокопроизводительного оборудования в условиях серийного и мелкосерийного производства. Цель изобретения - повьииение производительности и экономичности изготовления оболочковых полуформ. Указанная цель.достигается тем, что многопозиционная карусельная машина, содержащая устройства для формирования и отверждения полуформ, поворотную относительно центральной колонны платформу, несущую модел ные комплекты, нагревательные устрой ства с управляемыми регуляторами рас хода энергоносителя по числу рабочих позиций машины,,соответствукмцие каждому модельному комплекту датчики температуры, соединенные кольцевым токосъемником с втоЕшчншд прйнборс, соединенньлм посредством элементов И и ИЛИ с управляемьпли регуляторами расхода энергоносителя, снабжена блоком распознавания положения модельных комплектов относительно нагревательных устройств, выполненным в виде путевых датчиков, число которых соответствует числу модельных комплектов, и прерывателя, поочередно взаимодействующего с указанными датчиками, выход каждого из которых соединен с первыьш входами двухвходо вых элементов И, входящих в группы, количество которых соответствует числу рабочих позиций, объединенные элементом ИЛИ, выход которого соединен с управляемым регулятором расхода энергоносителя соответствующей позиции, а выходы вторичных приборов соединены с вторыми входами элемен,тов И, причем в каждой группе, объединенной элементом ИЛИ, i-ый элемен И объединяет выходы путевого датчика .-ой рабочей позиции машины и выход вторичного прибора того модельного комплекта, который, находится на рабочей позиции машины, соответствующей данной группе элементов И. Датчики блока распознавания положения модельных комплектов установг лены стационарно, а прерыватель этого блока установлена на поворотной платформе. Датчики блока распознавания положения модельных комплектов установлены на центральной колонне машины. Центральная колонна в местах установки датчиков блока распознавания положения модельных комплектов и выводов ксшьцевого токосъемника выполнена пустотелой и со сквозными проемами в стенках. На фиг. 1 изображена машина, частичный разрез; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разре Б-Б .на фиг.1; на фиг. 4 - узел I на фиг. 2; на фиг. 5 - блок-схема соединений путевых датчиков и вторичных приборов с элементами И и ИЛИ; на фиг. 6-9 - схемы соединений путевых датчиков и вторичных приборов с группами элементов И в последовательности работы машины. На чертежах, в качестве примера, приведена четырехпозиционная карусельная машина, однако число позиций может быть любым. Машина состоит из рамы 1 и траверсы 2 , соединенных стойками 3. На раме 1 установлена пустотелая центральная колонна 4, вокруг которой н подшипниках 5 вращается с помощью привода 6 и шестерен 7 и 8 поворотная платформа 9 с кронштейнами 10 для установки модельных, комплектов 1114. На траверсе 2 в кронштейнах 15 сзмонтирован поворотный формовочный бункер 16 с механизмом 17 подъема модельных комплектов и шиберным затвором 18. Бункер 16 может поворачиваться на угол 180-210° ; с помощью привода (не показан). На траверсе 2 также смонтирован загрузочный бункер 19 с приводным затвором 20. На раме 1 на каждой рабочей позиции машины под платформой 9 ниже модельных комплектов установлены нагревательные устройства 21-24, для нагрева модельного комплекта во время его поджима к бункеру 16 с помощью механизма 17. Нагревательное устройство 21 может заполняться подвижным в вертикальном направлении от привода 25. Над платформой 9 выше модельных комплектов на кронштейнах 26 смонтированы нагреватели 27 и 28, служащие, соответственно, для отверждения полуфорьфл и дополнительного нагрева модельных комплектов перед передачей их на позиции формирования. Нагреватели 27 и 28 выполйены подвижными в вертикальном направлении от привода (не показан). В центральной части машины смонтирован блок 29 распознавания положения модельных комплектов относительно нагревательных устройств, Блок 29 включает смонтированные на кронштейне 30, закрепленном на колонне 4. путевые датчики 31-34, напр мер конечные выключатели,соответству ющие нагревательным устройствам 21-24 и прерыватель 35.