1
Изобретение относится к лигейному производству; в частности к установкам для изготовления литейных оболочковых полуформ.
Известно устройство для поворота недельного комплекта при изготовлении оболочковых полуформ, содержащее кронштейн, несущий модельный комплект и шарнирно закрепленный на опорной раме, и поршневой привод, для поворота кронштейна flj.
Недостаток устройства в том, что из-за большой скорости поворот а бункера с резкой остановкой в конце движеНИИ, а также напряжения, которые создаются в пластической оболочке вс.педствие перемещения песчано-смоляной смеси при повороте, происходит частичное или полное отслаиванй оболочек. Такое явление делает оболочковую .форму непригодной к употреблению.
Цель изобретения - улучшение качества полуформы путем предотвращения ее отслаивания от модели .
Для достин(ения указанной цели корпус поршневого привода шарнирно установлен на опорной раме, конец штока шарнирно соединен с кронштейном, а в последнем в месте шарнирного соединения выполнен паз, продольная ось симметрии которого расположена касательно к траектории движения конца штока при повороте модельного комплекта, причем в нижнем конце паза установлен амортизатор.
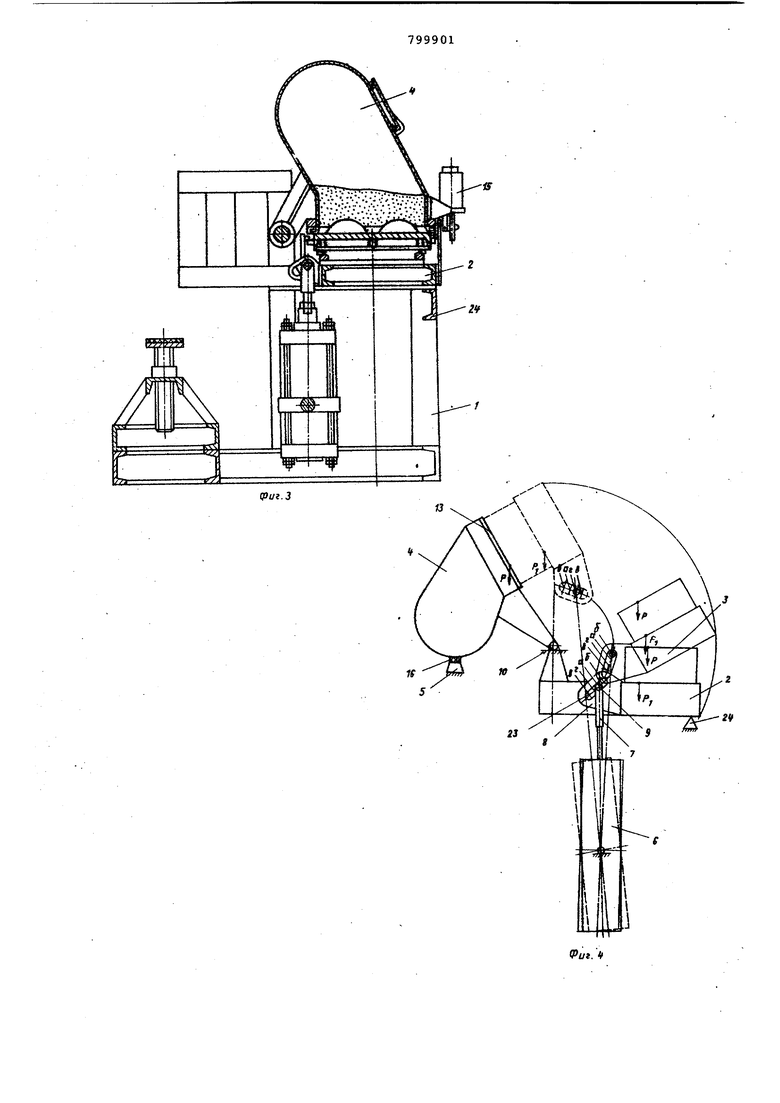
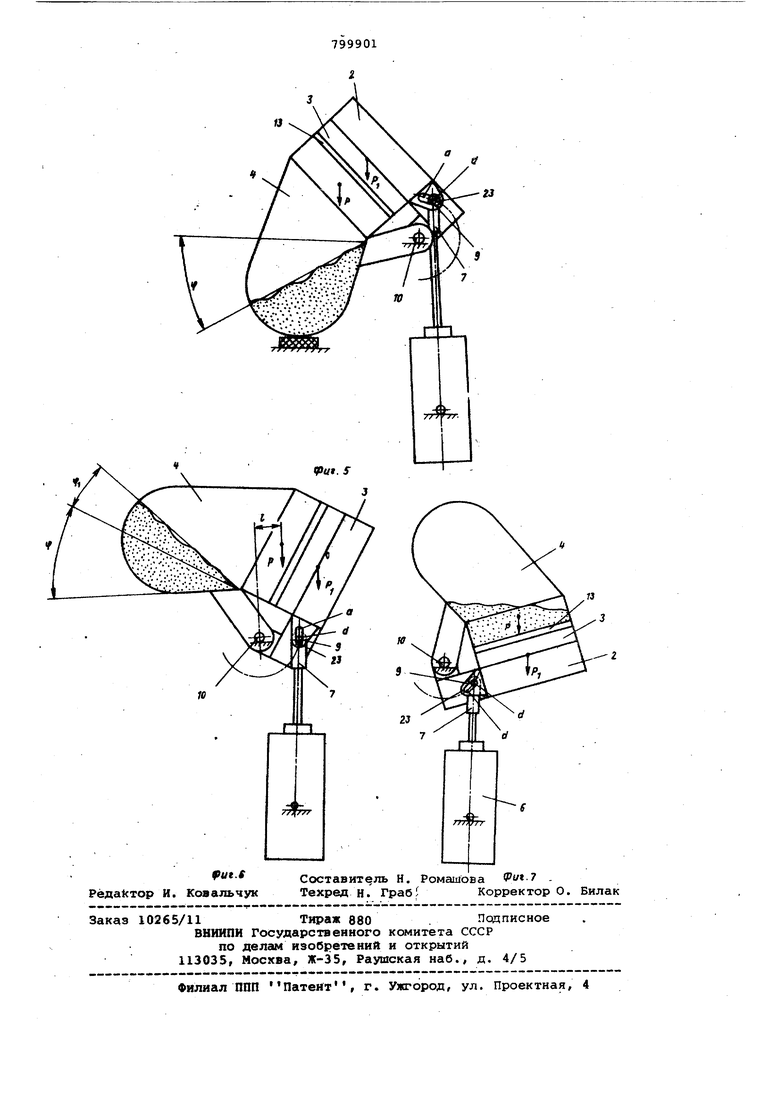
