1
Изобретение относится к литейному прои.зводству, в частности- к оборудованию для изготовления оболочковых полуформ.
Известен формовочный бункер, содержащий поворотный бункер с загрузочной горловиной и поворотной КрЕзГШкой и расходную емкость с затвором, расположенную над загрузочной горловиной 1 .
Недостатком этого бункера является его сложная конструкция, требующая наличия открывающего и закрывающего крышку механизмов.
Цель изобретения - упрощение конструкции формовочного бункера.
Цель достигается тем, что бункер снабжен установленной на расходной емкости эластичной трубой, нижний-торец которой расположен в загрузочной горловине, а поворотная крышка установлена внутри поворотного бункера.
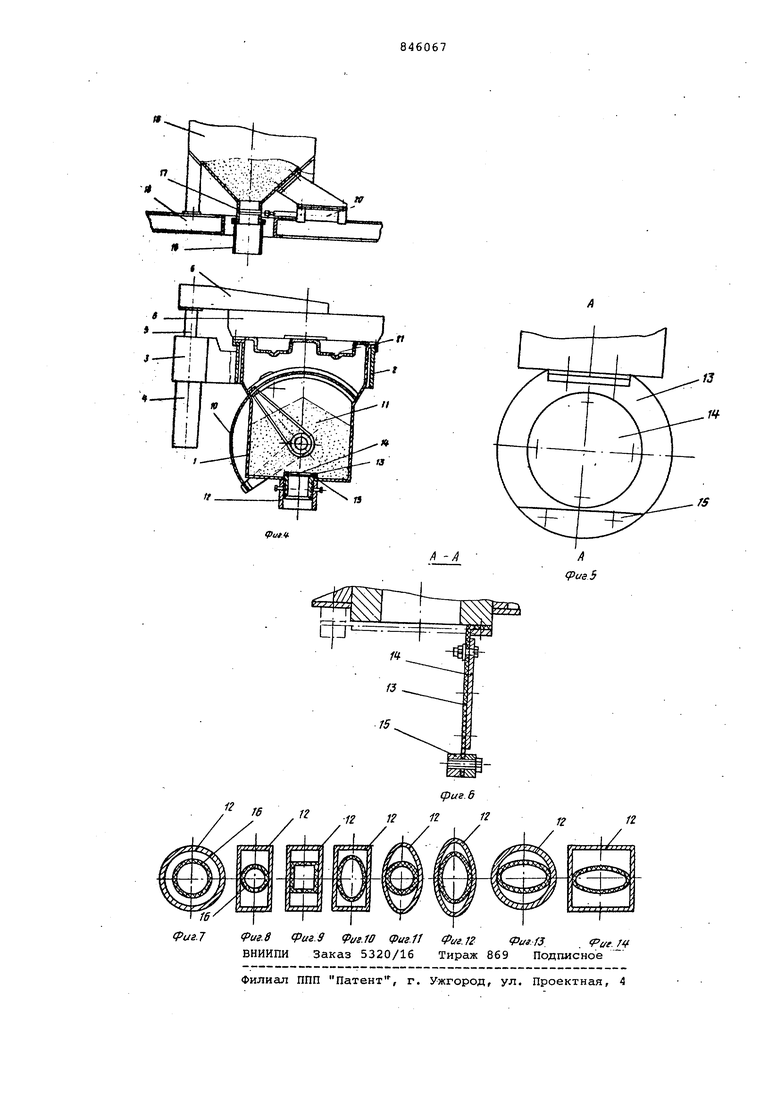
На фиг. 1 схематично изображен формовочный бункер машины для изготовления оболочковых полуформ (во время загрузки смеси), общий вид; на фиг. 2 - формовочный бункер во время формирования полуформы, общий вид; на фиг. 3 - формовочный бункер.
