Изобретение относится к области литейного производства, в частности к машинам для оболочкового литья.
Известна установка для изготовления оболочковых полуформ, включающая поворотный бункер для формовочной смеси, механизм его вращения, модельный комплект и печь отверждения. Однако на этой установке оболочковые полуформы изготавливаются неравномерной толщины, так как формовочная смесь в момент опрокидывания бункера распределяется по модели под углом естественного откоса.
С целью предотвращения влияния угла естественного откоса на формообразование оболочки и получения качественных полуформ предлагаемая установка снабжена поддерживающим модельный комплект в наклонном положении устройством, установленным на позиции формообразования оболочки, которое выполнено в виде опорной рамы, имеющей наклонную верхнюю плоскость и шарнирно закрепленный рычаг, связанный одним концом со штоком порщневого цилиндра. Кроме того, механизм вращения бункера может быть снабжен поворотным в горизонтальной плоскости кронщтейном, несущим модельную оснастку, который взаимодействует с наклонной плоскостью рамы при формообразовании оболочки и со свободным концом рычага поддерживающего устройства при транспортировании оболочки в печь отверждения.
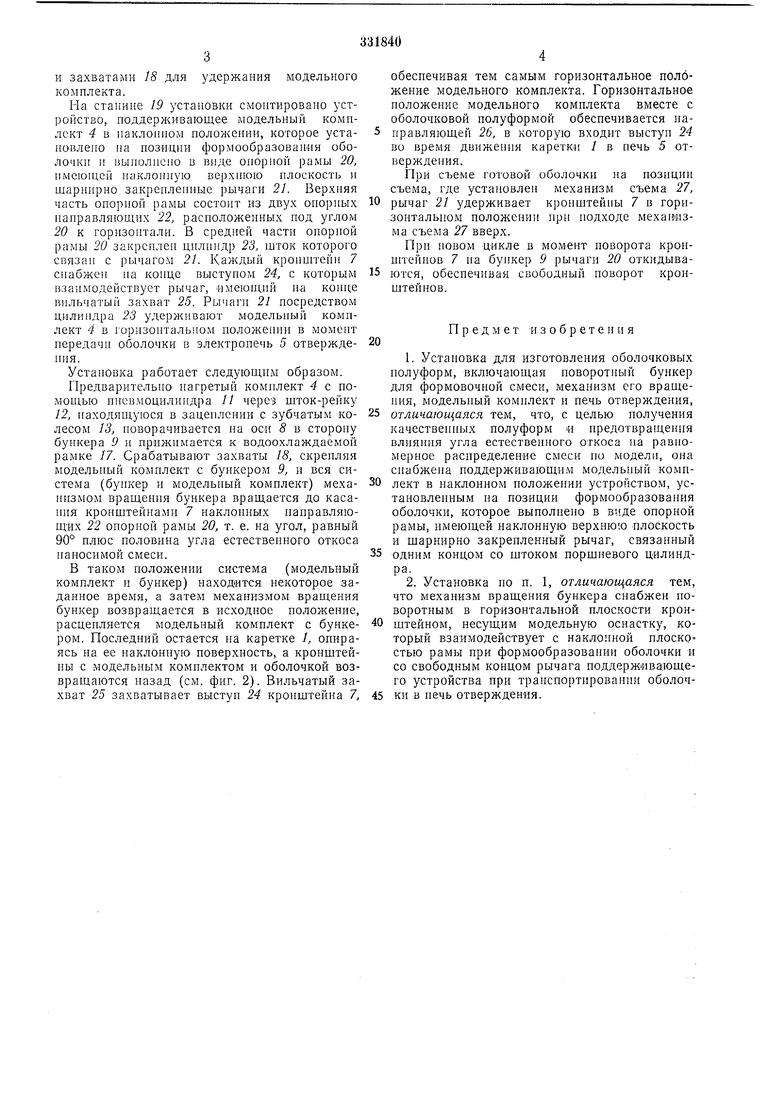
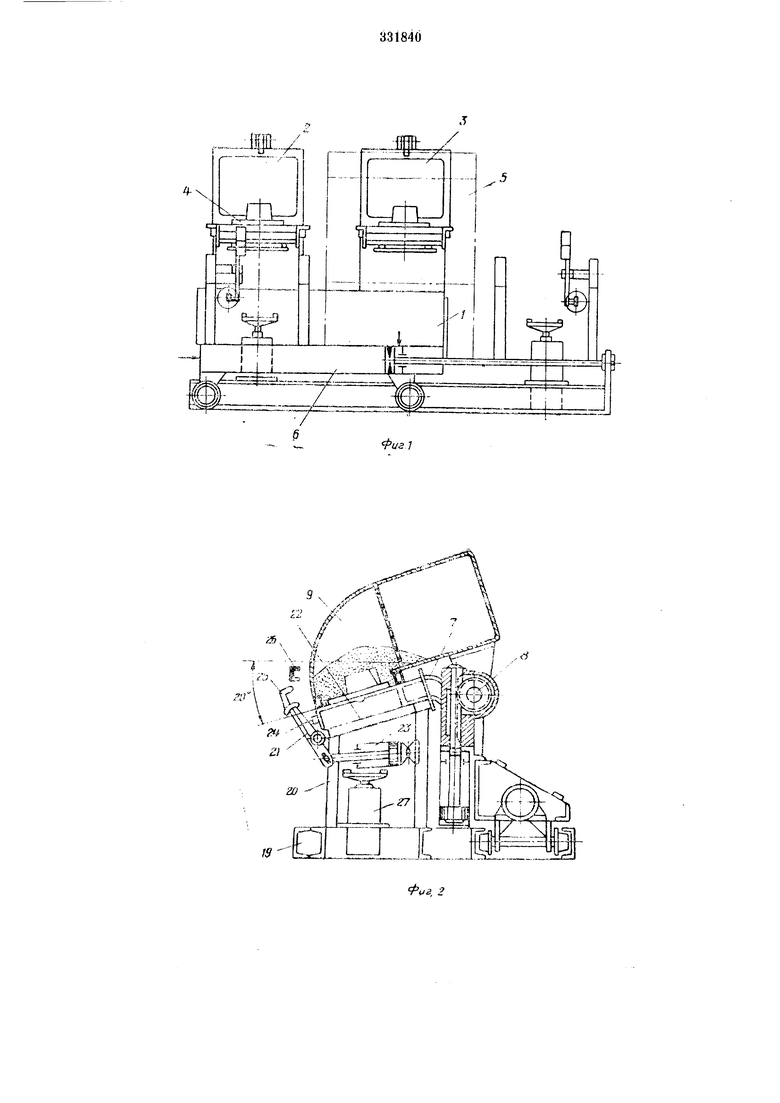
На фиг. 1 схематично изображена предлагаемая установка, общий вид; на фиг. 2 - то же, разрез по узлу формообразования полуформы; на фиг. 3 - исходное положение узла формообразования.
Установка имеет две позиции загрузки - выгрузки с печью отверждения проходного типа, распололсенной между позициями.
Установка состоит из каретки / с двумя узлами формообразования 2 и 3, модельных
комплектов 4, поочередно перемещаемых в
электропечь 5 проходного тииа пневмоцилиндром 6.
Каждый узел формообразования содержит два кронштейна 7, несущих модельный комплект 4 и установленных на оси 8, и поворотный бункер 9. Кронштейны 7 и бункер 9 связаны общей осью 8, которая расположена между модельным комплектом 4 п бункером и вынесена из зоны печи 5, что предотвращает интенсивный нагрев рабочих частей привода.
Кронщтейны 7 свободно вращаются в опоре 10 механизма вращения бункера 9, состоящего из цилиндра // и щток-рейки 12, которая находится в зацеплении с зубчатым колесом 13, насаженным на ось 8.