На фиг. 1 изображено устройство поворота в исходном положении, вид спереди; на фиг. 2 - то же, разрез по оси симметрии г на фиг. 3 - положение бункера на позиции формообразования; на фиг. 4 - кинематическая схема различных положений устройства во время работы; на фиг. 5 - положение бункера в исходном положении со скрепленным с ним модельным комплектом; на фиг. 6 - положение бункера со скрепленным с ним модельным ; комплектом при движении на позицию формообразования в момент предшествующий встряхиванию песчано-смоляной смеси; на фиг. 7 - положение бункера со скрепленным с ним модельным комплектсм при движении на позицию формообразования в момент последующий встряхиванию песчано-смоляной смеси.
Устройство содержит опорную раму, 1 на которой смонтирован поворотный кронштейн 2 с установленным на немг
модельным комплектом 3, поворотный бункер 4, винтовую опору 5, силовой пневмоцилиндр б. Головка 1итока 7 пневмоцилиндра 6 выполнена в виде вилки и со щекой 8 поворотного кронштейна 2 образует шарнирное соединение, скрепленное осью 9.
Поворотный бункер 4 и поворотный кронштейн 2 связаны общей осью Ю, которая расположена мелуцу мрдельньам комплектом 3 и поворотш « бункерам 4 и концги и крепится в подшипнико вьпс опорах 11.