установленный на платфоряле 9,Прерыватель 35 установле на позиции, соответствующей модельному комплекту 11, и поочередно взаимодействует при вращении платформы 9с путевыми датчиками 31-34. В каждом из модельных комплектов 11-14 установлены датчики 36 темпера туры, например термопары, соединенны кабелями 37 с кольцевым токосъемником 38, смонтированньт на колонне 4 и включающем токос-ьемные кольца 39 и подпружиненные поводки 40 (фиг.4), соединенные с кабелями 37. Каяедый датчик 36 температуры соединен электрически с втордачными приборами 41-44 замера температуры, например милливольтметром, причем датчики 36 модельных комплектов, 11-14 соединены с вторичиньш приборами 41-44 соответственно. Соединение вто ричных приборов 41-44 с кольцами 39 токосъемника 38 осуществляется с помощью кабелей 45, проходящих через сквозные проеьи 46 в стенках 47 колонны 4 и далее череэ ее центргшьное отверстие 48. Токосъемник 38 и блок 29 распознавания укрыты съемным кожухом 49 с прорезями 50 в нижней части для вход кабелей 37 i Подача энергоносителя (газа, элек тричества) и регулирование режима (работы нагревательных устройств 2124 осуществляется с помощью соответствующих каикдрму нагревательному устройству управляемых регуляторов 51-54 расхода энергоносителя. Регуляторы 51-54 могут быть любой извест ной конструкции, например, в. виде дистанционно управляемых пневмо- или электроклапанов при использовании в качестве энергоносителя газа. Выходы 55 путевых датчиков 31-34 блока 29 распознавания с помощью, кабелей 56, проходящих через сквозные проемы 46 в стенках 47 и центральное отверстие 48 колонны 4, соединены с первыми входами 57 (фиг. 5) двухвходовых элементов И 58, в то время как BTOfftje входы 59 элементов 58 соединены в определенной последовательнос ти с выходами 60 вторичных приборов 41-44. Элементы И 58 объединены в группы 61-64 по числу рабочих позиций машины, при этЪм каждая группа включает один элемент ИЛИ 65 и столько элементов И 58, сколько имеется рабочих позиций в машине. Входы 66 элементов 65 соединены с выходами элементов 58, а выходы 67 - с управляемыми регуляторёи т расхода энергоносителя, причем выходы 67 элементов 65 групп 61-64 соединены, соответственно, с регуляторами 51,52,53 и 54 расхода, которыми они управляют. , В каждой из групп 61-64 первый вход 57 1-го элемента И 58 соединен с выходом 55 1-го путевого датчика 31-34. Так вход 57 первого элемента И 58 любой из групп 61-64 соединен с выходом 55 путевого датчика 31, второго - с выходом датчика 32, третьего - с 33, четвертохчэ-с 34 и т.д., в зависимости от числа рабочих позиций машины. . Выходы 60 каждого из вторичных приборов 41-44 соединены с вторым входом 59 одного из элегаднтов 58 каждой иэ групп 61-64, Соединение выполнено таким образом, что каждый i-ый элемент 58 каждой из групп 6164 объединяет выход 55 i-ro путевого датчика 31-34 и выход €0 того иэ вторичных приборов 41-44, соответствующий которому модельный комплект 11-14 находится на i-ой позиции машины в соответствующем положении платформа 9. Работа машины происходит следующим образом. Находящийся под бункером 16 нагретый модельный комплект, например 11, при ходе вверх механизма 17 снимается с кронштейна 10 платфоркш 9 и поджимается к нижней бункера 16. Нагревательное устройство 21 может при этом также подниматься приводом 25 таким образом, что исходный зазор между нижней кромкой модельного комплекта 11 и верхней кромкой нагревательного устройства 21 остается неизменным. Затвор 1В открывается и находящаяся над ним формовочная смесь падает на модельный комплект 11. По окончании времени, необходимого для получения полуформы заданной толщины, устройство 21 опускается в исходное положение, бункер 16 вместе с модельным комплектом 11 поворачивается на угол 180-210, неотвердевшая формовочна-я смесь .ссыпается с полуформы в бункер 16,затвор 18 закрывается,бункер 16 поворачивается в исходное положение.