общий вид (повернут на 90°); на фиг.4 то же, повернуто на на фиг. 5 - вид А на поворотную крышку; на фиг..б разрез А-А на фиг. 5; на фиг. 7, 8, 9, 10, 11, 12, 13, 14 - эластичная трубка и загрузочная горловина поворотного бункера,варианты схем поперечных сечений. Формовочный бункер состоит из по10воротного бункера 1, смонтированного в обойме 2, которые могут поворачиваться на 180, например, с помощью поршневого реечного цилиндра (не показан) . На обойме 2 закреплен ме15ханизм 3, включсцощий поршневой цидиндр 4, направляющие 5 и валы € для прижима к фланцу 7 бункера 1 модельной плиты 8. Между модельной плитой 8 и валами б с одной стороны, и флан20цом 7 с другой стороны имеютЬя зазоры. Модельная плита 8 подается к позиции формирования механизмом 9. В обойме 2 смонтированы поршневые цилиндры (не показаны) привода секторного ши25бера 10, делящего бункер 1 на две части. Над шибером 10 расположена формовочная смесь 11, подаваемая в бункер 1 через загрузочную горловину 12, на которой закреплена поворотная крышка 13, несущая жесткую пластину
30 Ц .и контргруз 15, Над бункером 1 соосно загрузочной горловине 12 расположена эластичная труба 16, котора закреплена на раздаточной горловине 17 расходной емкости 18, установленной стационарно на станине 19 машины Расходная емкость 18 снабжена эатвором 20. Невозможность высыпания смеси в зазоры между эластичной трубой 16 и загрузочной горловиной 12 обеспечивается во всех случаях за счет угл естественного откоса сыпучей смеси, ; который при малых оптимальных услови ях текучести смеси не может быть : менее о . Поперечные сечения эластич :ной трубы 16 и загрузочной горловины 12 поворотного бункера 1 могут быть круглой, квадратной, прямоугольной, эллиптической, овальной и т.п. формы, причем горловина одной фор1Ф1 может сочетаться с эластичной трубой другой формы. В качестве иллюстрации на фиг. 714 приведены несколько схем поперечных сечений эластичной трубы 16 и загрузочной горловины 12 поворотного бункера 1. Для того, чтобы обеспечить свободный вход эластичной трубы 16 в загрузочную горловину 12 после поворота бункера 1, с учатом имеющей место при этом деформации. эластичной трубы 16, необходимо чтобы внутреннее сечение загрузочной горловины 12 было больше наружного сечения эластичной трубы 16. При этом в пло |кости вращения бункера 1 все сочета ния форм сечения эластичной трубы 16 и загрузочной горловины 12, за исключением двух круглых сечений (см.фиг ,7) ,могут быть установлены как с зазором, так и без него. Сочетание двух круглых сечений требует обязательного зазора в указанной плоскости. Работа формовочного бункера происходит следующим образом. Пришедшая на позицию формирования модельная плита 8 валами 6 механизма 3 подъема снимается с механизм 9 и прижимается к фланцу 7 бункера 1. Затвор 20 расходной емкости 18 закрывается. Шибер 10 с помощью гидроцилиндра (на фиг. не показан) выводится за пределы корпуса бункера 1, и находящаяся, над шибером 10 формовочная смесь 11 вертикально подает на модельную плиту 8. Положение формовочНого бункера в момент формирования изображено на фиг. 2. По окончании формирования полуфор ы 21 бункер 1 вместе с модельной Плитой 8 и механизмом прижима 3 пово рачивается на 180° (см. фиг. 4). Во время вращения бункера 1 эластичная труба 16 выходит из загрузочной горловины 12. При повороте корпуса бункера 1 крышка 13 под действием контргруза 15 сохраняет свое вертикальное положение. При достижении угла поворота 90° крышка 13 закрывает горловину 12 (см. фиг. 3). При дальнейшем-повороте бункера 1 происходит прижатие крышки 13 к горловине 12 под воздействием жесткой пластины 14, контргруза 15 и веса падшощ й смеси 11 (см. фиг. 4). Поеле падения смеси 11 на жесткую пластину 14 поворотной крышки 13 и освобождения полуформы 21 и модё 1ьной плиты 8 от смеси 11, шибер 10 вводится в бункер 1, отделяя формовочную смесь 11 от полости бункера 1, в которой находится модельная плита 8 с полуформой 21. Затем происходит обратное вращение на 180° бункер 1 занимает положение, изображенное на фиг. 1, после чйто вилы 6 с модельной плитой 8 и полуформой 21 опускаются в исходное положение, эластичная труба входит в загрузочную горловину 12, поворотная крышка 13 под действием контргруза 15 занимает вертикальное положение, открывается затвор 20 и происходит наполнение бункера 1 формовочной смесью 11. Использование предлагаемого формовочного бункера машины для изготовления оболочковых полуформ, по сравнению с известными формовочными бункерами, исключает возможное заедание в парах трения, работающих в агрессивных средах, обеспечивает повышение надежности и долговечности, что позволяет повысить коэффициент использования машины. Формула изобретения Формовочный бункер мгинины для изготовления оболочковых полуформ, содержащий поворотный бункер с загрузочной горловиной и поворотной крышкой и расходную емкость с затвором, расположенную над загрузочной горловиной, отличающийся тем, что, с целью упрощения конструкции, он снабжен установленной на расходной емкости эластичной трубой, нижний торец который расположен в загрузочной горловине, а поворотная крышка установлена внутри поворотного бункера. Источники информсщии, принятые во внимание при экспертизе 1. Авторское свидетельство СССР 329951, кл. В 22 С 13/08, опублик. 18.06.72.
18
фиг.1
№
и
| название | год | авторы | номер документа |
|---|---|---|---|
| Карусельная машина для изготовления оболочковых полуформ | 1976 |
|
SU766733A1 |
| ПОВОРОТНЫЙ БУНКЕР К УСТАНОВКАМ, ИЗГОТАВЛИВАЮЩИМ ОБОЛОЧКОВЫЕ ПОЛУФОРМЫ | 1972 |
|
SU329951A1 |
| Формовочная машина | 1982 |
|
SU1061912A1 |
| Формовочная машина | 1988 |
|
SU1519824A1 |
| Машина для изготовления оболочковых полуформ | 1974 |
|
SU610606A1 |
| Многопозиционная карусельная машина для изготовления оболочковых полуформ | 1981 |
|
SU939162A1 |
| Автомат для изготовления корковых полуформ | 1956 |
|
SU109087A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2472600C1 |
| Многопозиционная формовочная машина для изготовления литейных форм | 1976 |
|
SU741784A3 |
| Устройство для поворота модельногоКОМплЕКТА пРи изгОТОВлЕНииОбОлОчКОВыХ пОлуфОРМ | 1976 |
|
SU799901A1 |