Бункер 4 с помсадью кронштейнов 12 связан с осью Ю и имеет волоохлаждаемую рамку 13, к которой прижи1 1ается модельный комплект 3,загрузочное окно 14 и захват 15 для. удержания модельного комплекта. В исходнс положении бункер 4 опирается на изменяемую по высоте винтовую опору 5, снабженную резиновым амортизатором 16. 1 Пневмоцилинйр б J peпитcя на: опорах 17, установленных на опорной раме 1, и имеет возможность поворота.
Кронштейн 2 свободно вращается с осью 10 в опорах 11, имеет противовес 18 и направляющие 19, на которых помещается . ксяиплект 3.Модельный комплект выступами 20 входит в зацепление с выступами 21 кронштейна 2 и удерживается ими при поворотах
Щека 8 поворотного кронштейна 2 имеет продольный паз 22,в одном конце которого (со стороны пневмоцилиндра; имеется упругий пружинный амортизатор 23. Верхняя часть рамы 1 имеет опор- ную направляющую 24 для удержания поворотного кронштейна 2 в горизон1тальном положении.
Предложенное устройство поворота работает следующим образом.
Предварительно нагретый модельный комплект 3, помешенный на поворотном кронштейне 2 с пневмоцилиндра б,через головку штока 7, находящуюся в шарнирном соедин JHHK со щекой 8 кронштейна , поворачивается на оси 10 в сторону бункера 4. При этом в начальный момент повррота головка штока 7, имея свободу перемещения по пазу щеки 8, из точки а перемещается в точку б до упора оси 9 в край паза, начинается поворот кронштейна 2. При дальнейшем повороте кронштейна с модельной оснасткой центр тяжести Р пересекает ось поворота 10, происходит опережающий доворот кронштейна. Ось 9 из точки б перемещается в точку 6 и упирается в пружинный амортизатор 23. Происходит плавное торможение поворотного кронштейна и сяновре 1енное плавное касание модельной оснастки водоохлаждаемой рамки 13 бункера 4. Дсшьнейший ход штока пневмоцилиндра 6 до своего крайнего верхнего положения уже не передает усилие на систему (поворотный кронштейн, модельная оснастка,, бункер), так как ось 9,
имея свободу перемещения в шарнире, перемещается из точки -в в точку 2 .
Срабатывает захват 15, скрепляя модельный комплект с бункером 4, при этом центр тяжести системы Р, в от. личие от центра тяжести кронштейна с модельной оснасткой Р смещается В сторону бункера, Вся система вра-i щается в обратном направлении.
Поворот бункера на позицию формоQ образования происходит следующим образом.
Начинается ход штока пневмоцилиндра б до свозго крайнего -нижнего положения.Ось 9 перемещается из точки
5 Z в точку -8 нагружая пружинньгй амортизатор 23, происходит плавное в начальный момент вращение системы.Так как бункер в исходное положениевозвращен плавно, без встряхивания, то пес0 чано-смоляная смесь в бункере расположена не горизонтально,а под некоторым углом естественного откоса f (см. фиг. 5) .,
Так как движение бункера на позицию формообразования в начальный
момент происходит плавно,то песчаносмоляная смесь остается неподвижной (относительно бункера) до образования угла естественного откоса , направленного уже в сторону модельного комплекта.
При дальнейшем вращении системы центр тяжести Р , смещенный в сторону бункера, пересекает ось 10 поворота. Возникает момент , направленный
5 в сторону вращения cHCTeNttii. Но система из-за наличия сил инерции, равных произведению массы системы на ее ускорение и направленных в противоположную сторону, закончит поворот не сразу, она продолжает поворачиваться некоторое время с той же угловой скоростью. При этом осыпание песчано-смоляной смеси из-за сил инерции также задерживается, значительно превышая угол естественного откоса на угол f (см. фиг. 6).
5 Угол естественного откоса для сухого песка составляет Ч:г35 .