Механизмом 17 модельный комплект 11 опускается на кронштейн 10 платформы 9, нагреватели 27 и 28 поднимаются, платформа 9 повор ачивается на один шаг, нагреватели 27 и 28 опускаются. На позицию фо шрования подается очередной модельный комплект в последовательности 14 , 13, Г21 и 11. Пополнение бункера 16 фо1Я4овочно смесью до заданного уровня происходит периодически пря открытии затво ра 20 бункера 19 и затвора загрузочного окна (не показан) бункера 16. На позиции 1Г машины (позиция устройства 22) происходит термоотве ждение полуфоЕ ы, на позиции III (п зиция устройства 23) - съем готовой полуформы, на позиции IV (позиция устройства 24) - догрев модельных комплектов до заданной текшературы. Особенностью машины является воз можность индивидуального автоматического регулирования и поддержания температуЕЫ каждого модельного комплекта в заданных для этого модельного комплекта пределах. Регулирование температуры модельных комплектов осуществляется следующим образом. Температура кговдого модельного комплекта контролируется с помощью установленного в данном модельном комплекте датчика 36 те тературы, связанного через кольцевой токосъемник 38 с соответствующим данному модельному комплекту вторичнъюи прибором 41-44. Положение кюдельных комплектов в каждсм цикле малинн/ т.е. выдача сиг нала о нахождении того или HHO го.модельного комплекта 11-14 над тем или иньоу нагревательным устройством 21-24 контролируется с помощью блока 29 распознавания положения модельных комплектов при взаимодействии прерывателя 35 с одним из путевых датчиков 31-34. путевой датчик, взаимодействующий в определенном положении Минины с прерывателем 35, выдает сигнал в первые входа 57 i-ых элементов И 58 групп 61-64. Таким образом, в каждой группе 61-64, в каждом положении машины задействован только один 1-ый элемент И 58, через KOToptSt может быть выдан сигнал на элемент ИЛИ 65 данной группы. Так, например, в положении машины, изображенном на фиг. 6, подается сигнал от путевого датчика 31 в первые элементы И 58 групп 61-64, в положении изображенном на фиг. 7, соответственно, от датчика 32 во элементы И 58 и т.д Выходы 60 вторичных пр1боров 4144 соединены с вторыми входами 59 элементов И 58. Сигнал на выходе Кс1ждого элемента И 5в появится только тогда, когда на его входах 57 и 59 будут одновременно ПЕИсутствовать сигналы и с выхода 55 путевого датчи ка, и с выхода 60 вторичного прибора Выходы элементов И 58 каждой группы 61-64 соединены с элементом ИЛИ 65, на выходе 67 которого появится сигнал, как только появится он на выходе любого из элементов И 58 данной группы. Последовательность соединений выходов 60 (фиг. 5) вторичных приборов 41-44 с вторыми входами 59 элементов И 58 такова, что сигнал в 1-ый элемент И 58 каждой из групп 61-64, в которые подан сигнал от 1-го путевого датчика, подается от того Вторичного прибора 41-44, контролируемый KOTOFtJM модельный комплект 1114 находится в данном положении машины над нагревательньам устройством 21-24, управляемым элементом ИЛИ 65, соответствующей данному нагревательному устройству группы 61-64. Так, в положении машины,.изображенном на фиг. 6, порядок выдачи сигналов следующий: от 41 к 61, от 42 к 62, от 43 к 63 и от 44 к 64; в положении машины после поворота на один шаг, изображенном на фиг. 7, порядок выдачи сигналов следующий: от 41 к 62, от 42 к 63 от 43 к 64 и от 44 к 61. Послёдунвдие положения машины изображены на фиг. 8 и 9. В зависимости от температуры того или иногчэ модельного комплекта, вторичный прибор 41-44 выдает в соответствующую данному положению машины группу 61-64 сигнал о необходимости нагрева модельного комплекта При необходимости нагрева данного Модельного комплекта, группа 61-64 над управляемой нагревательным устройством 21-24 которой находится в данном положении машины данный модельный комплект, вьодает в соответствующий регулятор 51-54 сигнал о необходимости подачи энергоносителя к соответствукицему нагревательному устройству на время нахождения над ним данного модельного комплекта. В случав, если модельный комплект достиг заданной температура, которая определяется настройкой вторичного прибора 41-44 в регулятор расхода энергоносителя нагревательного устройства соответствующей позиции подается сигнал о прекращении или уменьшении интенсивности подачи энергоносителя. Таким образом, при каждом положении платформы 9 машины работа нагревательных устройств регулируется тем модельньнй комплектом, который над данным нагревательным устройством, чем Обеспечивается поддержание температу1Ж1 