следующем ходе подъемного устройства изделие снимается с захватов транспор-рного устройства, выполняется сварка и дальше процесс повторяется Sl).
Недостатки этих линий заключаются в следующем. Зона сварки должна feiTb выше зоны транспортирошси или захваты транспортного устройства должны быть приводными для отвода их при проходе подъемного устройства со свариваемым изделаем, что в результате усложняет KOHCTV. рукдии линий.
Линии имеют большие габариты приводных устройств, что оправдано для крупных св«чривае льгх узлов и неприемлемо для небольших свариваемых изделий, не имеющих большое количество сварочных точек.
Наиболее близкой к предлагаемой по технической сущностл является механизи- рованнай поточная линия для сборки и свар ки кузовных узл6в,содержаишя смонтйрова ное на основании рабочее оборудование, расположенное по ходу технологического процесса и соеданенное между собой шаговым транспортером, в состав которого вхо дат направляющие и штангти с зшсватами узлов 43,
Однако на этой линии не обеспечена точная остановка узлов на рабочих по31ЩИЯХ..
Цель изобретения - создание такой конструкции поточной лннии которая позволила бы повысить точность остановки узлов на рабочих повициях.
Это достигается тем, что в предлагае- мой линии каждая штанга шагового транспортера оснащена по числу захватов планками с ограничителями, двумя пружинами сжатия, а также двумя упорами, при этом каждый захват узлов смон-шрован на планке, пружины сжатия размещены между захватом узла и ограничителймй шшнки, а упоры установлены на навра влшоздей возле каждой единицы обсрудования с возмо} ностью взаимодействия с захватом узла при прямом и обратн л ходе штанги.
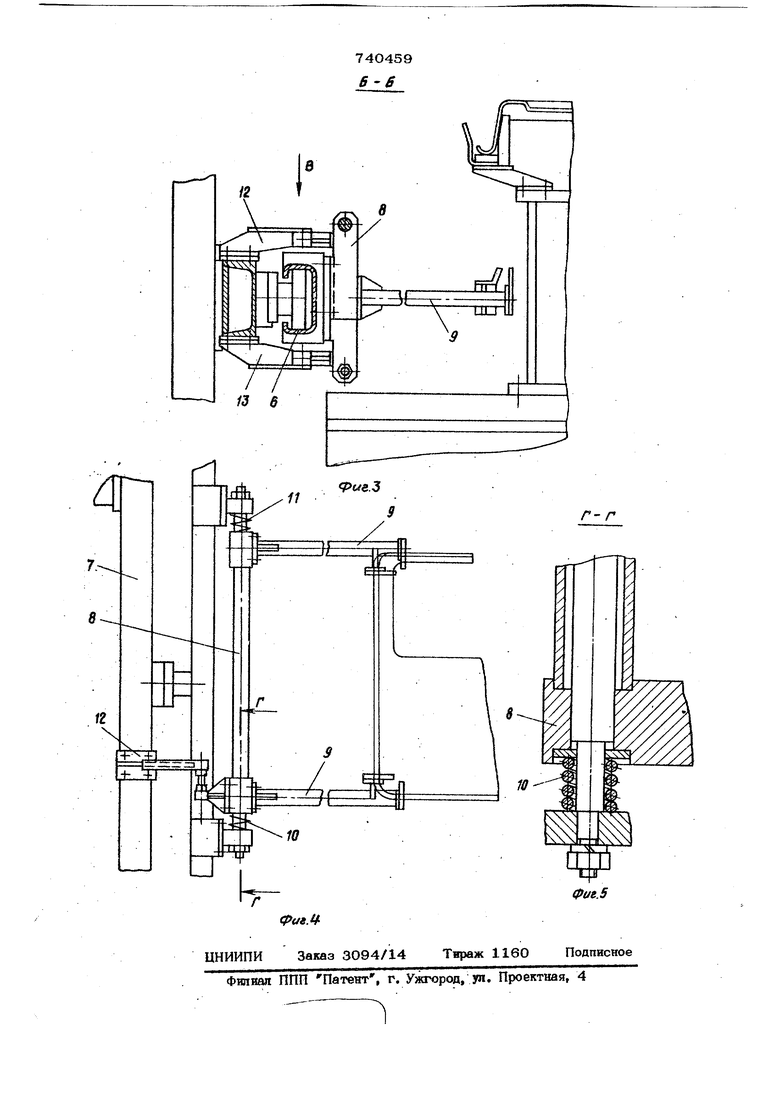
На фиг. 1 дана описываемая линия, вид сбоку; на фиг. 2 - то же, разрез Л-А на фиг. 1; на .фиг. 3 - разрез на фи, 2;нафиг. 4-шд11ОСтрелке В на
фиг. 3; на фиг. 5 - разрез Г-Г на фиг. 4.
Предлагаемая механизированная поточная ЛИН.ИЯ состоит КЗ сварочных машин 1, снабженных подъемными столами 2, устройства для разгрузки 3, шагового транопортера 4 с приводом 5.