В конце поворота ось 9 из точки -6 перемещается в точку сГ до жесткого упора в край паза(см.фиг. 4),в то же
0 время головка штока 7 с осью 9 продолжает перемещаться по траектории движения верхнего положения в ниж- Унее способствуя тому, что встряхивание песчано-смоляной смеси произойдет
5 при достижении модельным комплектом положения,близкого к горизонтальному (см. фиг. 7) .
В результате встряхивания песчаносмоляная смесь приобретает большую скорость движения, а следовательно и
0 большой запас кинетической энергии. Поэтому по достижении модельного комплекта смесь продолжает растекаться вдлоть до полной остановки система. Обеспечивается полное покрытие поверхности модельного комплекта смесью,
{исключая дополнительные средства для расположения смеси по модели.
При касании кронштейном 2 направляющей 24 системаь останавливается, а шток цилиндра 6 уходит вниз до упора при этом ось 9 с головкой штока
iперемещается из точки (Г в точку а не
нагружая систему (см. фиг. 4).
Происходит процесс формообразовани (см.фиг. 3).По окончании процесса формообразования/ система поворзчивдется для воавращения бункера в исходное J|Ioжeниe.Кинематика движения ристеквл аналогична описанной выше кинематике движения кронштейна с модельной оснасПри пересечении центра тяжести
системы оси поворота 10 происходит
опережающий поворот всей системы. Ось 9 упирается I в пружинный амортизатор 23, происходит плавное торможение и останов системы, а также одновременное плавное касание днища бункера 4 резинового амортизатора 16 опоры 5.
Плавная остановка системы (при возвращении бункера в исходное положение) позволяет устранить отслаивание от модели, находящейся в пла.стическом состоянии оболочки,
.Бункер отцепляется от модельного комплекта и остается на опоре 5, а кронштейн с модельным комплектом и оболочкой возвращается в исходное положение. При этом начальный момент поворота начинается плавно по мере
нагружения пружинногр амортизатора
23.В подвешенном состоянии оболочковая форма удерживается на модельной плите силе1ми адгезионного сцепления смолы, находящейся в песчано-смоляной смеси в агрегатном состоянии.
Кронштейн 2, касаясь направляющей
24,останавливается.
Модельный комплект 3 с оболочкой по направлякяцим 19 кронштейна 2 подается в печь отверждения.
Формула изобретения
Устройство для поворота модельного комплекта при изготовлении оболочковых полуформ, содержащее кронштейн несущий модельный комплект и шарнкрно закрепленный на опорной ргме, и поршневой привод для поворота кронштейна отличающеес я тем, что, с целью улучшения качества полуформы путем предотвращения ее отслаивания от чодели,корпус поршневого привода шарнирао установле на опорной раме конец штока шарнирно соединен с кронштейном, а в последнем в месте шарнирного соединения выполнен паз, продольная ось симметрии которого расположена касательно к траектории движения конца штока при повороте модельного комплекта, причем в нижнем койце паза установлен амортизатор
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР 331840, кл. В 22 С 13/08, 1976.
fC
3jrK- {j i jlif

| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ОБОЛОЧКОВЫХ| БН5ЛИО»?ПйПОЛУФОРМ'^' | 1972 |
|
SU331840A1 |
| Способ изготовления оболочковых форм | 1983 |
|
SU1135526A1 |
| Машина для изготовления оболочковых форм | 1976 |
|
SU618179A1 |
| Способ формования оболочек по моделям | 1955 |
|
SU109597A1 |
| Карусельная машина для изготовления оболочковых полуформ | 1976 |
|
SU766733A1 |
| Многопозиционная карусельная машина для изготовления оболочковых полуформ | 1981 |
|
SU939162A1 |
| Машина для изготовления оболочковых полуформ | 1974 |
|
SU610606A1 |
| Автомат для изготовления полуформ и стержней | 1970 |
|
SU438487A1 |
| Четырехпозиционная карусельная машина опочной формовки | 1986 |
|
SU1430178A1 |
| АВТОМАТ ДЛЯ СБОРКИ, ЗАЛИВКИ И ВЫБИВКИ ОБОЛОЧКОВЫХ ФОРМ | 1968 |
|
SU212474A1 |

тr
1{|Гс:::
Illlfp10
