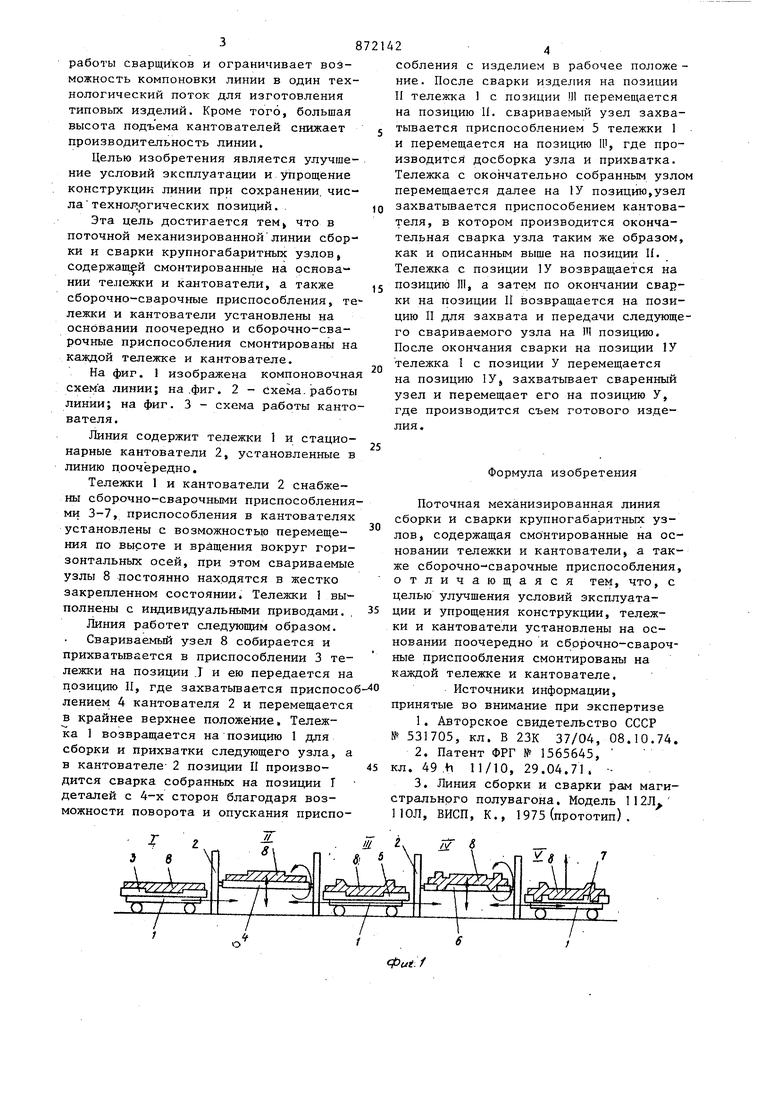
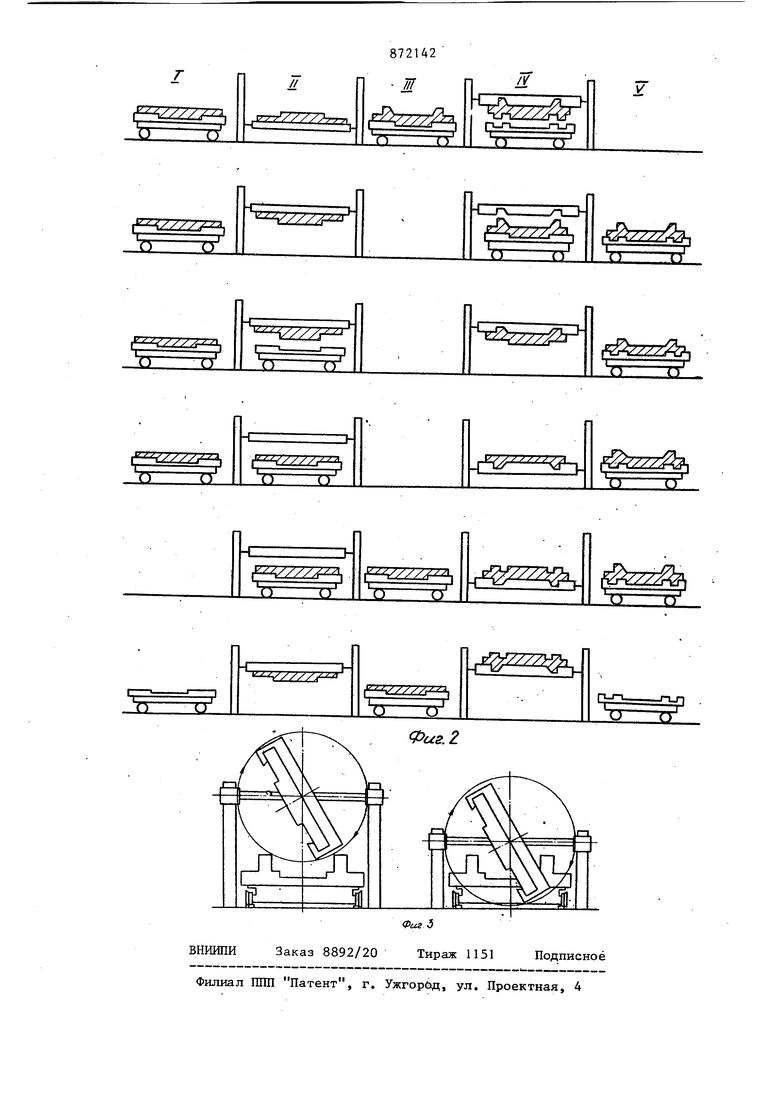
(54) ПОТОЧНАЯ МЕХАНИЗИРОВАННАЯ ЛИНИЯ Изобретение относится к области машиностроения, а именно к конструкции поточной механизированной линии для сборки и сварки крупногабаритных рамных конструкций при изготовлении грузовых автомобилей, автобусов, авто мобильных и транспортных прицепов, железнодорожных вагонов. Известна поточная линия, содержащая смонтированное на основании св рочное оборудование, расположенное п ходу технологического процесса и . объединенное между собой шаговым транспортером l. Недостаток этой линии заключается в том, что она не позволяет производить досборку свариваемого изделия. Известна поточная линия сборки и сварки крпуногабаритных узлов, содер жащая смонтированное на П-образном о новании .сварочное оборудование,расположенное по ходу технологического процесса, и транспортные тележки 23 В этой линии для осуществления сварки изделие к сварочному оборудованию поднимается вместе с тележками что усложняет констру1 цию линии. Кроме того, сборка изделия производится непосредственно под сварочным оборудованием, что ухудшает условия экс плуатации и уменьшает производительность линии. Наиболее близкой к изобретению является поточная линия сборки и сварки, содержащая смонтированные на осиовании тележки и кантователи а также сборочно-сварочные приспособления Сз. Недостатком этой линии является во-первых, разобщённость, требующая дополнительного оборудования, в частности громоздкие перегружатели и сборочные стенды, чтЬ усложняет конструкцию. Во-вторых, все сварочные позиции оснащены тележками со сборочно-сварочной оснасткой, что требует применения 1сантователей с большой высотой подъема, а это ухудшает условия работы сварщиков и ограничивает возможность компоновки линии в один технологический поток для изготовления типовых изделий. Кроме того, большая высота подъема кантователей снижает производительность линии. Целью изобретения является улучшение условий эксплуатации и упрощение конструкции линии при сохранении, числа тexнoJ pгичecкиx позиций. . Эта цель достигается тем что в поточной механизированной линии сборки и сварки крупногабаритных узлов, содержащей смонтированные на основании тележки и кантователи, а также сборочно-сварочные приспособления, те лежки и кантователи установлены на. основании поочередно и сборочно-сварочные приспособления смонтированы на каждой тележке и кантователе. На фиг. 1 изображена компоновочна схема линии; на.фиг. 2 - схема.работы линии; на фиг. 3 - схема работы канто вателя. Линия содержит тележки 1 и стационарные кантователи 2, установленные в линию доочёредно. Тележки 1 и кантователи 2 снабжены сборочно-сварочными приспособления ми 3-7, приспособления в кантователях установлены с возможностью перемещения по высоте и вращения вокруг горизонтальных осей, при этом свариваемые узлы 8 постоянно нах.