Шаговый транспортер 4 имеет Две штанги 6, перемещаемые относительно направляющих 7. На штангах 6 установлены планки 8 с ограничителями, несущие захваты 9. При этом планки 8 захватов 9 связаны в продольном направлении со штангами 6-посредством пружин сжатая 10, 11, а на направляющей 7 возле каждой сварочной машины 1 имеются упоры 12,13, взаимодействующие с захватами. 9.
Механизированная поточная линия р отает следующим образом.
В исходном положении штанги 6 находятся в крайнем правом положении, подъемные столы 2 в нижнем положении,, а на каждой сварочной машине 1, кроме первой на захватах 9 находится свариваемый узел 14. На первой сварочной 1 оператсф вручную загружает сварив мый узел 14 и дает команду на начало цикла. По этой все подъемные столы 2 совершают ход вверх и при под-ьеме снимают свеиваемые узлы 15 с захватом 9 и переносят в зону сварки. На всех позициях осуществляется : сварка. В то время, когда осуществляется сварка, шагоЕъШ транспортер 4 перемещается из крайнего правого положения в крайнее левое. При привод 5 сообщает штангам 6 ход заведомо больший, чем шаг между сварочными машинами 1, поэтому лри перемещении штанг 6 планки 8 захваты 9 упираются в упоры 12, а штанги 6, перемещаясь до конпа хода, сжимают пружины 1О. Захваты 9 при этом уста навливаются точно в заданном положении, сшреоеляемом положением упоров 12.
После окончания сварки на всех сварочных машинах 1 подъемные столы 2 сшускаются, укладывая сварочные узлы 14 на захваты 9 шагового транспс тера 4,. который затем перемещается в крайнее правое положение. В начале хода райжимается пружина 10, а затем захваты 9 ш 1ходвт из ксжтакта с упорами 12. Поскольку величина хода шагового TpaHcnoj тера 4 болыие шага между машинами, то в конце хода шагового транспортера 4 захваты 9, вступая в кс«такт с упорами 13, а Штанги 6, продолжая перемещаться заставят сжаться пружины 11. Захваты 9 при этом устанавливаются вновь точно в заданном положении.
Таким образом, предлагаемая конструкция механизированной поточной линии обеопечивает передачу обрабатываемых узлов от машины к машине с высокой ст пеныо .точности, не зависящей от точности уст ношси технологического оборудования в рзруг относительно друга, что в свою очередь повышает надежность работы всей линии. Точность переноса деталей зависит TortbKO от точности установки упоров, положение которых легко регулируется в процессе эксплуатации. Формула изобретения Механизированная поточная линия для сборки и сварки кузовных узлов, содержа- 10 щая смонтированное на основании рабочее оборудование, расположенное по ходу технологического процесса н соединённое между собой шаговым транспортером, в состав которого входят направляющие и штанги 15 с захватами узлов, отличающаяс я тем, что, с целью повышения точности остановки узлов на рабочих позициях, кажу дая штаига шагового транспортера оснащена по числу захватов планками с ограничи-л) телями, двумя пружинами сжатия, а также 5 S овумя упорами, при этом каждый захват УЗЛОВ смонтировав на планке, пружины тия размещены между захватом узла и ас раничЬтелями планки, а упоры установлевы на направлякнцей BoSne каждой единицы o6 Jрудования с возможностыо взаимодействие с захватом узла при прямом и о атном ходе штанги. Источвнкн шг армаахи.. принятые во вншланне при aKCDepiiftae 1. Авторское свидетельство CXXJP N 408874, кл. В 65 37/ОО, 1967. . 2. Поточная линия французской фирмы; Reno, смонтированная на МОСКСМВСЕОМ аз тоэаводе им. Ленинского комсомогщ 1976 3. Поточная линия итальянской фирмы Ficsi, смонтированная на Волжском авк мобильно заводе, 1975. 4. Авторское свидетельство СХЮР № 554987, кл, В 23 К 37/О4, 1976 (прототип). 3

| название | год | авторы | номер документа |
|---|---|---|---|
| Механизированная поточная линия | 1978 |
|
SU766807A1 |
| Автоматизированная поточная линия для изготовления сварных конструкций | 1991 |
|
SU1784430A1 |
| Механизированная поточная линия для сборки и сварки металлоконструкций | 1983 |
|
SU1174219A1 |
| Механизированная поточная линия для сборки и сварки крышки коромысел двигателя автомобиля | 1977 |
|
SU664805A1 |
| Поточная линия для сборки и сваркиМЕТАллОКОНСТРуКций | 1979 |
|
SU804314A1 |
| Механизированная поточная линия для сборки и сварки | 1985 |
|
SU1263485A1 |
| Поточная линия | 1976 |
|
SU554987A1 |
| Поточная линия для сборки и сварки кузовов автомобилей | 1987 |
|
SU1524984A1 |
| Поточная линия | 1974 |
|
SU531705A1 |
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ДЛЯ СБОРКИ И СВАРКИ КУЗОВОВ АВТОМОБИЛЕЙ | 1995 |
|
RU2102210C1 |