модельных комплектов в заданных пределах, причем регулирование температуры каждого модельного комплекта происходит индивидуально. Испытания опытного образца машины показывают высокую стабильность температуры модельных комплектов в заданных пределах регулирования. Применение предлагаемой машины для изготовления оболочковых полуфОЕ 1 позволяет расширить область применения высокопроизводительного оборудования, значительно повысить технологические возможности и эффективнорть процесса изготовления оболочковых полуформ, снизить энергозатраты и, соответственно, себестоимость отливок. Годовой экономический эффект от применения одной машины составляет 42 тыс. руб. Формула изобретения 1. Миогопозиционная карусельная м шина для изготовления оболочковых полуформ содержащая устройства для фО1 а1рования и отверждения полуформ, поворотную относительно цен тральной колонны платформу с модельными комплектами, нгигревательные устройства с управляемыми регулятор ми расхода энергоносителя по числу рабочих позиций машины, соответствующие каждому модельному комплекту датчики температуры, соединенные кольцевьо4 токосъемником с вторичным прибором, соединенным посредством элементов И и ИЛИ с управляемЁши регуляторами расхода энергоносителя, отличающаяся тем, что, с целью повышения производительности и экономичности изготовления оболочковых полуформ, она дополнительно снаб жена блоком распознавания положения модельных комплектов относительно нагревательных устройств, выполненным в виде путевых датчиков, число которых соответствует числу модельных . комплектов , и прерывателя, поочередно взсшмодействующего с указанными датчиками, выход Ксикдого из которых соединен с первыми входами двухвходовых элементов И, входящих в группы, количество которых соответствует числу рабочих позиций, объединенные элементом ИЛИ, выход которого соединен с управляемым регулятором расхода- энергоносителя соответствующей позиции, а выходы вторичных приборов соединены с вторамя входами элементов И, ПЕЖчем в каждой группе, объединенной элементом ИЛИ, элемент и объединяет выход путевого датчика рабочей позиции машины и выход вторичного прибора того модельного комплекта,который находится на рабочей позиции машины, соответствующей данной группе элементов И. 2.Машина по п. 1,о т л и ч а ющ а я с я тем, что датчики блока распознавания положения модельных комплектов установлены стационарно, а прерыватель этого блока установлен на поворотной платформе. 3.Машина по п. 1,отличаю щ а я с я тем, что датчики блока распознавания положения модельных комплектов установлены на центральной колонне машины. 4.Машина ,отличаю щ а н с я тем, что центральная колонна в местах установки датчиков блока распознавания положения модельных комплектов и выводов кольцевого токосъемника выполнена пустотелой и со сквозными проемами в стенках. Источники информёщии, принятые во внимание при экспертизе 1.Патент США 3508598, кл. 164-1, 1970. 2.Авторское свидетельство СССР 350568, кл. Ъ 22 С 13/08, 1972. 3.Авторское свидетельство СССР 766733, кл. В 22 С 13/08, 1980.
SS5f 21
xf 9fffptffttoctfffre/fA I52 2«
t
53 W
5 г
Фиг.В
« Л
ег S2
Фи9, S
«f 11
62 52
2A.l
V fV
фиг, 8


| название | год | авторы | номер документа |
|---|---|---|---|
| Карусельная машина для изготовления оболочковых полуформ | 1976 |
|
SU766733A1 |
| Машина для изготовления оболочковых полуформ | 1981 |
|
SU948532A1 |
| Машина для изготовления оболочковых форм | 1976 |
|
SU618179A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ОБОЛОЧКОВЫХ| БН5ЛИО»?ПйПОЛУФОРМ'^' | 1972 |
|
SU331840A1 |
| Автомат для изготовления корковых полуформ | 1956 |
|
SU109087A1 |
| ОДНОПОЗИЦИОННЫЙ ФОРМОВОЧНЫЙ АВТОМАТ | 1990 |
|
RU2014943C1 |
| Многопозиционная машина для производства трубчатых изделий из полимеров | 1984 |
|
SU1335480A1 |
| Устройство для загрузки полукокилей в агрегат нанесения облицовки | 1974 |
|
SU499957A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ НЕРАЗЪЕМНЫХ И РАЗЪЕМНЫХ ОБОЛОЧКОВЫХ ПОЛУФОРМ | 1970 |
|
SU276327A1 |
| Комплексная автоматизированная линия изготовления отливок в формах из холоднотвердеющих смесей | 1980 |
|
SU874260A1 |



«
-,
., - A
f Si //
f
V2
22 VJ /3
A/if
d-/ г 1
Q
f3
54 «i(
Л
yry-r/
/r 4f