одятся в жестко закрепленном состоянии. Тележки 1 выполнены с индивидуальными приводами. . Линия работет следующим образом. Свариваемый узел 8 собирается и прихватывается в приспособлении 3 тележки на позиции J и ею передается на цозицию И, где захватьшается приспосо лением 4 кантователя 2 и перемещается в крайнее верхнее положение. Тележка 1 возвращается на позицию 1 для сборки и прихватки следзтощего узла, а в кантователе- 2 позиции II производится сварка собранных на позиции Г деталей с 4-х сторон благодаря возможности поворота и опускания приспо84 собления с изделием в рабочее положе ние. После сварки изделия на позиции II тележка 1 с позиции Ш перемещается на позицию П. свариваемый узел захватывается приспособлением 5 тележки 1 и перемещается на позицию Ш, где производится досборка узла и прихватка. Тележка с окончательно собранным узлом перемещается далее на 1У позицию,узел захватьтается приспособением кантователя, в котором производится окончательная сварка узла таким же образом, как и описанным выше на позиции И. Тележка с позиции 1У возвращается на позицию Ш, а затем по окончании сварки на позиции И возвращается на позицию П для захвата и передачи следующего свариваемого узла на Ш позицию. После окончания сварки на позиции 1У тележка 1 с позиции У перемещается на позицию 1У, захватывает сваренный узел и перемещает его на позицию У, где производится съем готового изделия. Формула изобретения Поточная механизированная линия сборки и сварки крупногабаритных узлов, содержащая смонтированные на основании тележки и кантователи, а также сборочно-сварочные приспособления, отличающаяся тем, что, с целью улучшения условий эксплуатации и упрощения конструкции, тележки и кантователи установлены на основании поочередно и сборочно-сварочные приспообления смонтированы на каждой тележке и кантователе. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 531705, кл. В 23К 37/04, 08.10.74. 2.Патент ФРГ № 1565645, кл. 49 .h 11/10, 29.04.71. 3.Линия сборки и сварки рам магистрального полувагона. Модель ПОЛ, ВИСП, К., 1975 (прототип) .
//
// - /77
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для изготовления сварных конструкций балочного типа | 1977 |
|
SU738808A1 |
| Механизированная поточная линия для сборки и сварки | 1985 |
|
SU1263485A1 |
| Поточная линия для изготовления сварных изделий | 1981 |
|
SU998067A1 |
| Механизированная поточная линия для сборки и сварки изделий | 1977 |
|
SU657942A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1976 |
|
SU725856A1 |
| Поточная линия для изготовления сварных изделий | 1979 |
|
SU872146A1 |
| Поточная линия для изготовления сварных конструкций | 1978 |
|
SU770715A1 |
| Установка для сварки изделий | 1989 |
|
SU1794616A1 |
| Поточная линия для сборки и сварки крупногабаритных изделий | 1986 |
|
SU1400840A1 |
| Поточная линия для изготовления изделий | 1979 |
|
SU837691A1 |
f fZ///A f
u Jl
u u.
TJL
tJC7
и t.