Бункер 9 с иомощью кронштейнов 14 связан с осью 8, вокруг которой он и поворачивается, и снабжен вибратором 15, сетчатой перегородкой 16, водоохлаждаемой рамкой 17, к которой прижимается модельный комплект 4, и захватами 18 для удержания модельного комплекта. На станине 19 установки смонтировано устройство, поддерл ивающее модельный комнлскт 4 в наклонном положении, которое установлено на позиции формообразова1И1я оболочки и выполнено в виде онорной рамы 20, нмсюЕцей наклонную верхнюю плоскость и шарннрно закренленные рычаги 21. Верхняя часть онорной рамы состоит из двух опорных ианравляющих 22, расположенных иод углом 20 к горизонтали. В средней части опорной рамы 20 закренлен цилиндр 23, шток которого связаи с рычагом 21. Каждый кронштейн 7 снабжен на конце выстуном 24, с которым взаимодействует рычаг, «меюни1Й на KOinte вильчатый захват 25. Рычаги 21 носредством цилиндра 23 удерживают модельный комплект 4 в горизонтальном положении в момент передачи оболочки в электропечь 5 отверждепня. Установка работает следующим образом. Предварительно нагретый комплект 4 с помон№ю нневмоцилиндра 11 через шток-рейку 12, находящуюся в зацеплении с зубчатым колесом 13, иоворачивается на оси 8 в сторону бункера 9 и прижимается к водоохлаждаемой рамке 17. Срабатывают захваты 18, скрепляя модельный комнлект с бункером 9, и вся система (бункер и модельный ко1мплект) механизмом вращения бункера вращается до касания кронштейнами 7 наклонных направляюЩих 22 онорной рамы 20, т. е. на угол, равный 90° плюс половина угла естественного откоса наносимой смеси. В таком положении система (модельный комплект и бункер) находится некоторое заданное время, а затем механизмом вращения бункер возвращается в исходное положение, расцепляется модельный комплект с бункером. Последний остается на каретке 1, опираясь на ее наклонную поверхность, а кронштейны с модельным комплектом и оболочкой возвращаются назад (см. фиг. 2). Вильчатый захват 25 захватывает выстун 24 кронштейна 7, обеспечивая тем самым горизонтальное положение модельного комплекта. Горизонтальное положение модельного комплекта вместе с оболочковой полуформой обеспечивается иаправляющей 26, в которую входит выступ 24 во время движения каретки / в печь 5 отверждения. При съеме готовой оболочки на позиции съема, где установлен механизм съема 27, рычаг 21 удерживает кронштейны 7 в горизонтальном положении ири нодходе механизма съема 27 вверх. При ИОВОМ цикле в момент поворота кронштейнов 7 па бункер 9 рычаги 20 откидываются, обеспечивая свободный поворот кронштейнов. Предмет изобретения 1.Установка для изготовления оболочковых нолуформ, включающая поворотный бункер для формовочной смеси, механизм его вращения, модельиый комнлект и печь отверждения, отличающаяся тем, что, с целью получения качествеииых полуформ и предотвращения влияния угла естественного откоса на равномерное распределение смеси по модели, она снабжена поддерживающнм модельный комплект в наклонном положении устройством, установленным на позиции формообразования оболочки, которое выполнено в виде опорной рамы, имеющей наклонную верхнюю плоскость и щарнирно закрепленный рычаг, связанный одним концом со щтоком порщневого цилиндра. 2.Установка но п. 1, отличающаяся тем, что механизм вращения бункера снабжен поворотным в горизонтальной плоскости кронштейном, несущим модельную оснастку, который взаимодействует с наклонной плоскО стыо рамы при формообразовании оболочки и €0 свободным концом рычага поддерживающего устройства при транспортировании оболочки в нечь отверждения.
jyii..
М±1: 1:г-г: „
лш- -хIF
i
| название | год | авторы | номер документа |
|---|---|---|---|
| Карусельная машина для изготовления оболочковых полуформ | 1976 |
|
SU766733A1 |
| Машина для изготовления оболочковых форм | 1976 |
|
SU618179A1 |
| Устройство для поворота модельногоКОМплЕКТА пРи изгОТОВлЕНииОбОлОчКОВыХ пОлуфОРМ | 1976 |
|
SU799901A1 |
| Многопозиционная карусельная машина для изготовления оболочковых полуформ | 1981 |
|
SU939162A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ НЕРАЗЪЕМНЫХ И РАЗЪЕМНЫХ ОБОЛОЧКОВЫХ ПОЛУФОРМ | 1970 |
|
SU276327A1 |
| Машина для изготовления оболочковых полуформ | 1974 |
|
SU610606A1 |
| Автомат для изготовления полуформ и стержней | 1970 |
|
SU438487A1 |
| Установка для изготовления оболочковых полуформ | 1956 |
|
SU107162A1 |
| Машина для изготовления оболочковых полуформ | 1981 |
|
SU948532A1 |
| Автоматическая линия для изготовления оболочковых форм | 1984 |
|
SU1245402A1 |
//
1
iJT J
.
..,
/
i«.
Т -
Ь... EterW- lfe
,v- 4 - I I fip I
,: .1, Щш
Я
;
a/
iJ- - iV j-i:--,
Ж IX
19
